|
|
|
|
Studiul de caz ce urmeaza prezenta introducere cuprinde aspectele asigurarii calitatii produselor de mobilier si mic mobilier, respectiv ale altor produse din lemn, ce se fabrica curent la societatea Comodex din Targu-Mures, unitate reprezentativa in domeniul prelucrarii lemnului din Judetul Mures, fiind cotat ani la randul printre primii producatori de mobila din tara. Ca atare aceasta societate a fost cooptata si in Asociatia Nationala a Producatorilor de Mobila, for de specialitate reprezentativa din Romania. Astfel un capitol aparte se ocupa cu calitatea materiei prime, in acest caz a lemnului, de la forma sa de exploatare pana la cea de prelucrata in urma procesului tenhologic de fabricare a mobilei. Alaturi de calitatea materialului lemnos, un capitol separat se ocupa cu aspectele calitative legate de materialele tehnologice ce se folosesc la fabricarea mobilei si a altor produse din lemn, materiale chimice organice sau anorganice, cum ar fi adezivii de incleiat, materialele de umplutura, cele de slefuire, colorare sau decolorare, respectiv de finisare, cum ar fi lacurile incolore sau colorate, respectiv vopselele colorate, substantele de lustruire a peliculelor.
Un capitol aparte trateaza conditiile de productie ce pot inluenta pozitiv sau negativ calitatea produselor de pe linia de fabricatie. Aceleasi efecte faste sau nefaste pot avea asupra calitatii si calitatea personalului antrenat in procesul de fabricatie. Instruirea lui, calificarea acestuia este un factor fara de care nu se poate face abstractie in acest domeniu de activitate.
Controlul propriu-zis al calitatii este descris in ultimul capitol al primei parti.
Partea a doua a studiului de caz se ocupa cu sfera comerciala a activitatii societatii Comodex. Ambalarea produselor in vederea livrarii spre pietele de desfacere, transportul inter- si extrauzinal si conditiile de depozitare reprezinta vertebra principala a lucrarii.
In cele ce urmeaza, lesne se poate observa congruenta sau
incongruenta prescriptiilor teoretice privind asigurarea
calitatii produselor in timpul procesului de fabricatie cu cele
din realitatea imediata din anumite societati. Tendinta
este de a implementa cutumele europene in domeniu, in vederea atingerii cotelor
occidentale, ce duc la largirea pietei de desfacere, prin asigurarea
unei calitati euroconforme ale mobilei din lemn. Fabricarea mobilei si ale altor produse
din lemn de mai bine de peste un secol este o ramura foarte
importanta a economiei romanesti, drept urmare segmentul
populatiei active care isi desfasoara activitatea
cotidiana in acest domeniu economic este interesat permanent de calitatea
produselor ce iese pe poarta fabricilor spre terte piete de
desfacere, astfel incat produsele lor sa fie compatibile cu noile
cerinte ale pietii, sa satisfaca cat mai deplin gustul
si optiunile cumparatorilor, sa asigure un grad ce
confort cat mai ridicat in timpul utilizarii si/sau folosirii
acestora, sa fie in pas cu noile tendinte de fabricatie, si
nu in ultimul rand sa fie competitive cu cele fabricate in alte
tari, prin procese de fabricatie mult diferite de cele existente
la ora actuala la noi in tara. Castigarea unei palete largi
de desfacere pe plan international inseamna, totodata, si
continuarea si dezvoltarea traditiilor de peste secole dobandite in
ramura de prelucrare a lemnului in folosul si uzul omului.
2. Cartea
de vizita a societatii
COMODEX S.C.M. din Targu-Mures
COMODEX S.C.M. din Targu-Mures este o societate cooperativa mestesugareasca cu capital privat, care a luat fiinta in anul 1954. Actualmente este profilata pe productia de mobila, mic mobilier si diverse articole din lemn, destinate atat exportului cat si pietii interne.
Societatea reinvesteste o mare parte a profitului anual:
- in modernizarea tehnologiei de fabricatie a produselor de mobila ;
- pentru inlocuirea surselor de energie traditionale ;
- pentru solutii de protejare a mediului inconjurator ;
- pentru imbunatatirea conditiilor de lucru ale angajatilor.
Produsele executate de societate sunt de creatie proprie respectand optiunile clientilor externi sau interni. Ele se executa complet din cherestea ( stejar, fag si plop ) in combinatie cu panouri din P.A.L. (placa aglomerata din aschii de lemn) furniruit, in stil clasic, rustic sau modern. Societatea executa intr-un volum mai mic de comenzi unicate in prestari de servicii, prin modificarea produselor de serie la cererea clientilor. Societatea exporta mobilier si mic mobilier firmelor contractante din Germania, Olanda, Ungaria, Israel, Franta si Italia.
