|
|
|
|
TRANSFORMARILE OXIDATIVE A GRASIMILOR DIN SALAM
Transformarile oxidative a grasimilor din salam sufera si fenomene de oxidare sub actiunea oxigenului din aer, care difuzeaza prin membrana si a lipoxidazelor, fenomene care duc la formarea de hidroxiperoxizi ( peroxizi) compusi carbilici (aldehide, cetone) si acizi grasi liberi inferioari.
Indicele de peroxid care initial in grasime din pasta pentru salam este de 0,7 mEq O2/Kg se metine pe tot cursul maturarii tot la valori joase intre 0.8 si 2 mEq O2/Kg fara diferente sensibile intre cele 2 zone. Indicele de carbonil total in care se cuprind atat aldehidele, cetonele si cetoacizi formate din fenomene deoxidare a grasimi cat si compusii rezultati din degradarea aminoacizilor, precum si compusii carbonilici preexitenti in grasimea din pasta initiala sau provenind de la afumare prezinta o oarecare crestere dupa afumarea datorita compusilor din fum si apoi de cea 2 perioada a maturarii .
Crestrea este ceva mai evidenta in cursul pastrarii. Cresteriile mici ale indicelui de carbonil arata ca nu s-au produs alterarii profunde aceasta afectand numai o foarte mica parte din grasime.
Testul cu benzidina arata ca in salam aldehidele apar in cantitati foarte mici neglijabile. Testul cu defenilcarbadidaza care este data in primul rand de oxiacizi si acizii inferioari si in al 2 rand si mai slabi de aldehide , cetone, peroxizi a prezentat unele cresteri mai evidente in cea de a 2 parte a maturizarii si mai ales la pastrare bineinteles cu valori ceva mai mari in zona exterioara.
Deoarece cresterile de peroxizi, aldehide si cetone sunt foarte reduse si acesti compusi contribuie foarte putin la reactia de culoare cu difenilcarbazidaza , denota ca maririle constatate sunt datorata in special aparitiei treptate de acizii inferiori. In general valorile joase ale indicelor ce caracterizeaza oxidarea grasimii si mai cresterea lor foarte mica arata ca transformarile prin oxidare sunt foarte reduse in raport cu trasnformarile hidrolitice.
Aceasta se datoreste actiunii protectoare antioxidante a unor substante din fum din clasa fenolilor. Pe de alta parte trebuie mentionat ca prin indicii de mai sus se inregistreaza numai indicii existenti , ramasi necombinati pana in momentul determinarii. Se stie ca treptat pe masura ce se formeaza compusii de oxidare, o parte din ei se descompun: peroxizii in aldehide si cetone, iar aceastea se oxideaza in acizi inferiori.
O parte din combinatiile carbonilice se combina in timp cu aminoacizii dupa reactia de tip Maillard.
Cu toate acestea compusii ramasi necombinati nu trebuie trecuti cu vederea, deoarece combinatiile carbonilicechiar in cantitati foarte mici au proprietati organoleptice foarte pronuntate, care pot afecta aroma si gustul salamului.
Se mai mentioneaza ca s-au constatat in general diferente intre cele doua zone, fenomene oxidative aparand ceva mai evident in zona exterioaraa decat in cea interioara, datorita contactului mai direct cu oxigenul din aer.
Proprietati Organoleptice
Dupa cum s-a mai mentionat intre cele doua zone ale batonului de salam apar treptat diferente de gust si aroma care corespund cu diferentele dintre transformarile biochimice principale din zonele amintite.
Transformarile lipolitice pot contribui si ele intr-o anumita masura la aceasta diferentiere.
Acizii grasi superiori , care sunt practic fara gust, contribuie direct mai putin , in timp ce glicerina rezulta concomitent din lipoliza poate lua parte la formarea gustului zonei respective.
Acizii grasi superiori , care sunt practic fara gust, contribuie direct mai putin , in timp ce glicerina rezultata concomitent din lipoliza poate lua parte la formarea gustului zonei respective.
Acizii grasi superiori pot contribui insa direct la influentarea gustului si aromei prin produsele lor de oxidare (aldehide, cetone, cetoacizi, acizi grasi inferiori), care iau parte direct la constituirea aromei si gustului specific impreuna cu alte substante din salamul de Sibiu.
