|
|
|
|
Electrozi inveliti
Electrodul de sudare, prin sarma si invelisul sau, trebuie sa indeplineasca o serie de cerinte, dupa cum urmeaza:
sa asigure functionarea stabila a arcului de sudare;
sa conduca la realizarea unei anumite compozitii chimice a cordonului;
sa realizeze cusaturi sudate fara defecte;
sa asigure topirea uniforma a sarmei si a invelisului, progresiv si corelat;
sa conduca la pierderi minime de metal prin ardere si stropire;
sa permita sudarea cu productivitate ridicata;
sa permita indepartarea cu usurinta a stratuluf de zgura solidificat pe cordon;
invelisul sa fie rezistent, uniform si perfect concentric cu sarma electrod si sa-si mentina in timp proprietatile fizice si chimice;
invelisul sa aiba o toxicitate redusa in timpul fabricarii si sudarii.
Invelisul electrodului are un rol important in asigurarea cerintelor enumerate, avand in compozitie o serie de substante ce pot fi grupate astfel:
a) substante zgurifiante, care formeaza cea mai mare parte din invelis. in categoria acestor substante avem: caolinul, siliciul, mica, talcul, ilmenitul, marmura, magnezitul, etc. Prin topire, substantele zgurifiante formeaza, in cursul procesului de racire, un strat protector pentru baia de metal;
b) substante gazefiante, care se descompun la temperatura arcului, formand o atmosfera protectoare in zona de lucru, separand-o de aerul inconjurator. Din aceasta categorie fac parte: celuloza, amidonul, rumegusul, dextrina, creta, dolomita;
c) substante ionizante, care maresc stabilitatea arcului prin intensificarea procesului de ionizare a mediului dintre electrod si piesa, in aceasta categorie intra acele substante a caror vapori au potentialul deionizare scazut si anume: sodiu, potasiu, calciu, bariu.
Pe langa aceste substante, in invelis se pot introduce substante dezoxidante (feroaliaje) ce absorb oxigenul din baia de metal si conduc la imbogatirea continutului in elemente de aliere.
Dupa felul invelisului sunt standardizate urmatoarele tipuri de electrozi:
Electrozi cu invelis acid (A). Acesti electrozi au invelisul de grosime medie si mare, care contine: oxid de fier, bioxid de siliciu, oxid de mangan. Acest invelis formeaza o zgura fluida, sudarea facandu-se preponderent in pozitie orizontala. Cusatura se caracterizeaza prin patrundere buna si suprafata neteda. Solidificarea zgurii se face lent, cu o structura in fagure care se desprinde usor de cordon. Coeficientul de depunere este mare: (10 - 1 l)gr/A-h. Se recomanda pentru oteluri cu continut redus de carbon C < (0,2 -f 0,25)%.
II. Electrozi cu invelis bazic (B). Acesti electrozi au invelisul de grosime medie si mare, care contine componente bazice de tipul carbonarilor de calciu (piatra de var, creta, marmura), clorura de calciu si feroaliaje. Zgura rezultata se solidifica usor, are o structura compacta si se indeparteaza mai greu. Invelisul este higroscopic, fiind necesara uscarea electrozilor inainte de utilizare, pentru a evita patrunderea hidrogenului in cusatura. imbinarea realizata cu electrozi bazici este rezistenta la fisurare, electrozii de acest tip fiind utilizati pentru sudarea otelurilor de inalta rezistenta. Alimentarea arcului se face in curent continuu, dar exista electrozi bazici si pentru sudarea in curent alternativ.
III. Electrozi cu invelis celulozic (C). Acesti electrozi contin cantitati mari de substante organice ce produc gaze abundente in zona arcului, protejand astfel baia de metal topit. La sudare se produce o cantitate redusa de zgura ce se indeparteaza usor. Arcul electric este stabil, electrozii putand fi utilizati pentru sudarea in pozitii dificile. Pierderile prin stropi sunt relativi mari iar cordonul are aspect neregulat.
IV. Electrozi cu invelis rutilic (R) si titanic (T). Electrozii de acest tip contin o mare cantitate de rutil (TiO2) si ilmenit (FeTiO2), avand invelisul de grosime medie si mare. Zgura rezultata este densa si vascoasa la cei rutilici, si mai fluida la cei titanici, se solidifica repede, are aspect poros si este usor de indepartat. Arcul electric este foarte stabil, cu pierderi minime. Acesti electrozi se pot utiliza pentru sudarea in orice pozitie, arcul electric putand fi alimentat cu curent continuu sau curent alternativ.
V. Electrozi cu invelis oxidant (O). Electrozii cu invelis oxidant contin oxizi de fier si de mangan ce genereaza un proces de oxidare a baii, datorita afinitatii mari fata de oxigen a manganului. Metalul cusaturii se caracterizeaza prin continut redus de mangan (care se ridica in zgura sub forma de oxid) si de carbon, ca urmare a aportului de fier din invelis. Cu acesti electrozi se sudeaza in curent continuu sau curent alternativ, in pozitie orizontala, datorita volumului mare al baii rezultate pe seama caldurii suplimentare obtinute prin arderea manganului. Caracteristicile mecanice ale cusaturii rezultate sunt scazute, dar aspectul cordonului este foarte convenabil. Electrozii de acest tip se folosesc la imbinari nerezistente, la care primeaza aspectul estetic.
In functie de destinatia lor, electrozii se impart in cinci grupe :
electrozi pentru sudarea otelurilor carbon si slab aliate, de rezistenta mica: ar < 540 N/mm2;
electrozi pentru sudarea otelurilor de inalta rezistenta, cu aT > 540 N/mm2;
electrozi pentru sudarea otelurilor slab aliate, rezistente la temperaturi pana la 600°C;
electrozi pentru sudarea metalelor cu proprietati speciale;
. electrozi pentru sudarea otelurilor inalt aliate, inoxidabile s refractare.
Dupa pozitia de sudare la care se pot utiliza, electrozii sunt destinat pentru :
In functie de curentul de sudare, electrozii se clasifica in:
1. electrozi pentru sudarea in curent continuu si curent alternativ;
2. electrozi pentru sudarea numai in curent continuu.
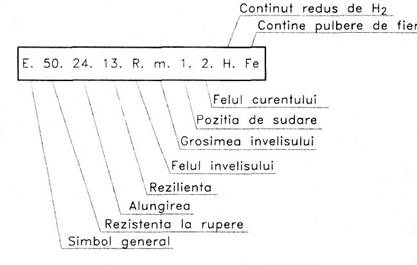
Electrozii sunt standardizati, simbolizarea lor fiind facuta prin litera E urmata de o serie de cifre si litere, dupa cum urmeaza: