|
|
|
|
incercari tehnologice ale tablelor si sarmelor
Incercarile tehnologice au rolul de a stabili proprietatile tehnologice ale materialelor, adica capacitatea acestora de a se repeta la diferite metode de prelucrare, la cald sau la rece. incercarile tehnologice le putem clasifica in doua grupe:
I.incercari tehnologice pentru determinarea
proprietatilor de prelucrare
primara.
II. incercari tehnologice pentru determinarea proprietatilor de prelucrare secundara.
In prima grupa intra.urmatoarele, categorii de incercari:
I,1. incercari de turnabilitate - stabilesc caracteristicile de baza privind comportarea materialului la turnare: fluiditatea, contractia, tendinta de segregare, etc;
I. incercari de forjabilitate - stabilesc proprietatile metalelor de a opune rezistenta scazuta la deformare.
In grupa a doua intra urmatoarele caregorii de incercari:
II.1. Incercari de sudabilitate- stabilesc aptitudinea metalelor de aforma imbinari sudate ;
II. Incercari de aschiabilitate - determina capacitatea metalelor si aliajelor metalice de a se prelucra prin aschiere
II.3. Incercari de uzura - permit apreciearea durabilitatii stratului superficial in diverse conditii de frecare;
II.4. incercari deformabilitate - aprecierea proprietatilor tehnologice se face pe baza masuratorilor si a starii suprafetelor in urma incercarilor.
In continuare se expunincercarile de deformabilitate folosite in cadrul
laboratorului pentru verificarea caracteristicilor metalelor.
Acestea sunt:
- Incercarea la indoire
- Incercarea de rasucire a sarmelor;
- incercarea de ambutisare - dupa metoda Erichsen;
1. incercarea de indoire
Principii teoretice
Se executa asupra aliajelor feroase si neferoase pentru a verifica capacitatea metalelor de a lua diferite forme prin incovoiere si comportarea lor in timpul solicitarii.
1.1. Incercarea la indoire simpla
incercarea se face conform STAS 777 - 88.
Consta in deformarea unei epruvete rectilinii cu grosimea mai mare de 4 mm prin indoire lenta si continua in jurul unei piese, pana la formarea unui unghi
Intre fata unei ramuri a epruvetei si prelungirea celeilalte ramuri indoite
Fig. 1
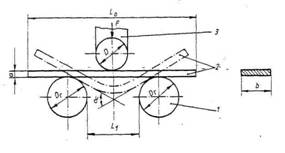
Fig 1 Schema Indoiri libere in dispozitiv cu role
1- role de sprijin; - epruveta; 3 - dorn de apasare
L1 = D + 3; Dr - diametrul rolei de sprijinl D - diametrul poansonului
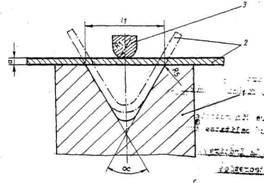
Fig 2 Schema indoirii in matrita
1 - matrita
2 - Epruveta
3 - poanson
l1 - D + 3a
Incercarea se executa pe masina universala de incercat. Se deosebesc trei tipuri de incercarii
- indoire libera in dispozitiv cu role la diferite unghiuri sub-160° (fig.
1); ' tr-' .
- indoire in matrita la anumite unghiuri (fig. 2);
- indoire completa la 180°, la diferite distante intre ferestrele interioare ale ramurilor deformate (fig. 3)
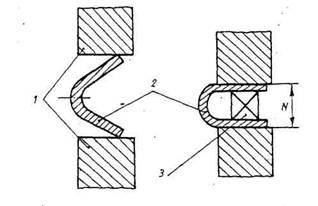
Fig. 3
Schema indoirii la 180°
1 - bacuri;
2 - epruveta;
3 - distantier;
In timpul indoirii epruvetele se vor deforma, fibrele din partea exteri| ra se alungesc iar cele din partea inferioara se seurseaza.
Epruvetele sunt standardizate, plate rotunde sau poligonale. Lungimea ia 50 + l00 mm dar nu mai mica de 200 mm.
Modul de lucru
- Se masoara epruveta trecand datele in tabelul 1.;
- Se aseaza epruvetele pe rolele de sprijin sau matrita;
- Se apasa dornul in mod continuu fara socuri asupra epruvetei pana la un unghi sub l60°;
- Pe epruvetele descarcate se masoara unghiul diedru α
- La indoirea la 180° dupa deformarea in dispozitiv se continua deformarea pana la 180° cand ramurile ajung paralele, iar pentru reglarea distantei intre ramuri de folosesc cele de distantare. Rezultatele se trec in tabelul 1.
Tabelul 1
Nr.
crf.