Actualmente societatea are un numar de angajati sub 100, fluctuatia fortei de munca fiind destul de ridicata, datorita optiunilor persoanelor incadrate, care in vederea obtinerii unor venituri mai mari pleaca benevol prin lichidare la cerere. In schimb, se constata mentinerea unui nucleu de baza de personal calificat, care se mentine angajata la societate. Personalul se imparte in doua grupuri mari muncitori direct productivi si personal auxiliar indirect productiv. Muncitorii direct productivi sunt in preponderenta calificati, prin absolvirea unor cursuri de calificare la locul de munca, a scolii profesionale de tamplarie sau a cursurilor liceelor de specialitate in prelucrarea lemnului. In ultima vreme politica resurselor umane este in concordanta cu prevederile legale privind angajarea persoanelor cu handicap sau a persoanelor necalificate. Datele statistice ce se regasesc pe site-urile Institutului National de Statistica dar si pe cele ale Agentiei Nationale ale Finantelor Publice din Romania arata ca societatea Comodex are o activitate continua, fara gripari in functionare, mentinandu-se pe locuri destul de importante pe piata fabricarii mobilei, fiind in acelasi timp si membrul Asociatiei Nationale ale Producatorilor de Mobila. De cativa ani incoace societatea participa la targuri de profil din tara dar si din strainatate, cum ar fi BIFE din Bucuresti, CONMOB din Cluj-Napoca sau Targul International de Mobila din Koln (Germania).
Personalul indirect productiv de compune din muncitori de la intretinere (lacatusi mecanici, strungari, sudori, fochisti, pompieri, conducatori auto, motostivuitoristi, sortatori de cherestea si stivuitori) si personal TESA (sef sectie, responsabil cu protectia muncii si a mediului, resurse umane, functionari de salarizare, contabili si membrii consiliului de administratie). Intregul personal indirect productiv are o pregatire de specialitate adecvata postului si functiei indeplinite.
Indicatorii economici ce se regasesc pe site-urile institutiilor de mai sus arata ca societatea isi incheie bilantul annual cu profit, ceea ce asigura permanenta activitate a societatii si asigura, totodata un salariu mediu apropiat de salariul mediu pe economie publicat de Ministerul Muncii.
3. Factori legati de partea productiva
Calitatea unui produs finit, in general, indeosebi a produselor de mobilier, in particular, este legata intrinsec de niste factori subiectivi si obiectivi, totodata, ceea ce influenteaza vandabilitatea lor pe piata de comercializare.
Produsele de mobilier, mic mobilier si cutii de lucru din lemn au ca material de baza lemnul, exploatat si prelucrat prin diferite tehnologii si procedee fizice intr-o mare masura si chimice intr-o masura redusa. Calitatea materiei prime - a lemnului, este dependenta in mare masura de specia acestuia (rasinoase sau foioase), de conditiile de crestere in picioare (sol, altitudine geografica, meteorologice, etc.), de efectul unor factori externi neprevazuti asupra lemnului in picioare (calamitati naturale, accidente aviatice, feroviare, rutiere, incluziuni metalice de pe urma conflictelor armate). Totodata calitatea lemnului depinde in mare masura si de varsta arborilor exploatati, si-anume conditia sine-qua-non a exploatarii este cea a maturitatii acestora, asezonata cu forma optima de crestere (forma asa-numita forestiera), ceea ce duc la obtinerea unei mase lemnoase cat mai uniforme ca structura si duritate, cu cat mai reduse pierderi posibile in urma prelucrarilor ulterioare din lantul tehnologic.
Cheresteaua - ca materie prima folosita la fabricarea mobilei - este rezultatul unui proces tehnologic particular de tratare si debitare a bustenilor exploatati, urmat de uscarea naturala si/sau artificiala a acestuia. Tratamentul termic utilizat are o influenta deosebita asupra calitatii cherestelei. Uscarea naturala prezinta un dezavantaj prin durata foarte lunga de depozitare si expunere, insa defectele de uscare sunt reduse la numar. Uscarea artificiala a lemnului, in camere de uscare cu circulatia fortata a aerului si cu un regim special de uscare, are o durata mult mai redusa, insa poate duce la aparitia a nenumaratelor defecte de uscare, ce determina negativ parcurgerea etapelor urmatoare din lantul tehnologic de prelucrare. Umiditatea cherestelei se determina periodic cu aparate de masurat, numite umidometre, prin atingerea suprafetei lemnului cu capul de masurat, umiditatea lemnului fiind aratata pe un cadran sau prin afisaj electronic. Umiditatea optima la fabricarea mobilei este cuprinsa intre 8-10 %.