Si pot avea insa si o influenta negativa. Intr-adevar dupa formarea aromei si gustului specific, care dupa 1 si ½ sunt bine exprimate apar usoare nuante de iute , sensibilitate dupa gustare, nuante care pot fi atribuite produselor de oxidare. Acestea se datoresc si acumularii de acizi grasi superiori , care sunt de 2-3 ori mai putin rezinsenti la oxidare decat gliceridele din care provin.
Prin urmare cu cat acumularea de acizi grasi superiori este mai mare, cu atat apar mai frecvent aceste nuante suplimentare nedorite, care se suprapun gustului normal al salamului.
De altfel aceste nuante negative de gust ce se intalnesc in ultima luna de maturare uscare si la pastrare sunt sensizabile in zone exterioara unde gradul de lipoliza este mai mare.
Din cercetarile facutet de Constantin Stanculescu si colaboratorii si alte date din literatura se pot trage urmatoarele concluzii:
glicoliza, precum si fermentarea hidrantilor de carbon adaugati cu formare de acid lactic se produc in primele 3 saptamani de maturare uscare dupa introducerea pastei in membrana
proteoliza, cu formare de aminoacizi liberi are loc in prima perioada a maturarii pana la 1 - ½ - 2 luni de medie baton (iar diferentiat pana la 3 saptamani in zona exterioara a batonului si pana la 2 - ½ luni in cea inferioara), paralel cu dezvoltarea microflorei ; proteoliza se sesizeaza cu 1 -1/2 luni inainte de sfarsitul ciclului de maturare uscare in climat artificial.
lipoliza, are loc pe toata durata maturarii si se prodece cu aceeasi intensitate si in ultima luna a ciclului actual de maturare ducand in aceasta ultima perioada la o acumulare in plus , inutila de acizi grasi liberi, care sunt labili la oxidare decat gliceridele din care provin.
fenomenele de oxidare incep sa se perceapa in zona de margine in ultima luna a maturarii; microflora scade in ultima faza.
aroma si gustul specific se exprima dupa 2 -1/2 luni de maturare. Din aceasta cauza autorii mantionati mai sus recomanda scurtarea duratei de maturare.
Modificari fizice
In tot cursul procesului de maturare-uscare are loc o scadere cintinua a continutului de apa , scaderea fiind corelata cu conditiile de climatizare , incat pasta se contracta si diametrul bucatilor scade.
De asemenea pe tot parcursul maturarii-uscarii are loc o crestere a contiuntului de NaCl , a continutului de grasime si o crestere mai mult sau mai putin uniforma a pH-ului. Modificarea continului de NaCl are un rol insemnat in alcatuirea structurii salamului, capacitatea de legare a umpluturii fiind in functie de concentratia de NaCl si pH. Legarea optima a pastei se realizeaza la 6% NaCl si pH 5,5 sau la 9-10% NaCl si pH 5,8- 6.
Sub influenta NaCl actomiozina tesutului muscular se unfla si favorizeaza legarea granulelor de carne intre ele. In cazul salamului de Sibiu nu este permisa formarea emulsiilor de carne, deoarece s-ar ingreuna uscarea. De aceea carnea e maruntita in stare aproape congelata.
Proteinele sarcoplasmatice care au mai ramas in carne dupa scurgerea acesteia asigura in suficienta masura legarea granulelor de carne si acelor de slanina.
Crestrea concentratiei de NaCl in cursul uscarii asigura consistenta produsului si prin aceea ca contribuie la procesul de denaturare al proteinelor fibrilare, denaturarea accentuata, cel putin in primele faze si de aciditatea ridicata a umpluturii. In fig. 53 se arata ca exista o diferenta neta intre umiditatea celor 2 zone: exterioara si interioara a batonului de salam.
Umiditatea salamului scade normal si treptat in cursul procesului de maturare mai repede in zone exterioara si mai lent in cea de mijloc. De fapt scarea umiditatii in straturile mai profunde ale batonului de salam se produce prin migrarea excesului de apa, prin absorbtie din zona cea mai umeda de mijloc, catre zona cea mai uscata de margine, evaporara efectuandu-se la suprafata membranei.
