|
|
|
|
Impartirea corpului navei in elemente prefabricate. Stabilirea dimensiunilor acestora.
Este cunoscut faptul ca initial asamblarea corpului navelor din otel s-a facut prin nituire si abia ulterior prin sudare (dupa 1940). Odata cu introducerea sudarii ca principal procedeu de asamblare, tehnologia adoptata reproducea in mare masura etapele de asamblare a navelor nituite. In aceasta varianta era asamblata intai structura fundului si tablele invelisului acestuia pe intreaga lungime a navei, dupa care se asambla osatura bordajelor si invelisul acestora, continuand apoi constructia corpului cu asamblarea puntilor, etc. Aceasta tehnologie conducea la durate mari de stationare a corpului navei pe cala si la abateri mari de la forma si dimensiunile din proiect, anuland in mare parte avantajele sudarii.
Treptat, in industria navala, s-a impus insa metoda prefabricatiei. Aceasta metoda consta in asamblarea si sudarea completa si simultana a unor zone sau sectii din corpul navei, in atelier, urmata de cuplarea acestora intr-o anumita ordine pe cala. Ulterior s-a trecut la saturarea cat mai avansata a sectiilor de corp cu elemente ale instalatiilor navei, in special cu tubulaturi, sau chiar cu agregate usoare.
Prefabricatia s-a extins la blocsectii intregi (tronsoane din corp) saturate aproape complet, blocsectii ce se executa in atelierul de asamblare, iar montajul pe cala s-a limitat numai la cuplarea si sudarea acestora. Ca rezultat, durata de stationare a corpului navei pe cala de montaj s-a redus spectaculos de la intervale de timp de ordinul anilor, in cazul navelor nituite de tonaj mare, la perioade de ordinul lunilor si chiar a saptamanilor.
In acelasi timp masa elementelor prefabricate a crescut la valori de (50100)t pentru sectii si (300500)t pentru blocsectii, functie de dotarea tehnica a santierelor navale.
Dimensiunile elementelor prefabricate, si in final impartirea corpului navei in sectii si blocsectii sunt conditionate de urmatorii factori:
numarul, dimensiunile si repartizarea suprafetelor de lucru existente in atelierul de asamblare-sudare cat si pe cala de montaj;
dotarea existenta in atelier si pe cala, cu utilaje, masini si sisteme de ridicat si transportat, respectiv caracteristicile tehnice ale acestora (sarcina maxima, inaltimea de ridicare la carlig, raza de actiune, etc);
dimensiunile laminatelor furnizate santierului, in special gama delungimi a acestora, ce va impune restrictii privind lungimile elementelor prefabricate;
dimensiunile navei, compartimentajul acesteia, cat si pozitia elementelor de structura ale corpului.
La amplasarea cusaturilor de montaj, operatie prin care se precizeaza forma si dimensiunile elementelor prefabricate, se impune respectarea urmatoarelor conditii:
elementele prefabricate trebuiesc astfel dimensionat incat la executia acestora sa se foloseasca un volum cat mai mic de sudura. Inacest sens, se vor folosi table de lungimi si latimi cat mai mari posibil, limitand la maximum numarul imbinarilor cap la cap. In acelasi timp se va urmari utilizarea cat mai buna a formatelor de tabla, limitand procentul deseurilor;
la stabilirea extinderii fiecarui element prefabricat trebuie sa se tina cont de tehnologia ulterioara de asamblare si sudare a acestuia. In acestsens trebuie sa existe posibilitatea asamblarii sectiei pe un dispozitiv cat mai simplu, iar majoritatea sudurilor sa poata fi executate in pozitieorizontala sau cat mai apropiat de aceasta pozitie;
elementele prefabricate trebuie sa aiba o rigiditate suficienta pentru a nu se deforma in timpul operatiunii de rasturnare sau transport pe cala;
masa elementelor prefabricate nu trebuie sa depaseasca capacitatea de ridicare a instalatiilor si masinilor de ridicat si transportat existente, iar dimensiunile de gabarit trebuie sa fie corelate cu inaltimea maxima de ridicare la carlig, astfel incat sa faca posibila operatia de rasturnare, daca aceasta va fi necesara in procesul de asamblare-sudare.