Debitarea cherestelei in vederea obtinerii unor elemente componente din produsele de mobilier depinde de prezenta sau absenta defectelor de uscare. Crapaturile masei lemnoase pot fi vizibile cu ochii liberi, deci ele pot influenta imediat modul de debitare a elementelor masive, insa crapaturile interne, nevizibile, pot produce rebuturi irecuperabile. Directia fibrelor poate influenta pozitiv sau negativ debitarea si prelucrarile mecanice ale elementelor masive, fibrele uniforme, paralele faciliteaza taierile mecanice sau manuale ale lemnului, iar fibrele neuniforme, incalcite, crete, ondulate prezinta o piedica in buna si corespunzatoarea prelucrare, necesitand un efort fizic mult mai mare, iar suprafetele obtinute prin aschiere (indreptare, rindeluire, frezare) devin neuniforme, cu rupturi de fibra. Cimentarea cherestelei, ca defect de pe urma unei uscari artificiale necorespunzatoare, duce la cresterea consumului de materie lemnoasa inglobata in produsul finit, fiindca acestea trebuie reexecutate din nou, din cherestea necimentata. Coloratiile, galmele, nodurile, inimile concrescute, coajele infundate - ca defecte de crestere ale arborilor - duc la pierderi de materii prime si, implicit, la cresteri neprevazute de consumuri de materii prime, deoarece aceste zone ale lemnului trebuie aruncate la deseuri. Debitarea cherestelei se face prin insemnarea ei cu ajutorul unor sabloane si cu creionul, pe suprafata ei desenandu-se forma si conturul piesei executabile, tinandu-se cont si de supradimensiunile pentru prelucrarile de mai tarziu. Dimensiunile pieselor prelucrate se verifica metric, cu ajutorul metrului, dar si cu ajutorul verificatoarelor potcoava, special confectionate pentru elementele de realizat, din lemn de specii tari, cum ar fi carpenul sau paltinul, dar si din metale usoare, precum aluminiul (vezi figura nr. 3.1.3.a.). Diametrul si adancimea gaurilor si dimensiunile (lungimea, latimea, adancimea) scobiturilor se verifica cu ajutorul verificatoarelor tampon metalice, cu diametre si dimensiuni corespunzatoare elementelor finite (vezi figura nr. 3.1.3.b.), dar si cu ajutorul sublerului (vezi figura nr. 3.1.3.c.) sau micrometrului (vezi figura 3.1.3.d.).


Figura 3.1.3.a. - Verificator potcoava
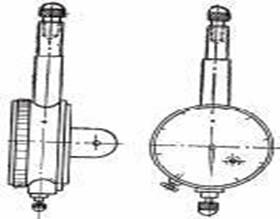
Figura 3.1.3.b. - Verificator tampon
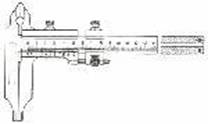
Figura 3.1.3.c. - Sublerul
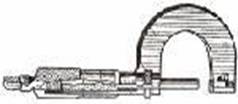
Figura 3.1.3.d. - Micrometrul
Pe langa calitatea materiei prime un rol deloc de neglijat joaca calitatea materialelor tehnologice, si-anume cea a adezivilor folositi la incleiere (adezivi pe baza de acetat de polivinil, pe baza de rasini sintetice ureoformaldehidice cu intarire la rece), presare (adezivi ureoformaldehidice cu intarire la cald), componentele acestora trebuie amestecate dupa prescriptiile retetelor de incleiere, stabilite chimic cu exactitate, a materialelor de slefuire (hartie si/sau panza de slefuit), granulatia lor fiind aleasa in functie de operatiile de executat (la calibrare se folosesc granulatii mari - max. 40, la slefuire grosiera granulatie mai mica - 80, la slefuiri fine granulatii mici - 100, la cele foarte fine 120, iar la slefuirea peliculelor de lac sau vopsea se folosesc granulatii foarte fine, de 400 sau 500), a materialelor de umplutura (pentru umplerea crapaturilor, locasurilor de noduri, a porilor suprafetei lemnului), compatibile chimic cu substantele de colorare si de acoperire a suprafetelor, a materialelor de colorare (baituri solubile in apa si/sau in solventi organici), a materialelor de finisare (lacuri incolore sau colorate, materiale peliculogene colorate precum vopselele) de origine minerala sau organica. Intarirea peliculelor se datoreaza unor reactii chimice, ale caror inhibare poate duce la obtinerea unor suprafete finisate necorespunzatoare. Conditia obtinerii unor aderente bune la incleiere, a unor suprafete finisate cat mai perfecte este stricta aplicare a retetelor de incleiere si lacuire/vopsire, tinandu-se cont si de circulatia aerului din interiorul camerei de aplicat si de temperatura ambianta din incinta. Rugozitatea (gradul de finisare) suprafetelor se determina prin palpare manuala dar si prin metode optice de verificat. Aceasta metoda consta prin proiectarea unei fascicole de lumina intr-un anumit unghi pe suprafata slefuita sau finisata, iar intensitatea reflexiei luminoase, prin comparatie cu o scala data, arata gradul de rugozitate. Totodata acest caracteristic tehnologic se poate verifica si cu ajutorul micrometrului.