Viteza de uscare este mai mare in prima perioada si scare treptat pe masura avansarii procesului de mautrare-uscare. Astfel umiditatea scade de la 55,3% in pasta initiala la 38,3 - 34,7% in zona exterioara 48,7 -47,7% in cea interioara la mijlocul perioadei de maturare (40-50 de zile), pentru ca in final la 101 zile sa ajunga la 24,8% respectiv 39,1%.
Curbele umiditatilor medii ale celor 2 zone se distanteaza treptat astfel ca la mijlocul perioadei de maturare diferenta de umiditate este circa 10%.
Aceasta diferenta de umiditate explica si diferenta de consistenta intre cele 12 zone. pH-ul salamului oscileaza intre 5,4 - 6,9 in timpul maturarii-uscarii fara a prezenta o variatie sistematic propriu-zisa.
Pasta initiala pentru salam are pH-ul de 6,15 , in timp ce salamul maturat pH -ul este de 6,8 in exterior si 6,35 in interior la 101 zile de la maturare.
S-a observat ca exista intr-adevar o diferenta intre cele 2 zone , pH-ul zonei exterioare fiind in general cu cateva zecimi de unitati de pH mai ridicat decat cel al zonei interioare si deci mai deplasat spre neutru , datorita dezaminarilor cu formare de amoniac si amine mai accentuate in zona exterioara.
Desi continului de acizi grasi liberi rezultati prin hidroliza grasimii creste continuu, pH-ul nu prezinat o variatie sistematica.
Prin urmare nu exista o concordanta intre acestea. Acizii grasi superiori nefiind disociati nu contribuie la pH. In cazul salamului, pH-ul reprezinta o rezultanta dintre substantele acide disociabile (acizi inferiori si saruri acide) si substantele bazice (amoniac, amine).
Clorura de sodiu este diferentiata in cele 2 zone (fig .54). Moleculele de clorura de sodiu au tendinta de a migra treptat in cursul maturarii-uscarii din zona cea mai uscata in zona de mijloc cea mai umeda, datorita afinitatii deosebite a ionului de sodiu pentru apa.
De aceea continutul de clorura de sodiu apare mai mare in zona de mijloc a batonului decat in zona exterioara. De la un continut initial de 2,9% in pasta se ajunge la 3,8% in zona exterioara si 5,6% in cea interioara dupa 101 zile.
Spatiile tehnologice si dotarea cu utilaje si utilitati
Pentru desfasurara procesului tehnologic in bune conditii este necesar sa se asigure incaperi adecvate astfel amplasate incat procesul tehnologic sa se desfasoare in flux continuu.
Spatiile de lucru si cele de depozitare trebuie astfel construite incat sa dea posibilitatea mentinerii unei stari ireprosabile deigiena , intrucat in timpul prelucrarilor rezulta exudatii de suc de carne , deseuri grase , incat suprafetele de lucru trebuie sa fie spalate frecvent cu apa rece si fierbinte, precum si cu detergenti. Inaltimilor incaperilor de fabricatie se situeaza in general sub 4 metri, cu exceptia salilor care adapostesc instalatia continua de zvantare si congelarea carnii, care necesita inaltimea de 7 metri.
Avad in vedere ca receptia si expeditia necesita rampa iar transporturile intre faze se fac cu carucioare cu roti, intreg parterul fabricii este bine sa se contruiasca la nivelul rampei.
Sala de receptie cu punct de control sanitar veterinar trebuie sa fie in continuare cu depozitul tampon pe 2 zile, racit la 0 -2oC cu incarcare specifica de 180 Kg pe metru linie aeriana. Sala de transare conditionata la 8 oC in legatura cu depozitul de oase, racit la 0 -2 oC dimensionat pentru productia de oase rezultata intr-o zi de transare.
