|
|
|
|
Tehnologia de asamblare si sudare a blocsectiilor
Corpul navei poate fi asamblat pe cala de montaj sau in docul uscat din sectii propriu-zise (plane, curbe si de volum), asamblate si saturate in atelier, sau din blocsectii. In ultimul caz, blocsectiile se asambleaza in atelier sau pe cala, in apropierea amplasamentului pe care urmeaza a fi montat corpul navei.
Asamblarea blocsectiilor se poate face in pozitie normala sau in pozitie rasturnata. Asamblarea in pozitie normala se aplica blocsectiilor realizate integral din elemente prefabricate cum este cazul majoritatii blocsectiilor corpului navei, cu exceptia blocsectiilor de la extremitati si a celor de suprastructura. Blocsectiile prova si pupa, ca si etajele de suprastructura se asambleaza in pozitiei rasturnata.
1 Asamblarea blocsectiilor in pozitie normala
Asamblarea blocsectiilor in pozitie normala se face in mai multe etape tehnologice incepand de la fund si continuand spre punte, intr-o succesiune logica si fireasca, astfel incat asamblarea blocsectiei sa fie posibila cu un consum minim de manopera. In cele ce urmeaza vor fi descrise etapele de asamblare a unei blocsectii din zona cilindrica a unui cargou cu o singura punte, blocsectie ce contine si un perete transversal.
Etapa I. in cazul cel mai general, aceasta etapa consta in asamblarea si sudarea sectiilor de dublu fund, in situatia in care fundul este realizat din doua sectii (fig. 12.6).
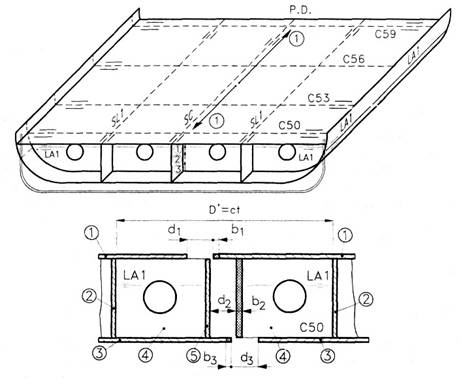
Figura 12.6. Etapa a I-a - asamblarea si sudarea sectiilor de dublu fund.
1 - invelisul plafonului D.F.; 2 - suporti laterali; 3 - invelisul fundului;
4 - varange; 5 - suportul central.
In prima faza se aduc cele doua sectii de fund si se aseaza pe suporti dupa care se apropie si se face centrarea acestora. La centrare se urmareste ca liniile de apa trasate pe invelis si varange sa fie continute in aceleasi plane orizontale, operatie realizata cu ajutorul nivelei cu tub flexibil. Se verifica paralelismul liniilor teoretice a suportilor laterali si corespondenta planelor teoretice a varangelor celor doua sectii.
In procesul de centrare, cele doua sectii de fund se apropie pana ce marginile invelisului se ating local, dar acest lucru nu este obligatoriu. Cu sectiile centrate, situatia in care distanta D dintre suportii laterali este constanta, se masoara 'jocul' di (ce poate varia pe lungime) in planul fiecarei varange, atat pentru cele doua invelisuri, cat si pentru varange. Spre exemplu, pentru invelisul plafonului dublului fund se masoara jocurile di in dreptul tuturor varangelor pe liniile teoretice ale acestora. In mod asemanator, se masoara jocurile d2 si d3 dintre varange si suportul central, respectiv dintre invelisul fundului. Pe baza valorii masurate D' = ct, se calculeaza apoi adaosul tehnologic in dreptul fiecarei varange, cu relatia:
bi = D-Dt-di
unde: b; este valoarea locala a adaosului ce trebuie indepartat, iar Dt este distanta teoretica dintre suportii laterali.
Valorile astfel calculate in dreptul fiecarei varange se inseamna, dupa care se traseaza adaosul de montaj cu ajutorul liniarului.
Dupa insemnarea adaosurilor tehnologice acestea se indeparteaza prin taiere cu flacara, dupa care se face pregatirea marginilor pentru sudare. In continuare se executa recentrarea celor doua sectii, situatie in care distanta dintre suportii laterali va fi egala cu cea teoretica: D = Dt. Pentru aceasta este necesar ca valoarea bi a adaosurilor calculate sa fie majorate cu marimea lufturilor imbinarilor de montaj, stabilite prin tehnologia de sudare. Dupa recentrare, cele doua sectii sunt asamblate in puncte de sudura si se trece la sudare. Invelisurile vor fi sudate plecand de la centru spre cele doua extremitati, cu cate doi sudori, simultan la fund si plafonul dublului fund (cordoanele 1). Sudarea varangelor de suportul central se face dupa o schema asemanatoare celei utilizate la sudarea sectiilor de dublu fund
Etapa a II-a. Asamblarea si sudarea peretelui transversal.