Un alt factor legat de partea productiva, ce poate influenta calitatea produsului finit, este cel legat de conditiile de productie. In acest sens un rol covarsitor au utilajele, agregatele semiautomate sau automate, liniile automate de prelucrare si gradul lor de prelucrare si precizie. Tendinta din ultimii ani, indeosebi de dupa revolutie, este de a achizitiona masini si utilaje de prelucrarea lemnului cu un grad cat mai ridicat de prefectiune, cu actionare electrica sau computerizata, dotate cu scule de aschiere performante, cu unghiuri de ascutire, de degajare determinate stiintific. Aceste masini si utilaje performante, ce functioneaza pe baza unor scheme cinematice judicios configurate, pot prelucra lemnul masiv printr-un aport redus de consum de energie electrica, hidraulica si pneumatica, obtinandu-se elemente dimensional corespunzatoare si interschimbabile, necesare produselor finite. Masinile si utilajele de aschiere (masina ferastrau circular pendula de retezat, ferastraul circular de spintecat, de retezat dublu, masina de frezat cu ax vertical si ax superior, masina de cepuit simplu si multiplu, masina de gaurit orizontala simpla si multipla), de prelucrarea panourilor (masina ferastrau circular simplu si dublu, masina de frezat cu ax vertical), de dimensionare (masina ferastrau circular simplu si dublu de spintecat), de presare (presa pneumatica orizontala, presa hidraulica cu sase etaje), de slefuire (masina de calibrat, masini de slefuit cu banda orizontala si verticala), de montare (prese pneumatice, ciocane, surubelnite pneumatice), de ajustare (masini ferastraie circular si de frezat portabile), de colorare (masini de aplicat coloranti cu valturi sau pistoale de pulverizat pneumatice) si de finisare (masini de lacuit prin turnare cu valturi sau pistoale pneumatice de pulverizat) trebuie sa aiba caracteristici tehnice corespunzatoare fiecarei operatii in parte, in vederea obtinerii parametrilor tehnologici, geometrici si metrici ai elementelor componente ce intra in constructia produselor finite de mobila, mic mobilier si a altor produse din lemn. Tendinta ultimilor ani reprezinta o aplecare cat mai accentuata asupra tehnologiilor moderne de sorginte occidentala, indeosebi ale firmelor producatoare de masini-unelte performante din tarile cu traditii in fabricarea mobilei. Cu prisosinta se achizitioneaza agregate dotate cu tehnica de calcul, care printr-o exploatare judicioasa pot duce la reducerea unor defecte de calitate de prelucrare (precizia prelucrarilor mecanice, obtinerea rectangularitatii elementelor, cresterea productivitatii pe unitate de timp etc.). In acest sens linia tehnologica este dotata cu un agregat de rindeluit pe patru fete, care printr-o singura trecere a cherestelei realizeaza indreptarea fetei inferioare a elementului, indreptarea unui cant perfect perpendicular pe fata de dinainte indreptata, rindeluirea celei de a doua fete si rindeluirea celui de al doilea cant, totodata profilandu-le, in functie de destinatia si forma elementului dorit. Prelucrarea panourilor furniruite sau din lemn masiv innadit cant la cant se prelucreaza cu un agregat de profilat cu mai multe capete de frezat, care prin actionare computerizata executa taieri rectilinii cau curbilinii, profilari de cant si decupari rotunde sau rectilinii. La ora actuala impedimentul achizitionarii acestor agregate este costul foarte ridicat al acestora, dotarea facandu-se doar in cazul unei productii de serie mare.
Alaturi de factorii legati de calitatea materiei prime si de conditiile de productie un rol hotarator joaca factorul uman, adica in procesul tehnologic de fabricatie calitatea personalului nu poate fi neglijat nicidecum. Gradul de instruire al personalului angajat in procesul de fabricatie are un rol covarsitor. Obtinerea unor produse performante si vandabile pe piata se poate realiza doar prin angajarea unor persoane calificate in meseria de tamplari de mobila si articole tehnice din lemn. Absolvirea unor cursuri de calificare la locul de munca, o cutuma a anilor de dinainte de revolutie, oferea posibilitatea de a cunoaste direct procesul tehnologic de fabricare chiar in imediata proximitate, practica de zi cu zi fiind completata cu infuzia de informatii teoretice legate de meseria propriu-zisa. Scolile profesionale si liceele de specialitate au format generatii intregi de muncitori calificati, de diferite niveluri, care fusesera angajati in diferitele ateliere de prelucrare din lantul tehnologic. Acestora li s-a rezervat posibilitatea de perfectionare pe mai departe, obtinandu-si categorii de incadrare din ce in ce mai inalte. Actualmente muncitorii direct productivi sunt incadrate in diferite categorii, de la 1 la 6. Unii, care au dovedit o maiestrie in domeniu, au fost promovati in categorii speciale de incadrare, acestia fiind cooptati in realizarea unicatelor, prototipurilor de mobilier. Agregatele semiautomate si automate, dotate cu tehnica de calcul, sunt deservite de persoane cu pregatire de specialitate (cursuri de initiere in tehnica de calcul, subingineri tehnologi).
Anumite operatii mai putin pretentioase tehnologic sunt executate de persoane fara calificare de specialitate, care, la randul lor, pot participa la cursuri de initiere in domeniu, organizate atat pe langa intreprindere, prin apelarea unor lectori de specialitate, cat si de agentiile locale si judetene de ocupare a fortei de munca. Costul acestor cursuri pot fi asigurate atat de intreprinderea interesata in pregatirea tehnica a fortei sale de munca, cat si aportul direct al persoanei in cauza. Adeverintele si/sau diplomele dobandite sunt recunoscute pe piata fortei de munca din tara, tendinta este de a fi recunoscute si pe piata europeana.