Dotarea tehnica a salii de transare trebuie sa corespunda cerintelor sanitar veterinare , cuprinzand linia aeriana pentru materia prima , fierastrau circular pentru despicat, benzi de transare din inox , cantare pt tavi si carucioare, spalatoare cu pedala si sterilizator de cutite, carucioare de transport. Tamponul pentru carnea rezultata din transare racit la 4 oC este dimensionat pentru 4 ore. Pentru zvantare si congelare, in sistem continuu necesita dupa cum s-a mai amintit spatii cu inaltimea de 7 metri dotat cu instalatie continua de racit si prevazut cu un tampon pentru carne si slanina congelata, pentru omogenizarea temperaturii inaite de tocare.
Unitatea trebuie dotata cu depozite separate pentru membrane si pentru condimente cu spatiile respective de prelucrare. Spatiul de fabricatie conditionat la 8 oC este dotat cu o linie continua Kramer Grebe care s-a asimilat in tara si care cuprinde urmatoarele utilaje fig.55. Cuter , presa de umplere cilindru cu devacum , sistem de ridicare al cilindrilor , linie de transport al cilindrilor plini, sprituri de umplere, linie de returnare a cilindrilor goliti, pompa de vid si pompa de presiune cu ulei.
Cuterul rapid fig.56 se deosebeste de cuterele obisnuite avand in plus urmatorul echipament: sistemul de evacuare pastei, care este rabatabil , termometru pentru masurarea temperaturii in pasta , buloane de prindere si peretele metalic pentru micsorarea sau marirea camerei cutitelor , masuratori pentru timpul de tocare a unei sarje, sistem pentru ridicare capacului de peste cupa, capac cupei intrerupator de siguranta a functionarii cuterului automat de pornire cu vitezele 1 si 2 sau oprirea cuterului actionat cu ajutorul genunchiului, lampa de control si sistem de aducere la zero a masuratorilor de timp.
La fabricarea pastei pentru salamul de Sibiu se poate inntroduce intr-o incarcatura 100 Kg carne de tocat , iar durata procesului pentru obtinerea unei sarje este de 50 de secunde.
Durata totala de tocare inclusiv incarcare si descarcare dureaza circa 4 iminute. Presa de umplere a cilindrilor este compusa din urmatorele parti (fig.57): corpul presei , palnia de umplere, capac corpul presei, clopotul de evacuare a aerului, contra greutatea, palnia de trecere in cilindrului, capacul de presare al cilindrului, sistem de comanda. Instalatia e dotata cu 6 cilindri de umplere si transport de pasta care in timpul functionarii presei se afla alternativ in locasul lor. Sistemul de ridicare al cilindrilor functioneaza cu presiune hidraulica cu ajutorul pistonului care executa operatia de ridicare a parghiei de ridicare a cilindrilor.
Aceasta ia cilindri din locasul lor si ii ridica pe linia superioara a instalatiei, iar cand coboara, unul din cilindrii din linia inferioara este lasat sa treaca in locasul sau de la presa de umplere.
Spriturile de umplere sunt in sistem tun cu pozitia orizontala. Acesta functioneaza cu presiunmea de ulei formata in pompa de presiune . La spritul cilindric sosesc de pe linia superioara prin caderea libera pe plan inclinat. In cazul cand in sprit se afla un alt cilindru acesta este oprit cu ajutorul opritorului pana se goleste cilindrul din sprit, care este coborat, iar carucioarul este ridicat in pozitia de primire.
Ca utilaje anexe linia Crame Crebe este dotata cu o pompa de vid care produce vid la circa 600 mm Col Hg si o pomapa de presiune cu ulei care produce o presiune de regim de circa 20 atm. . Pompa de presiune cu ulei este dotata cu 2 electromotoare care intra in functiune numai cate unul atunci cand pompa nu este solicitata si amandoua cand presiunea scade sub cea normala si cand un singur electromotor nu este suficient. Functionarea pomei si reglarea presiunii se realizeaza automat.
Tunelul de zvantare si afumare rece este o incapere din zidarie in care sunt introduce batoanele de salam dupa umplere si reglare. Batoanele se suspenda pe bete care se pun pe rastelul carucior cu care se duc in tunel in primul rand dupa zvantare in conditii speciale de microclimat. Intr-un tunel incap 30 carucioare asezate pe 2 randuri. In fiecare carucior se pot incarca 200 Kg produs crud. Tunelul are o latime de 3 metri incat permite ca intre cele 2 randuri de carucioare sa se poate circula pentru a se urmari modul cum se desfasoara procesul tehnologic.