Materialul
de incercat
Dimensiunile initiale ale epruvetei [mm]
Conditii de incercat
■Rezultate
a
b
d
l0
D
l1
α
Z
Interpretarea rezultatelor
- Se examineaza starea suprafetei. Unghiul de indoire limita se considera atins la aparitia primei fisuri de maxim 5 mm pe suprafata intinsa a epruvetei;
Se apreciaza care dintre materiale se preteaza la deformarea plastica prin indoire si apreciala calitatea dupa aspect .
1. Incercarea la indoire alternanta.
Principii teoretice
Incercarea se face in concordanta ci STAS 7737 - 90
incercarea consta in indoirea repetata la 90 in sensuri opuse, a unei epruvete fixate la un capat in jurul unorbacuri cu raza de racordare determinate. Se considera indoirea alternata indoirea epruvetei la 9o° si readucerea ei la pozitia initiala. Epruvetele folosite se preleveaza din table, benzi sau sarme Dispozitivul de incercat este prezentat in fig. 4.
Modul de lucru
- Epruvetele in stare initiala trebuie sa fie plane;
- Se masoara epruveta gi se trec datele in tabelul de rezultate (tab.2)
- Se fixeaza cu un capat intre falcile dispozitivului;
- Se executa indoiri alternative pana la ruperea epruvetei. Ultima indoire nu se ia in considerare deoarece ea nu este completa;
- Se pastreaza viteza de indoire constanta, iar aceasta nu trebuie sa de; paseasca o indoire pe secunda;
Rezultatele se trec in tabelul
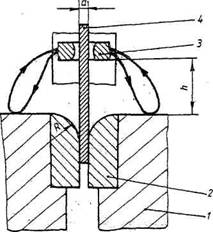 Fig. 4
Fig. 4
Dispozitivul incercarii de indoire alternanta
1 - suport pentru bacuri;
2 - bacuri schimbabile, cu diverse raze de racordare;
3 - antrenor cu fante;
4 - epruveta
Tabelul 2
Nr. crt.
Materialul
de incercat
Dimensiunile initiale ale epruvetei, [mm]
Nr de indoiri pt. urmatoarele raze ale bacurilor
d
a
b
Lo
h
R=2,5
R=5
R=7,5
R=10
Interpretarea rezultatelor
- Se va reprezenta grafic variatia nr. De indoiri f(Rbac) pentru fiecare material in parte;
- Se vor trage concluziile a^uEiaJJgjaSEEife^g^|ialului.
incercarea la rasucire a sarmelor
Modul de lucru
- Se fixeaza capetele in dispozitiv si se tensioneaza sarme;
- Se pune in functiune aparatul;
- Se citeste numarul de rasuciri inregistrate pe contorul aparatului;
- Se imparte cifra la 2 deoarece contorul inregistreaza jumatati de tura;
- Se trec rezultatele in tabelul 3.
Tabelul 3
Nr.
crt.
Materialul
de Incercat
Epruveta; [mm]
Nr. de rasuciri
Obs.
d
Ltot
Lo
Nt1
Nt2 .
Nt3
Ntnet
Fig. 5
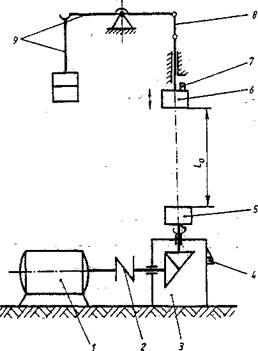 Schema
de principiu a aparatului pentru rasucire
Schema
de principiu a aparatului pentru rasucire
1- motor electric;
2- cuplaj;
3- reductor;
4- numarator de rotatii ;
5- cap fix care are miscare de rotatie;
6- cap glisant de intindere;
7- intrerupator;
8- cablu;
9- sistem de pargii cu greutati;
L0- lungimea libera;
Modul de lucru
- Se masoara dimensiunile epruvetei;
Se unge suprafata de contact a epruvetei cu poansonul pentru a micsora
frecarea;
- Se. fixeaza epruvete intre matrita si inelul de strangere;
- Se. aduce sistemul de masurare la zero;
- Se efectueaza incercarea;
- Se citeste adancimea de patrundere a poansonului;
- Se trec datele in tabelul 4.
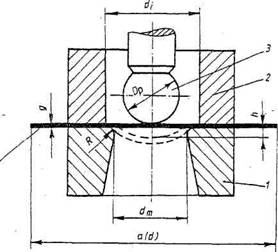
Fig. 6
Schema incercarii de ambutisare
1 - matrita;
2 - inel de strangere;
3 - poanaon;
4 - epruveta;
dm - diametrul matritei;
dp - diametrul poansonului ;
di. - diametrul inelului de strangere;
h - adancimea de ambutisare
Tabelul 4
Nr.
crt.
Materialul
de incercat
Dimensiunile epruvetei, [mm]
Conditii de in cercare, [mm]
Adancimea calotei [mm]
Obs.
g
a(d)
Dp
dm
h1
h2
h3
hmed.
-Se compara rezultatele pentru diferite calitati de tabla si se trag concluziile.