Intreprinderile cu vechime in domeniu, cum ar fi cele de nivel republican sau cooperatist de odinioara, ale caror conducatori sunt inaintati in varsta si au fost formati in spiritul economiei comuniste falimentare, prin inertia fortei, dar si prin inertia adunarilor generale de conceptii invechite, nu agreeaza ideea cooptarii unor forte de munca tinere, dinamice, cu predispozitii spre tehnica de calcul, renunta la achizitionarea unor utilaje performante si la dotarea liniilor tehnologice proprii cu acestea, perpetuand in continuare starile de demult apuse, generand conflicte pe piata de desfacere a produselor proprii. Ramanerea in urma duce, inevitabil, la colaps, lucru neconstientizat de intregul personal angrenat in procesul de fabricatie. Aceste stari de fapt duc la faliment sigur, lasand fara vreun mijloc de subzistenta zeci sau sute de oameni ce i-au incredintat soarta fabricii in vederea derularii unor programe de fabricatie. Atitudinea acestora este condamnabila in conditiile economiei de piata. Intru agravarea situatiei acesti conducatori nu angajeaza personal de inalta calificare, multumindu-se cu personalul subcalificat sau necalificat, la un nivel de salarizare scazut (la nivelul salariului de baza minim brut pe tara), pierzandu-si la un moment dat si piata de desfacere a produselor finite. Numarul persoanelor necalificate, dupa cum am aratat in preambul, este foarte scazut, aproape neglijabil, preferandu-se angajarea si mentinerea unor persoane calificate. Media de varsta a personalului incadrat este peste 35 de ani, lucru lesne de observat si din numarul foarte mic de persoane ce se incadreaza in prescriptiile legii privind incheierea unui contract cu o casa de asigurari sociale de pensii private. Acest aspect denota o imbatranire lenta a potentialului uman, ce va duce inevitabil spre caderea numarului de personal pe cale naturala, lucru care va obliga conducerea societatii sa-si conceapa un program de resurse umane capabil sa mentina un numar minimum necesar de oameni in vederea asigurarii productiei planificate prin incheierea unor noi comenzi.
Calitatea controlului, ca factor legat de partea productiva, participa indeobste la asigurarea calitatii produselor. Controlul se asigura ori prin autocontrol, adica persoana ce realizeaza o operatie, un element, un subansamblu sau ansamblu isi controleaza permanent parametrii calitativi si dimensionali legati de munca sa cu ajutorul instrumentelor de masurat (metru, verificatoare, verificatoare tampon, subler, micrometru), asumandu-si si responsabilitatea eventualelor neconcordante cu parametrii proiectati, ori prin controlul interfazic, realizat de personal specializat, muncitori de inalta calificare, prin verificarea parametrilor metrici si optici ai subansamblelor sau ansamblelor propriu-zise. Cele doua metode trebuie sa se completeze organic pentru evitarea unor manuiri sau operatii de retusare, reparare de mai tarziu. Orice abatere de la normele calitative poate duce la consumuri suplimentare de materii prime, materiale tehnologice si de energii umane.
Pentru aplicarea autocontrolului, executantul trebuie sa cunoasca doua operatii:
-operatia pe care trebuie sa o execute
-operatia de control a operatiei executate.
De mentionat este faptul, ca in unele cazuri, operatia de control este mai complexa si impune cunostinte teoretice si chiar practice superioare operatiei de executie, deci se poate considera ca executantii care aplica autocontrolul sunt policalificati. Totodata, pentru aplicarea autocontrolului, executantul trebuie sa indeplineasca doua conditii:
-sa cunoasca operatia de control, respectiv sa stie sa citeasca documentatia de fabricatie (desenul de executie, planul de operatii), sa stie sa masoare cu instrumentele de masurat si verificat necesare si sa stie sa interpreteze corect rezultatele obtinute
- sa fie obiectiv, respectiv sa aiba o constiinta ridicata, astfel incat sa nu admita sa fie introduse, in continuare, in fluxul de productie sau in circuitul tehnologic repere, piese, produse neconforme.
Dreptul de autocontrol constituie o inalta incredere acordata executantului si reprezinta pentru aceasta o mandrie profesionala, deoarece el devine propriul judecator al muncii sale. Dreptul de autocontrol se acorda muncitorilor cu experienta, constiinciosi, seriosi. Tendinta este de a se introduce autocontrolul la nivelul tuturor fazelor si operatiilor de lucru din procesul tehnologic de fabricare. Prin autocontrol, respectiv prin verificarea fiecarei piese, reper sau operatie executata, se separa reperele, subansamblele, produsele sau operatiile corect executate de cele necorespunzatoare, situatie in care procesul de fabricatie poate fi considerat stabilizat si, deci se poate aplica cu succes controlul statistic-matematic.