Pentru circulatia aerului in tunel s-au creat viteze de circulatie adecvate in vederea uniformizarii curentilor de aer. Circulatia curentilor din tunel poate sa fie dirijata fie de sus in jos, fie de jos in sus, fie alternativ in fiecare sens. Instalatia este dotata cu ventilator de circulatie precum si un ventilator de evacuare in atmosfera prin cosul de fum a unei parti din debid. Pentru inlocuirea aerului s-a prevazut priza de aer din exterior dotata cu filtru de aer.
Racirea, umidificarea si reincalzirea aerului se realizeaza cu aparate corespunzatoare care sa poata mentine parametrii in mod automat.
S-au prevazut ascensoriile necesare pentru controlul permanent al parametrilor in timpul functionarii.
Accesul fumului in instalatie se face de la un generator de fum prin intermediul unui decantor de fum dotat cu inchizator hidraulic.
Parametrii tehnologici prevazuti pentru faza de zvantare cand tunelul functioneaza fara fum sunt urmatorii:
temperatura 8 - 10oC
umiditatea relativa 85%
durata 48 de ore
Pe timpul zvantarii carucioarele cu produse se vor schimba odata din fata in spate si de la dreapta la stanga. Afumarea propriu-zisa este o faza foarte importanta. Produsele introduse in tunel pentru zvantare raman in continuare in tunel pentru afumare .
Afumarea se face la urmatorii parametrii:
Tempetatura 8-10 oC
Umiditatea relativa 85%
Durata procesului 96 de ore
Cantitatea de apa in produs 48-47-46 %
Circulatia moderata a amestecului de aer fum. Introducerea fumului se realizeaza prin plafon care este perforat cu gauri de Ø 5 mm, iar evacuarea prin pardoseala perforata cu gauri de Ø 5 mm. La schimbarea sensului de circulatie conditiile raman aproximativ aceleasi.
Viteza aerului in gaurile plafonului si pardoselii fiind sensibil egala de aproximativ 5 m/s. Viteza amestecului de aer cu fum in tunel este de 0,2 m/s. . Generatorul de fum este format dintr-un corp cilindric din tabla neagra in interiorul caruia se afla un buncar si aarzatorul de rumegus. Legat de corpul generatorului se gaseste camera care serveste pentru purificare uscata si umeda a fumului.
Arzatorul are peretii raciti cu apa rece in circuit deschis . In arazator e instalat un cornier pentru insuflarea aerului . Pentru puneraa in functiune a generatorului de fum se procedeaza astfel: se alimeteaza generatorul cu 5-6 lopeti de rumegus care se aprind cu jar in imediat apropiere a tevilor de insuflare a aerului apoi focarul se acopera cu rumegus umezit. Se regleaza aerul de la butonul rosu de pe panoul genaratorului pentru a se asigura arderea in bune conditiuni a rumegusului cu dezvoltare de fum.
Genratorul trebuie supravegheat pentru a evita arderea rumegusului cu flacara, infundarea dozatorului cu aschii sau alte corpuri straine si infundarea rumegusului din focar cu apa de la robinetul de umezire a rumegusului.
Depozitul de maturare este format din incaperi cu capacitate de incarcare a productiei de maxim 4 zile , dimensionat pentru o durata de 90 zile de fabricatie. Conditionat pentru 3 regimuri de uscare 10-12 oC; 12-14 oC; 14-16 oC si uniditate de la 75 - 90%.
Asigurarea conditiilor de climat se face de o centrala de conditionare a aerului, a carei schema se arata in fig 58. Centrala de conditionare are urmatoarele parti componente: ventilator centrifugal cuplat cu electromotor , baterie de incalzire a aerului, baterie de racire aerului, baterie de umidificare a aerului, dispozitiv de prindere a picaturilor de apa, sisteme de automatizare si control.