In situatia in care blocsectia include si un perete transversal, urmatoarea etapa de asamblare va consta in asamblarea si sudarea acestuia de sectia de dublu fund.
Peretele transversal este adus pe pozitie si centrat in raport cu planul diametral al fundului. Cu ajutorul nivelei cu tub flexibil se verifica orizontalitatea unei linii de apa de control trasate pe perete. Verticalitatea peretelui se verifica cu ajutorul firului cu plumb.
Cu peretele astfel centrat, utilizand o sipca etalon de la trasaj ce materializeaza inaltimea teoretica a liniei de apa fata de dublul fund (Ht) se stabileste valoarea adaosului tehnologic de la partea inferioara (b) ce trebuie indepartat, pe mai multe linii de control trasate pe perete. Dupa insemnarea si trasarea adaosului tehnologic, se face taierea cu flacara a acestuia si se pregateste marginea inferioara a peretelui pentru sudare. Se recentreaza peretele si se asambleaza in puncte de sudura.
Dupa consolidarea peretelui cu ajutorul unor diagonale cu intinzatori se face sudarea. Sudarea se executa cu 2 sudori plecand de la planul diametral spre cele doua borduri, de o parte si de cealalta a peretelui (cordoanele 1). Dupa racirea acestor cordoane se face sudarea pe cealalta parte, tot simultan in sensuri contrare (cordoanele 2).
Etapa a III-a. Asamblarea si sudarea sectiior de bordaj.
Cele doua sectii de bordaj sunt aduse pe pozitie si se centreaza. La centrare se verifica orizontalitatea unei linii de apa trasate pe bordaj, si corespondenta coastelor cu varangele. Suprapunand invelisul bordajului peste cel al gurnei, cu ajutorul unei sipci etalon se face asezarea pe inaltime a sectiei, verificandu-se totodata verticalitatea bordajului cu ajutorul firului de plumb. Se inseamna adaosul tehnologic b de la partea inferioara, se traseaza si se indeparteaza. Dupa pregatirea marginilor, sectiile sunt recentrate si asamblate de gurna si peretele transversal.
Se trece la sudarea tablei gurnei de invelisul bordajului folosind patru sudori, plecand de la centru spre cele doua extremitati, simultan in ambele borduri (cordoanele 1). In continuare, se sudeaza bordajul de perete, de jos in sus, pana in zona axei neutre a navei (cordoanele 2). Ultima portiune pana la punte se sudeaza in trepte inverse, cu sensul general de sus in jos (cordoanele 3, 4, 5).
Etapa a IV-a. Asamblarea si sudarea puntii (fig. 12.7).
Sectia de punte este adusa pe pozitie si se centreaza. La centrare se verifica corespondenta planului diametral al puntii cu linia planului diametral trasata pe peretele transversal. Se face apoi centrarea pelungime si inaltime. In acest scop se utilizeaza firul cu plumb, inaltimea fiind verificata cu ajutorul sipcilor de la trasaj, in raport cu plafonul dublului fund.
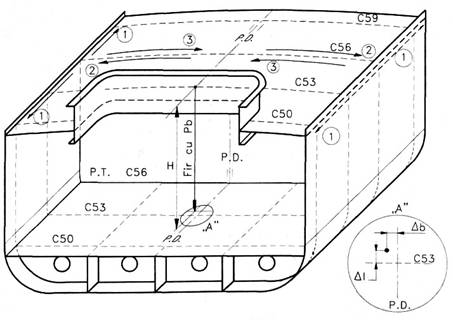
Figura 12.7. Etapa a IV-a - asamblarea si sudarea sectiei de punte.
Trebuie specificat faptul ca la toate operatiunile de centrare, santierele navale au adoptat norme interne privind tolerantele de asezare a sectiilor. Aceste norme se stabilesc pentru toate etapele tehnologice de asamblare a blocsectiei. Spre exemplu, in aceasta etapa tehnologica trebuie respectate urmatoarele tolerante:
asezarea fata de P.D. Db = ± 2mm;
asezarea pe lungime Dl = ± 3mm;
asezarea pe inaltime DH = ± 5mm.
Aceste norme sunt rezultatul experientei acumulate si difera de la un santier la altul, in functie de precizia de lucru ce este asigurata la constructia corpului.
Revenind la etapa tehnologica descrisa, un aspect important il constituie asigurarea inaltimii corecte a puntii la extremitatile pupa si prova, unde se va realiza cuplarea cu blocsectiile vecine. Uneori pentru asigurarea coincidentei dintre sectiunile transversale de capat ale blocsectiilor vecine, se utilizeaza rame de montaj de forma unui perete transversal fictiv. Utilizand aceeasi rama de montaj la asamblarea blocsectiilor adiacente, se obtine acelasi contur de capat, si se elimina dificultatile ulterioare ce pot apare la asamblarea corpului pe cala.