Controlul integral sau controlul bucata cu bucata, este o metoda de control care se aplica curent in multe unitati economice de productie, precum si in cadrul societatii Comodex. Acest tip de control se foloseste in unitati cu serie mica de produse intr-un lot, deoarece este un control neeconomic. Necesita un volum mare de mijloace de masurare si verificare, standuri de proba, un numar mare de controlori pe diferite niveluri de productie, timpul necesar verificarii unui reper, subansamblu sau produs finit este uneori foarte mare. Cooperatia mestesugareasca, prin natura ei, este o unitate cu serie mica, ca atare controlul bucata cu bucata este o cutuma inradacinata, de care, sub inertia situatiei descrise mai inainte, nu se poate indeparta in imediatul viitor.
7. Sfera comerciala
Prezentul capitol se ocupa cu aspectele legate de comercializarea produselor finite de mobila, mic mobilier respectiv a altor produse din lemn. Comercializarea oricaror produse se leaga de ambalarea cat mai atragatoare aspectual a acestora, transportul lor la destinatie, respectiv de depozitarea lor atat in unitatile producatoare cat si in cele de comercializare.
Facand abstractie, de data asta, de aspectele privitoare la reclama, publicitatea produselor, ne ocupam de stricta ambalare a produselor finite.
Pentru protejarea produselor finite de mobila, acestea se ambaleaza in diferite feluri, in functie de destinatia lor. Produsele de mobila fiind finisate transparent sau opac, mai pe intelesul fiecaruia lacuite in asa fel incat textura lemnului sa ramana vizibila, conferandu-i un aspect estetic deosebit de ridicat, sau vopsite, cu ajutorul unor substante peliculogene ce acopera textura lemnului, dand produsului un aspect unicolor sau policolorat, trebuie acoperite in totalitate pe tot timpul transportului, al depozitarii cu diferite materiale sau folii protectoare, fiindca peliculele de acoperire sunt deosebit de sensibile. Ambalarea se face numai dupa o perioada de repaus dupa aplicare ultimului strat de finisare, deoarece intre componentele substantelor peliculogene organice are loc un proces chimic in urma caruia se obtine un strat uniform de protectie si innobilare a suprafetelor mobilierului. Dupa cel putin 24 de ore sau mai mult timp de asa-numita uscare, se pot ambala produsele de mobilier. In urma verificarii calitative a integritatii si consistentei peliculei de lac sau vopsea uscate, acestea se desprafuiesc de eventualele particole de praf ce se pot depune pe aceste suprafete prin stergerea lor cu materiale textile moi si substante neutralizatoare de incarcatura electrica de pe suprafata peliculei. Mobilierul astfel pregatit se imbraca intr-un strat de hartie matase, foarte fina, ce protejeaza pelicula sensibila recent intarita, fara a o incarca cu electricitate. In functie de felul transportului spre destinatie atat prescriptiile tehnologice cat si clientul de destinatie poate hotari straturile protectoare cu care se ambaleaza in continuare produsele. Daca transportul se face pe cale maritima (cu vapoare fluviale sau maritime), destinatia fiind Statele Unite ale Americii sau Japonia, produsele se protejeaza in continuare cu un strat de hartie parafinata sau folie plastica multistratificata sau cu bule de aer, acestea din urma protejand mobilierul de eventualele socuri fizice sau lovituri voite sau accidentale. Capetele foliilor se lipesc cu adezivi sau cu benzi adezive, acestea din urma fiind nepoluante si usor de manevrat. Produsele astfel pregatite se depun in cutii din carton multistratificat, lazi din lemn special confectionate sau in lazi din panouri intarite cu sipci din lemn masiv din esente mai putin valoroase (plop, fag, rasinoase, de calitate inferioara). Colturile produselor se fixeaza cu tampoane din carton ondulat sau cu coltare din materiale sintetice pentru a imobiliza produsul in cutia de ambalaj pe toata durata transportului si a depozitarii, ce poate atinge uneori luni de zile. Metodele si procedeele de ambalare sunt stipulate anticipat de comun acord cu firma cumparatoare. Orice abatere de la litera prescriptiilor contractuale pot genera animozitati intre producator si cumparator, sau pot duce la refuzul cumparatorului al intregului lot de fabricatie. Uneori acestea pot duce pana la procese juridice transfrontaliere in defavoarea producatorului.
Marcarea coletelor este o operatie foarte importanta in lantul comercial al produselor finite. Coletele trebuie obligatoriu marcate cu semne conventionale privind pozitia de pastrare si livrare, protejarea de efectele razelor solare si ale intemperiilor, de precipitatii (ploi, ninsori), de socuri si lovituri. Pe langa acestea pe colete se lipesc fotografiile policolore ale produselor continute, acestea servind la identificarea usoara a produselor in depozit si la atragerea atentiei cumparatorului in magazine asupra destinatiei acestora. Un colet marcat cu simt estetic ridicat garanteaza in proportie ridicata vandabilitatea produsului oferit spre cumparare. Aceste etichete si marcaje se pot aplica pe diferitele fete ale coletului prin ungerea manuala a unui strat de adeziv cu ajutorul pensulei sau a rolelor de ungere si aplicarea prin depunerea uniforma a marcajelor pe suprafatele unse si stergerea surplusului de adeziv, sau ele pot fi autocolante. Acestea din urma sunt mult mai practice si usor manipulabile si aplicabile. Pentru diversele articole din lemn, cum ar fi cutiile de lucru de dimensiuni mai mici, se pot comanda cutii din carton multistratificat, personificate produselor ce vin a fi introduse in ele, prin aplicarea pe partea exterioara a unui marcaj integral acoperitor, policolorat. Acest mod de ambalare permite expunerea produselor direct pe standurile de vanzare din diferitele magazine si hipermarket-uri.