Principalele faze ale procesului tehnologic
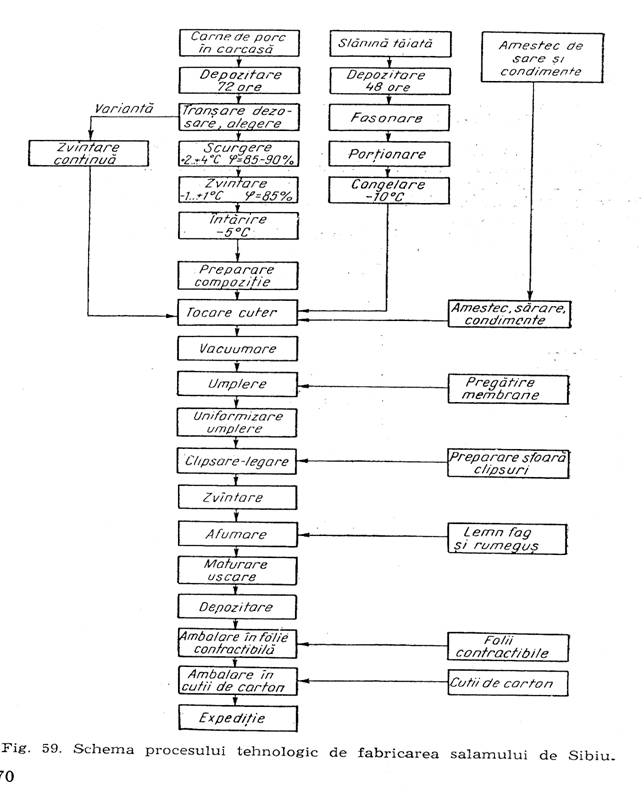
Intrucat in ultimii ani tehnologia de fabricatie a salamului de Sibiu si in general a salamurilor crude de durata s-a perfectionat ca urmare a cercetarilor stiintifice efectuate si a procesului realizat in constructia de masini, vom face o prezentare succinta a tuturor fazelor de fabricatie. Procesul tehnologic al salamului de Sibiu se descfasoara conform schemei tehnologice aratate in fig. 59.
Vom analiza fiecare faza tehnologica in parte incepand cu materia prima.
Materia prima
Materia prima pentru salamurile de Sibiu este carnea de porc cu un continut mai redus de apa . In trecut cand salamul de Sibiu se producea in climat natural se folosea in exclusivitate carne de porc mangalita, in varsata de 2 ani cu o greutate vie in jur de 200 Kg selectionati din crescatorii sau din gospodarii taranesti.
Carnea de porc mangalita cu greutatea de 156,4 Kg (jumatati de porc fara slanina) are umiditatea de 54,4% , proteine 14,5% si 30,2%. Raporul apa proteine este de 3,5 iar raportul grasime proteine 2,06%. In standardele din alte tari raportul grasime proteine in produsul finit are valoare de 2,41% ce reprezinta un minum de proteine 19,5 % si un maxim de grasime de 47%. Carnea acestor porci are clarea roscata iar tesutul conjunctiv interfascicular inpanat cu grasime.
Din astfel de porci se prepara salamul de Sibiu fara sa se adauge slanina separat. In procesul de dezvoltare a zootehniei s-a arata ca pentru satisfacerea necesarului fabricarii salamului de Sibiu, rasa mangalita se mentinine in zone cu balti de-a lunglul Duanrii pe o adancime de 25-30 Km in zona Tulcea si in special in Delta, precum si in nord - vestul Transilavaniei, pentru care se profileaza unle IAS si CAP.
Avand in vedere ca rasa mangalitaeste improprie cresterii industriale ,aria de raspandire s-a restrans incat in prezent nu reprezinta decat 5%din efectivul de porcine .
Din aceasta cauza s-a studiat influenta rasei , varstei si a conditiilor d eingrasare a porcilor asuprea calitatii si randamentului salamului de Sibiu. Aceste experiente facute in colaborare cu fabricile dovedesc ca este necesar ca pentru aprovizionarea cu materie prima sa se stabileasca ingrasatirii speiciale pentru fiecare fabrica de salam de Sibiu cu o alimtetatie adecvata, incat sa se asigure porci cu urmatorele caracteristici: sa aiba corpul acoperit pe toata suprafata cu un strat gros de grasime, gatul plin , slanina la ceafa, de pe spinare si de pe partea superioara a feselor sa fie pufoasa la pipait, apofizele pinoase ale vertebrelor dorso-lombare si in general partile osoase ale corpului sa nu se simta la pipait, coada sa fie mult adancita intre fese, mersul greoi cu greutate vie de minim 130Kg pe viu.