Dupa centrare, puntea este asamblata de bordaje si peretele transversal si se trece la sudare. intr-o prima etapa se sudeaza puntea de bordaje, cu patru sudori plecand de la centru spre pupa si prova, simultan in ambele borduri (cordoanele 1). In continuare, se sudeaza pe dedesubt puntea de perete, dupa o schema de sudare asemanatoare celei folosite la sudarea peretelui de plafonul dublului fund.
Daca nava are mai multe punti, tehnologia de asamblare este asemanatoare in aceste prime patru etape, cu deosebirea ca sectia de punte principala (din etapa a IV-a) devine sectie de punte intermediara, iar peretele transversal, perete de cala, etc. In acest caz, se continua cu:
etapa a V-a - asamblarea peretelui de interpunte;
etapa a VI-a - asamblarea sectiilor de bordaj superioare;
etapa a VIl-a - asamblarea puntii superioare.
Toate operatiunile executate in aceste etape sunt perfect analoge celor din etapele II, III si IV, din exemplul prezentat in acest paragraf.
2 Asamblarea blocsectiilor in pozitie rasturnata
Aceasta metoda de asamblare este utilizata la asamblarea si sudarea blocsectiilor pupa si prova, respectiv a etajelor de suprastructura.
in cazul blocsectiilor de la extremitati, unde nava are forme fine, fara o suprafata plana de sprijin, asamblarea in pozitie normala ar necesita un pat fix de mari dimensiuni. Totodata, cele doua blocsectii amintite au o structura complexa si curburi pronuntate, astfel incat practic nu este posibila impartirea lor in elemente prefabricate distincte (fund, bordaje, punti, etc). Singurul element prefabricat distinct al blocsectiilor de la extremitati este peretele picului, care de regula se asambleaza separat, si eventualii pereti de compartimentaj, prevazuti in proiectul navei. Din aceste cauze, cele doua blocsectii amintite se asambleaza in pozitie rasturnata, avand ca suprafata de sprijin puntea principala.
La navele mari, asa cum s-a precizat anterior, blocsectiile de la extremitati pot fi impartite in doua sau mai multe sectii de volum, avand ca suprafete de sprijin la asamblare puntea teuga, puntea principala, respectiv platformele existente in structura picului. Succesiunea operatiunilor de asamblare este oarecum asemanatoare celei intalnite la asamblarea sectiilor de dublu fund. Forma corecta a carenei din aceasta zona a navei, se asigura si in acest caz cu ajutorul osaturii transversale si longitudinale, respectiv a etravei si etamboului. Cea mai mare parte a acestor structuri se preasambleaza separat dupa care se monteaza, realizandu-se un schelet care ulterior este invelit de filele bordajului.
Asamblarea blocsectiei sau a sectiei de volum incepe intotdeauna prin asamblarea puntii sau platformei de sprijin pe un dispozitiv avand forma negativului acesteia, asemanator tehnologiei de asamblare si sudare a sectiilor curbe deschise, respectiv a celor plane.
In continuare, se trece la asamblarea peretilor de compartimentaj si apoi a osaturii transversale preasamblate sub forma de cadre. Se monteaza peretele picului ce apartine blocsectiei sau sectiei de volum respective, si portiunea de etrava, ca element longitudinal ce asigura distantarea si pozitia corecta a osaturii transversale. Se monteaza in continuare celelalte elemente de structura ale blocsectiei: stringheri, curenti, platforme, traverse nepuntite, realizandu-se astfel un schelet rigid ce descrie corect formele extremitatii navei.
In etapa urmatoare se asambleaza si se sudeaza invelisul navei, plecand de la fund spre punte. in final, se face sudarea prin interior a osaturii de invelis, si completarea la radacina a imbinarilor cap la cap dintre tablele invelisului. Tehnologia de asamblare si sudare a unei astfel de blocsectii presupune un mare numar de etape tehnologice, prin care se realizeaza succesiunea de operatii descrisa mai sus. in fiecare din aceste etape se stabilesc schemele de sudare aferente, scheme care trebuie sa respecte principiile prezentate anterior. Deoarece sudarea se executa preponderent manual, se recomanda folosirea pe scara larga a sudarii in trepte inverse, in scopul diminuarii tensiunilor si deformatiilor remanente.
Prezentarea detaliata a tehnologiei de asamblare si sudare a unei blocsectii de la extremitati ar conduce la extinderea excesiva a volumului prezentei lucrari, fapt ce nu se justifica. Totodata trebuie precizat faptul ca elaborarea tehnologiei amintite poate fi facuta cu usurinta pe baza