Transportul produselor finite, ambalate corespunzator se face interuzinal si spre destinatia lor.
Acesta se face intre sectoare de productie manual sau mecanizat. In cazul produselor de dimensiuni mici, pe distante reduse, se poate face manual, prin purtare in maini, pana la depunerea acestora pe platformele fixe de asteptare (vezi figura 7.2.1.a.) sau mobile, direct pe carucioare cu roti cauciucate (vezi figura 7.2.1.b.). Coletele de dimensiuni si greutati considerabile, dupa ambalare si etichetare, se depun pe carucioare sau platforme ridicabile cu autostivuitoarele cu furci frontale sau laterale (vezi figura 7.2.1.c.). Pachetele pregatite pentru depozitare se transporta cu ajutorul carucioarelor cu tractiune manuala (in cazul celor de dimensiuni si greutati reduse) sau cu ajutorul autostivuitoarelor. Traseul parcurs de colete poate fi pe plan orizontal, daca locul de depozitare este la acelasi nivel cu sectia de ambalare, sau poate fi pe verticala, cu ajutorul ascensoriilor industriali, daca magazia de produse finite se afla la un alt nivel.



Figura 7.2.1.a. - Platforme fixe de asteptare
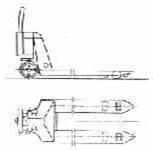

Figura 7.2.1.b. - Carucioare cu roti cauciucate

Figura 7.2.1.c. - Autostivuitor cu furci frontale
In studiul de caz se constata ambele moduri de transportare spre locuri de depozitare. In cazul livrarilor spre clienti, produsele ambalate se incarca in camioane de mare tonaj, incarcarea facandu-se prin coborarea coletelor cu ascensor, asezate pe carucioare cu tractiune manuala. Incarcarea camioanelor sau a conteinerelor de mediu si mare cubaj se face prin ridicarea coletelor pana la nivelul platformelor vehicolelor cu ajutorul motostivuitoarelor cu furci frontale sau laterale, iar in cazul coletelor de dimensiuni mai reduse (cum ar fi cel al cutiilor de lemn) ridicarea lor se face manual.
Societatea Comodex nu are un depozit special amenajat produselor finite si ambalate, ca atare acestea se depun intr-un capat al halei de lustruit si ambalat, ferit de actiunea substantelor chimice utilizate la finisaj, de efectul temperaturilor mai ridicate din camerele de pulverizat si uscat pelicula, de depuneri de praf industrial si de actiunea umiditatii aerului (ploi, ninsori), a razelor solare directe sau indirecte. Locul de depozitare trebuie sa fie uscat, cu o temperatura ambianta constanta a aerului, permitand aerisirea permanenta a acestuia, pentru a putea evacua eventualele particole de vapori rezultati in urma reactiilor chimice tarzii ale substantelor de incleiere, de colorare si de finisare. Ca atare, se evita depozitarea in spatii reduse si neaerisite, deoarece vaporii solventilor chimici acumulati in atmosfera pot irita ochii, mucoasele si caile respiratorii. Acoperisul acestor spatii trebuie verificat sa nu permita scurgerile de precipitatii spre interior. Depozitele trebuie luminate obligatoriu cu surse puternice si multiple de lumina, acoperite si protejate pentru evitarea producerii scanteilor sau a scurtcircuitelor. Aceste spatii trebuie dotate cu hidranti si cu stangatoare cu spuma respectiv cu praf pentru stingerea eventualelor incendii ce pot apare accidental.
Coletele se depun pe niste palete din lemn, confectionate special pentru depozitare, pentru a evita depunerea acestora direct pe podea. Aceste palete au rolul de protectie impotriva deteriorarii coletelor in cazul unor scurgeri de apa, impotriva rozatoarelor dar ofera posibilitatea ridicarii intregii stive de colete cu ajutorul autostivuitoarelor. Coletele se pot stivui unul peste celalalt, in functie de dimensiunile si greutatea acestora. In cazul unor produse de dimensiuni si greutati de proportii, cum ar fi dulapurile, bufetele, vitrinele, mesele de sufragerie, comodele, se suprapun doua sau trei, avandu-se grija de inaltimea stivei astfel formate. Inaltimea stivei nu poate depasi cu mult inaltimea unui om, evitandu-se accidentarile in cazul caderii coletelor de pe palete. Coletele se depun intotdeauna in asa fel, incat produsul de mobilier sa ramana in pozitia sa normala de exploatare, acest lucru fiind semnalat si prin aplicarea pe colete a unor etichete cu sageti. Coletele se depun intotdeauna cu etichetele de marcaj vizibile spre caile de acces in vederea recunoasterii si identificarii acestora cat mai usoare in depozit.
