|
|
|
|
Schemele tehnologice ale procedeelor de sudare
Schema tehnologica a sudarii electrice manuale (fig. 1.1)
Electrodul metalic (1) este prevazut cu un invelis de protectie (2) si este fixat in clestele port-electrod (3). La temperatura ridicata din arcul electric, electrodul se topeste formandu-se picaturile (4) care ajung in baia de metal (5). Protectia si buna functionare a arcului se asigura cu ajutorul componentelor din invelisul electrodului ce formeaza o atmosfera gazoasa. O parte din invelis se topeste si formeaza un strat protector lichid de zgura(6) care, prin solidificare, impiedica dizolvarea gazelor in metalul incalzit al cordonului (7).
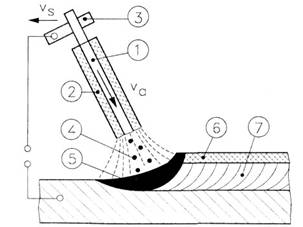
Figura 1.1. Schema sudarii manuale cu electrod fuzibil.
Schema tehnologica a sudarii semiautomate si automate (fig. 1.2)
Aceste procedee se incadreaza in categoria procedeelor de sudare electrica cu arc acoperit. Arcul se formeaza intre piesa si electrodul (1). Arcul arde sub un strat de flux (2), care curge din buncarul (3). Picaturile de metal (4) ajung in baia de sudare (5) in conditiile unei bune protectii, asigurate de fluxul topit (6) precum si de atmosfera gazoasa creata. Dupa solidificarea stratului de flux topit, acesta formeaza un strat de zgura (7) ce se desprinde usor de cordonul de sudura (8).
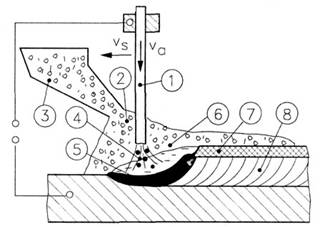
Figura 1.2. Schema sudarii sub strat de flux.
Schema tehnologica a sudarii MIG-MAG (fig. 1.3) Sudarea in mediu de gaz protector se face cu ajutorul arcului electric format intre electrodul (1), fuzibil sau nefuzibil si piesa de sudat. Protectia se asigura cu ajutorul unui jet de gaz inert sau activ aflat in curgere laminara (2) trimis prin ajutajul (3). Arcul electric se formeaza intre piesa de sudat si sarma de adaos. Picaturile de metal (4) ajung in baia de metal (5) care, prin solidificare, formeaza cordonul (6). Dupa natura gazului, acesta poate fi gaz activ sau gaz inert.
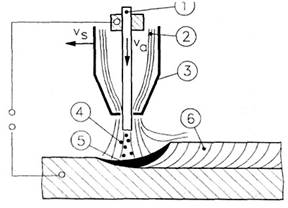
Figura 1.3. Schema sudarii MIG-MAG.
Schema tehnologica a sudarii cu plasma (fig. 1.4)
In cazul acestui procedeu de sudare, arcul electric se formeaza intre electrodul (1), din wolfram sau zirconiu, si ajutajul (2) si este puternic strangulat mecanic si electromagnetic. Prin ajutajul (2) se trimite un gaz plasmogen (argon), care formeaza, prin disociere si ionizare, plasma. Temperatura jetului de plasma este foarte ridicata (10000 - 24000)°C. Pentru protectia arcului si racirea ajutajului se sufla prin ajutajul (3) un gaz de protectie (heliu+argon). Arcul ce se formeaza initial intre electrod si ajutaj (arc pilot) este apoi transferat, prin deschiderea comutatorului K, asupra piesei care este legata la polul pozitiv al sursei.
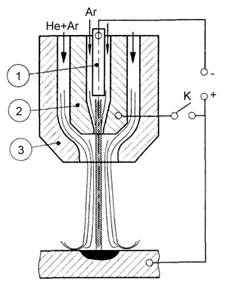
Figura 1.4. Schema sudarii cu plasma.
Schema tehnologica a sudarii in baie de zgura (fig. 1.5)
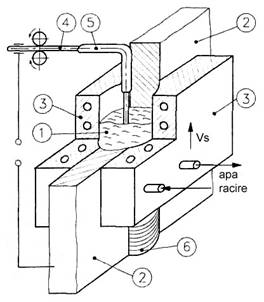
Figura 1.5. Schema sudarii in baie de zgura.
Sudarea in baie de zgura este un procedeu de mare productivitate. Cusatura sudata se formeaza pe verticala. Caldura necesara se obtine pe baza efectului Joule-Lenz, la trecerea curentului printr-o baie de flux topit avand rezistenta electrica mare si temperatura ridicata. Baia de zgura se formeaza prin topirea unui flux special intre marginile pieselor de sudat (2) si patinele (3) din cupru racite fortat cu apa. Dupa topire, arcul format la inceputul procesului de sudare se sunteaza, sarma electrodului (4) fiind trecuta in baia de flux (1) ce are temperatura de topire mai mare decat a electrodului. Electrodul este antrenat in baie prin ghidajul (5) cu un sistem cu role. Metalul topit, avand greutatea specifica mai mare, se depune la partea de jos si formeaza, prin solidificare, cusatura sudata (6).