Estimarea masei elementelor prefabricate in faza de proiect tehnologic se poate face pe baze statistice, apeland la datele existente in literatura de specialitate. Astfel, in diverse studii publicate sunt prezentate diagrame in care se indica masa diferitelor tipuri de sectii (fund, bordaje, punti, etc.) in functie de tipul navei, dimensiunile acesteia si suprafata sectiei. Valorile obtinute pe aceasta baza sunt insa dependente de registrul de clasificare pe baza caruia s-a efectuat esantionajul navei.
O varianta des utilizata in faza de proiect tehnologic este aceea de a calcula masa diferitelor tipuri de plansee (fund, bordaje, punti, pereti transversali si longitudinali) pentru un tronson de 10 m din zona centrala a navei. Calculul se face plecand de la esantionajul navei si desenul general de constructie in care sunt precizate dimensional toate elementele constructive ale corpului (invelis, osatura, elemente de rigidizare, etc). In final se determina asa numita masa unitara exprimata in [t/m2] pentru fiecare tip de planseu sau zona din corp. Pe baza acestor valori ale maselor unitare se face apoi calculul masei fiecarei sectii in procesul de impartire a corpului in elemente prefabricate si se verifica daca sunt respectate conditiile precizate anterior.
La amplasarea cusaturilor de montaj dintre elementele prefabricate, trebuie totodata respectate urmatoarele restrictii:
distanta dintre cusaturile de montaj longitudinale si transversale si alte cusaturi cap la cap sau de colt dintre elementele de osatura si invelis, paralele cu cele de montaj, nu va fi mai mica de 200 mm.
cusaturile de montaj nu vor fi amplasate in zonele cu concentrari de tensiuni ale corpului, cum sunt:
a) racordarile de la colturile gurilor de magazie si a altor deschideri in punti;
b) zona de curbura maxima a gurnei sau a racordarii bordajului cu puntea;
c) zonele imbinarilor dintre suprastructuri si rufuri cu puntea, respectiv in zona racordarii parapetului la suprastructura.
-imbinarile de montaj transversale ce delimiteaza sectiile de corp pe lungimea navei vor fi dispuse in acelasi plan transversal, deci vor fi imbinari inelare. Ele vor delimita blocsectiile (sau raioanele) din care este alcatuit corpul navei.
O parte dintre aceste restrictii sunt prezentate in fig.
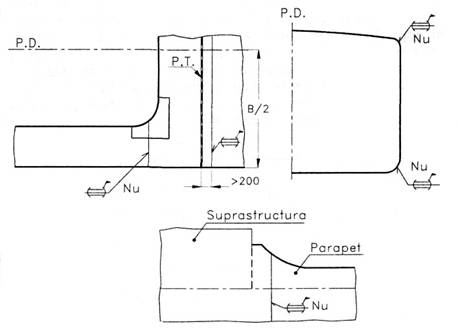
Figura Restrictii privind amplasarea cordoanelor de sudura de montaj.
Stabilirea pozitiei cusaturilor de montaj se face intr-un desen numit schema de impartire a corpului navei in elemente prefabricate. In acest desen se reprezinta la o scara convenabila o vedere laterala a corpului si in corespondenta directa, sectiuni la nivelul tuturor puntilor. Cu linie intrerupta sau linie tip cale ferata se reprezinta peretii transversali si longitudinali, puntile, etc. Pe linia planului diametral, respectiv pe o paralela la linia de baza sunt pozitionate coastele navei. In continuare, respectand regulile si restrictiile prezentate anterior, se reprezinta cu linie continua cusaturile de montaj, indicandu-se pozitia lor in raport cu coasta cea mai apropiata.
Impartirea corpului in elemente prefabricate difera in functie de tipul navei. Astfel in cazul cargourilor, amplasarea cusaturilor de montaj va fi conditionata de:
pozitia peretilor transversali etansi;
pozitia si marimea deschiderilor in punti;
numarul de punti si pozitia acestora.