Pe aceleasi palete se depun intotdeauna produse de acelasi fel si dimensiuni. Sunt cazuri cand un palet sustine produse ce compun o garnitura de mobila, acestea fiind livrate impreuna. Acest aspect joaca un rol hotarator si in cazul inventarierii produselor finite aflate in depozit.
Caile de acces dintre palete si stive de colete depozitate trebuie sa fie atat de largi incat sa permita circulatia facila a personalului dar si a mijloacelor mecanizate de transport si ridicat. Bunaoara etichetarea loturilor depuse este binevenita, deoarece ajuta la buna derulare a livrarii acestora spre destinatie.
Etichetele pot fi policrome, comandate special in functie de cerintele si optiunile clientului, purtand denumirea produsului ambalat, dimensiunile nete ale produsului, eventual fotografia in perspectiva a acestuia, precum si tara, respectiv societatea producatoare, cu toate datele de identitate inscriptionate. Pentru alte produse, cum ar fi cutiile de lemn, fabricate lunar intr-un numar de peste cateva mii de bucati, etichetele sunt alb-negre, purtand pe ele exclusiv denumirea si simbolul produsului. Alaturi acestor etichete, coletele trebuie sa poarte etichete cu semnele conventionale utilizate pe plan international, cum ar fi cele cu sageti (ce ararta pozitia normala de utilizare si de transport al produsului), cu pahar (ce atentioneaza asupra faptului ca aceste colete trebuie ferite de actiunea umezelii si a precipitatiilor) respectiv cu Fragil (ce atrage dupa sine o mai mare atentie in timpul transportului, depozitarii si manipularii coletelor).
Dupa cum se poate vedea din studiul de fata, prescriptiile teoretice cu privire la asigurarea calitatii produselor de mobila si mic mobilier nu se regasesc in totalitate aplicate in procesul tehnologic din societatea Comodex. Asta se datoreaza, in primul rand, traditiilor de peste 54 de ani de productie mic mestesugareasca, osificate si destul de greu modificabile, aspectul intregii muncii depuse asemanandu-se cu cea depusa cu ani in urma, caracteristic cooperatiei mestesugaresti. Un alt aspect de influenta este productia in serie mica, ceea ce atrage dupa sine nenumaratele reglaje ale masinilor si utilajelor pe parcursul aceluiasi schimb de lucru, in defavoarea interschimbabilitatii elementelor si subansamblelor componente, astfel neputandu-se asigura realizarea elementelor de acelasi fel in parametrii dimensionali exacti. Acest fenomen necesita cheltuieli suplimentare de munca, de energie umana, electrica, termica depuse, de materiale lemnoase si materiale tehnologice, fiind nevoie de reparatii si ajustari neasteptate si, poate, neprogramate in procesul de fabricatie. Insumate, acestea se reflecta in costul de fabricatie prea ridicat al produselor, unele fiind cotate chiar cu pierderi. Pe langa acestea societatea nu este dotata cu tehnologie moderna, performanta, in majoritate se lucreaza cu masini si utilaje vechi, uzate, cu sisteme cinematice depasite. In atari conditii exista un real pericol de accidentare a persoanelor ce deservesc aceste masini si utilaje.
La ora actuala societatea nu are un program de resurse umane bine conturata. Fluctuatia fortei de munca este foarte mare. Din cauza salarizarii modeste, forta de munca calificata existenta isi abandoneaza locul de munca parasind societatea, la care este actionar. Angajamentul societatii in planul livrarilor lunare atrage dupa sine angajarea altor persoane, insa calitatea acestora este indubital precara. Se prezinta persoane necalificate, unele certate cu regulile convietuirii pasnice, iar societatea nu investeste in calificarea acestora pentru meseria de tamplar de mobila. Forta de munca "amatoare" produce multe neajunsuri in procesul tehnologic, chiar rebuturi irecuperabile.
Se poate conchide prin a arata faptul ca
aceasta societate studiata este o reminiscenta a vechiului
sistem economic, incapabila de a se reinnoi. In conditiile
aderarii
Forgaciu, Flavia: Bazele merceologiei, Editura "Dimitrie Cantemir" - Targu-Mures, 2003
Roman, Ioan drd. Ing.: Controlul calitatii produselor, Editura Didactica si Pedagogica - Bucuresti, 1988
Mihai, Daniela dr. Ing.: Materiale tehnologice pentru industria lemnului, Editura Tehnica - Bucuresti, 1983
Hinescu, Arcadie dr. Ing.: Cartea timplarului universal, Editura Tehnica - Bucuresti, 1989
Cojocaru S. Ing., Fernea V. Ing., Olteanu Gh. Ing.: Masini si utilaje din industria lemnului, Editura Didactica si Pedagogica - Bucuresti, 1974
Nitu, Lucian ing., Manea, Constantin prof. Dr. Ing., Nitu, Liliana mat., Dragulanescu, Nicolae conf. Dr. Ing., Antonescu, Veronel ing., Stefanescu, Claudiu ing.: Cursuri de instruire pentru profesionisti de calitate (PC) si manageri sisteme calitate (MC), Asociatia Romana pentru Calitate, Bucuresti, Editia 1997-1998