|
|
|
|
Dispozitivul utilizat in cadrul proceselor tehnologice de fabricare)- este un sistem tehnic, constituind o unitate de sine statatoare, din punct de vedere tehnologic, constructiv si functional, care stabileste si mentine pozitionarea, orientarea si fixarea (prinderea) semifabricatelor sau a sculelor, si care poate prelua si functii ale operatorului sau ale masinii unealta.
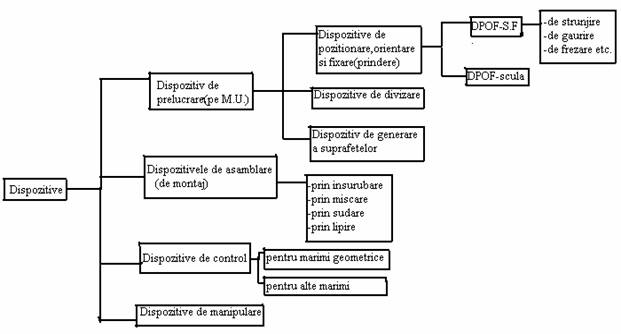
Dupa destinatie (dupa tipul activitatilor de fabricare), dispozitivele se pot clasifica astfel
Dispozitivul de prindere este un subsistem al sistemului tehnologic de prelucrare, care poate fi definit ca o multime ordonata de grupe organologice constructiv-functionale, intre care actioneaza fluxuri de materiale (solide, lichide etc.), de energie si de informatii, cu scopul de a pozitiona, orienta si fixa piesa, intr-o pozitie bine determinata, in raport cu subsistemele masinii-unealta si/sau ale sculei, in timpul generarii unor suprafete ale piesei, in conditiile optime de precizie, eficienta si protectia operatorului.
1. Dupa procedeul tehnologic:
dispozitive de gaurit,de frezat etc.
2. Dupa schema de aschiere:
dispozitiv stationar
dispozitiv rotitor
dispozitiv in miscare de translatie
dispozitiv cu miscari complexe.
3. Dupa natura energiei utilizate pentru actionare:- cu energie umana
cu energie mecanica
cu energie hidraulica
cu energie pneumatica
cu energie electrica etc.
4. Dupa gradul de mecanizare si automatizare: - manuale
mecanice
semiautomate
automate
5. Dupa gradul de specializare: - universale
specializate
speciale
6. Dupa tipul masini-unealta: - pentru masini-unelte universale
pentru masini-unelte agregat
pentru masini-unelte cu comanda numerica
pentru centre de prelucrare
1. Elemente de orientare si pozitionare (reazeme);
2. Elemente de asigurare a contactului cu elemente de orientare (reazeme);
3. Elemente de reglare;
4. Elemente de fixare (de strangere);
5. Elemente de pozitionare si/sau conducere a sculei;
6. Elemente pentru fixarea si orientarea dispozitivelor pe masina-unealta;
7. Corpul dispozitivului;
8. Elemente de indexare.
1. Conditiile tehnice:
precizia pozitionarii
precizia orientarii
precizia fixarii
precizia instalarii pe masina-unealta
precizia reglarii la cota
fiabilitatea.
2. Conditia de protectie a operatorului si a mediului:
efortul depus de operator in procesul de pozitionare;
efortul in procesul de orientare,de fixare,de strangere;
efortul in procesul de reglare la cota, siguranta in functionare;
gradul in care afecteaza mediul inconjurator in functionare.
3. Conditiile economice:
costul executarii dispozitivului;
costul exploatarii dispozitivului;
costul intretinerii dispozitivului.
Principalele criterii de clasificare si categorii de reazeme asociate acestora care pot fi folosite la pozitionarea si orientarea produselor in dispozitivele de fabricare sau direct in masinile de fabricare:
I.In functie de tipul de grade de libertate pe care le preiau
a. Reazeme principale, care preiau grade de libertate impuse de conditiile prescrise suprafetelor fabricate;
b. Reazeme secundare sau auxiliare, care preiau grade de libertate neimpuse de conditiile prescrise suprafetelor fabricate;
c. Reaxeme suplimentare, care nu preiau grade de libertate, ci sunt stabilite pentru realizarea unor scheme de pozitionare si orientare "stabile".
II. Din punct de vedere al numarului de suprafete tehnologice cu care vin in contact sau cu care sunt asociate pentru preluarea gradelor:
a. Reazeme singulare, care vin in contact cu o singura suprafata tehnologica a produselui;
b. Reazeme asociate, care vin in contact cu mai multe suprafete tehnologice ale produselor.
III.In functie de pozitia sau de miscarile realizate de reazeme pentru a prelua gradele de libertate ale pieselor:
a. Reazeme fixe, care din punct de vedere al posibilitatii de reglare pot fi
Reazeme fixe reglabile;
Reazeme fixe nereglabile.
b. Reazeme mobile, care din punct de vedere al modalitatii de a lua contact cu suprafetele produselor pot fi
Reazeme mobile cu autoasezare;
Reazeme mobile cu asezare ulterioara.
IV. Din punct de vedere al timpului de ramanere in cadrul schemei sau al tipului de contact cu suprafetele produselor:
a. Reazeme permanente, care raman in contact cu produsele in tot timpulrealizarii operatiei tehnologice;
b. Reazeme flotante, care dupa realizarea pozitionarii si orientarii sunt indepartate din cadrul schemei.
V. In functie de posibilitatea materializarii autocentrarii sau a unei baze de tip element geometric de simetrie si al coincidentei acesteia cu baza suprafetei piesei:
a. Reazeme autocentrante, ale caror baze sunt elemente geometrice de simetrie, de tip punct, dreapta sau plan si care realizeaza coincidenta acestora cu bazele suprafetelor produselor cu care vin in contact;
b. Reazeme neautocentrante, care nu realizeaza cele doua conditii.
VI. Din p.d.v. al tipului, pozitiei si lungimii suprafetelor tehnologice ale produselor, suprafete ale produselor care se pot alege pentru a fi de contact cu reazemele:
a. Reazeme pentru suprafete plane-interioare sau exterioare, lungi sau scurte;
b. Reazeme pentru suprafete cilindrice-interioare sau exterioare, lungi sau scurte;
c. Reazeme pentru suprafete conice-interioare sau exterioare, lungi sau scurte;
d. Reazeme pentru suprafete sferice, interioare sau exterioare;
e. Reazeme pentru suprafete cilindrice canelate-interioare sau exterioare, lungi sau scurte;
f. Reazeme pentru suprafete conice canelate-interioare sau exterioare, lungi sau scurte;
g. Reazeme pentru suprafete cilindrice filetate-interioare sau exterioare, lungi sau scurte;
h. Reazeme pentru suprafete conice filetate-interioare sau exterioare, lungi sau scurte;
Simbolizara reazemelor. In functie de aceste criterii, reazemele se pot simboliza cu simboluri prin care se pot transmite o serie de informatii utile intelegerii schemelor de pozitionare si orientare, in concordanta cu criteriile de clasificare, precum:
Tipul, pozitia si numarul suprafetelor active ale reazemului;
Tipul, pozitia si numarul suprafetelor tehnologice cu care se asociaza.
Tipul, numarul si felul gradelor de libertate preluate produsului;
Mobilitatea, reglabilitatea sau asezabilitatea reazemului;
Permanenta reazemului in cadrul schemei;
Autocentrabilitatea reazemului.