Caracteristic acestui tip de nava este faptul ca la navele mari fundul se poate executa din doua sectii, prevazand imbinari longitudinale de montaj de o parte si de cealalta a suportului central, la invelisul fundului respectiv a plafonului dublului fund.
In mod obisnuit, pe lungimea unei magazii se prevad 2 sau 3 blocsectii, functie de lungimea navei, iar cele 2 picuri constituie blocsectii ce se executa separat in pozitie rasturnata. La navele mari, blocsectiile prova si pupa pot fi la randul lor impartite in doua sectii de volum, separate de o platforma sau o punte intermediara. Pe inaltime, bordajele se executa din una sau doua sectii in cazul in care nava are punte intermediara. In ceea ce priveste puntile, acestea se executa din una sau doua sectii pe latimea navei si constituie sectii separate.
In figura 12.2 este prezentata o sectiune transversala pe care sunt precizate pozitiile imbinarilor de montaj.
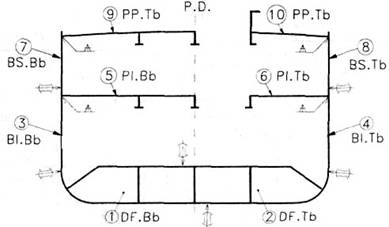
Figura 12. 2. Sectiune transversala pentru o nava tip cargou si amplasarea cusaturilor de montaj.
Uneori, la navele cu deschideri mari in punti in zonele dintre ramele longitudinale ale gurilor de magazie, puntea poate fi inglobata in sectia de bordaj si nu va mai constitui un element prefabricat separat (fig. 12.3).
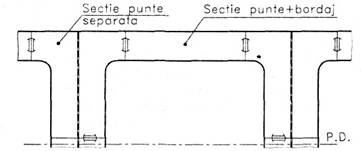
Figura 12.3. Varianta de impartire in sectii a puntii.
In figura 12.4 este prezentata schema de impartire in elementeprefabricatein cazul unui cargou.
Impartirea in elemente prefabricate a corpului altor tipuri de nave se face asemanator, tinand cont de particularitatile constructive ale acestora.
In cazul vrachierelor ce transporta marfuri usoare, particularitatea acestora consta in existenta tancurilor de gurna si de ruliu. Aceste tancuri vor constitui de regula sectii separate si se vor asambla in pozitie rasturnata, pe panoul format de tablele inclinate ale tancurilor. La aceste nave, dublul fund si puntile constituie de regula sectii distincte, dar zona puntii superioare dintre ramele longitudinale ale gurilor de magazie si bordaj poate sa apartina si de sectiile tancurilor de ruliu (vezi fig. 12.5). In acest caz, majoritatea sectiilor ce compun corpul vor fi sectii de volum, singurele sectii plane si curbe deschise fiind cele de punte si bordaj.
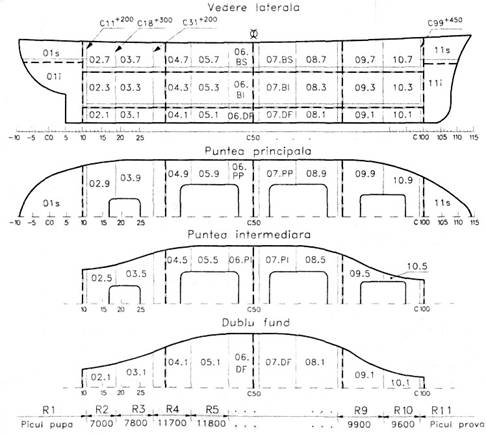
Figura 12.4. Exemplu de impartire in sectii si blocsectii pentru un cargou.
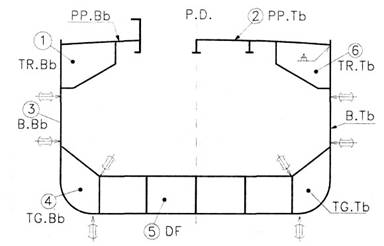
Figura 12.5. Exemplu de impartire a corpului navei in sectii pentru un vrachier - sectiune transversala.
1 - sectie tanc de ruliu (incluzand puntea); 2 - sectie de punte (intre ramele transversale a doua guri de magazie); 3 - sectie de bordaj; 4 - sectie tanc de gurna; 5 - sectia de dublu fund; 6 - sectie tanc de ruliu (fara punte).
In cazul mineralierelor ce transporta minereuri grele, se stie ca dublul fund este suprainaltat, astfel incat suportii centrali si laterali de fund sunt de fapt niste pereti ce vor constitui sectii plane separate, la fel ca si bordajele si peretii longitudinali. Acest tip de nava se imparte practic numai in sectii plane si curbe deschise. Aceeasi situatie o intalnim si la petrolierele clasice fara dublu fund.
In cazul petrolierelor cu dublu bordaj si dublu fund, la fel ca si in cazul navelor portcontainer cu dublu bordaj, fundul si bordajele vor constitui sectii curbe inchise (sau de volum) ce vor fi asamblate pe suprafata plana a acestora, iar puntile si peretii transversali sau longitudinali (la petroliere), vor constitui sectii curbe deschise, respectiv plane.
Rezulta ca impartirea corpului in elemente prefabricate este o operatie laborioasa, ce trebuie facuta in concordanta cu particularitatile constructive ale fiecarei nave, urmarind utilizarea cat mai judicioasa a formatelor de table si cu respectarea tuturor restrictiilor precizate anterior.
In final, elementele prefabricate ce compun corpul navei vor fi numerotate, fiecarei sectii atribuindu-se un simbol prin care sa poata fi identificata. Datorita numarului mare de elemente prefabricate si a formelor asemanatoare ale acestora, numerotarea trebuie facuta in asa fel incat, dupa simbolul atribuit fiecarei sectii, pozitia acestora in corpul navei sa fie usor de depistat. Numerotarea va tine cont si de deosebirile ce trebuie sa existe intre sectiile asemanatoare de la navele diferite ce se executa simultan in santier. In practica tehnologica se intalnesc un mare numar de sisteme de numerotare ce difera de la santier la santier. Adesea aceste sisteme sunt greoaie, complicate si nu raspund cerintelor formulate mai sus.
Cele mai rationale sisteme de numerotare sunt cele care au in vedere pozitia sectiilor in corpul navei, simbolurile acestora fiind alcatuite dintr-un grupaj de cifre sau un grupaj de cifre si litere. Sub acest aspect distingem:
sistemul de numerotare zecimal (cu cifre), la care fiecare blocsectie primeste o grupa de cifre incepand de la pupa spre prova (01, 02, etc), ce va constitui prima parte a simbolului sectiei. Cea de-adoua grupa de cifre va preciza pozitia sectiei pe inaltime incepand de la fund spre punte.
De exemplu, 1 si 2 vor fi cele doua sectii de fund Bb si Tb, 3 si 4 sectiile de bordaj inferior Bb si Tb, 5 si 6 sectiile de punte intermediara s.a.m.d., pastrand regula generala ca sectiile babord sa aiba o cifra impara iar cele din tribord, para. Acest mod de numerotare este exemplificat in figurile 12.2 si 12.4.
sistemul de numerotare combinat (cu cifre si litere), la care primul element al simbolului este o cifra care indica blocsectia, ca si la sistemul zecimal, iar cel de-a doilea element va fi un grupaj de litere cat mai sugestiv. Astfel pentru sectiile de dublu fund vom atribui simbolul DF urmat de precizarea bordului, Bb sau Tb. In continuare se utilizeazasimbolurile:
BI.Bb;BI.Tb- sectiile de bordaj inferioare;
Pl.Bb; PI.Tb - sectiile de punte intermediare;
BS.Bb; BS.Tb - bordaje superioare;
TG; TR - tancuri gurna si de ruliu (la vrachiere);
PT.Cnr - perete transversal la coasta nr., etc.