La livrarea porcilor trebuie sa se faca testarea , fiind admisi numai porcii liberi de pesticide si miopatie exudativa.
Prelucrarea initiala. O atentie deosebita se cere la respectarea rigurozitate a tuturor prescriptiilor tehnologice priviind intretinerea inainte de taiere si a respectarii odihnei a dietei pentru asigurarea inainte de taiere a unui echilibru fizilogic. Taierea sa se faca in condintii care sa respecte tehnologia moderna avizata de M.A.I.A. directia sanitara veterinara si anume: asomati corespunzator, bine sangerati, ieviscerati imediat pe linia de taiere. Slanina sa se scoata imediat ce s-a facut toaletarea .
La receptia carcaselor pentru salamul de Sibiu este necesar sa se aplice o tehnica de clasificare stiintifica a carcaselor animalelor taiate pe baza unei fise care sa cuprinda dimensiunule caracteristice: lungimea carcasei, dimensiunile vertebrelor, grosimea stratului de slanina, proportiile dintre tesuturi, carne , oase , grasime. Se admit semicarcase degresate cu greutatea de minim 24 Kg degresat.
Semicarcasele se vor prelucra complet degresate, putand avea la suprafata un strat discontinuu de grasime de cel mult 0,5 cm. Detasarea slaninei se va face astfel incat sa nu fie carne pe slanina , sa nu se intre cu cutitul in carne si pe cat posibil acesta sa rezulte fara franjuri. Carcasele vor avea detasata maduva spinarii, plaga de sangerare , grasimea de la bazin si intreaga osanza. Carcasele selectionate imediat dupa taiere sa fie refrigerate prin metode rapide in asa fel incat in 12 ore temperatura la os sa fie de 2-4 oC .
De asemenea slanina pentru salamul de Sibiu trebuie aleasa cu atentie si anume sa aiba consistenta tare cu grosimea de 4 cm la coastele 6-7, culoare alb-roz fara urme de sange. Dupa fasonare in tablii se refrigereaza pe linie prin metoda rapida ca sa atinga 2-4 oC in 12 ore. Aceasta presciptie trebuie respectata cu rigurozitate pentru a-i evita modificarile hidrolitice si oxidative.
Transportul carnii si al slaninei in cazul ca sectia de salam este in acelasi corp de cladire cu frigoriferul tehnologic se aduce pe linia aeriana, iar in cazul ca sectia este amplasata in alta incinta se va aduce cu mijloace de transport adecvate, suspendate pe linia aeriana.
Depozitarea se face pe linia aeriana in depozit refrigerat cu o capacitate de 48 ore. Temperatura in depozit de 2 oC.
Transarea, dezosarea si alesul
Transarea, dezosarea si alesul carnii pentru salamul de Sibiu vor fi astfel facute incat cotletul , ceafa si muschiuletul sa fie destinate pentru alte prelucrari, utilizandu-se in acest scop numai cotletul si ceafa de la scroafe si de la vieri. Pentru a se realiza o productie cat mai uniforma de salam de Sibiu sub raportul de grasime al pastei si al produsului finit, algerea carnii se face in 2 categorii: pieptul cu fleica si separat celelalte parti.
Pieptul cu fleica se vor degresa cu multa atentie incat grasimea moale inclusiv cea dintre fascile musculare sa se indeparteze total. Pentru a evita exprimarea de grasime topita in produsul finit. La alesul carnii din restul portiunilor anatomice se va indeparta flaxul tare, ligamentele articulare, tendoane, grasime moale, vase mari de sange, parti sangerate, oase si slanina in exces. Carnea de la piept si fleica se va pune in tavi separat de restul carnii si se va evidentia separat.
Continutul de grasime nu trebuie sa depaseasca 25% din aceasta carne. La restul carnii rezultatul din alegerea celorlalte portiuni anatomice, continutul de grasime nu trebuie sa depaseasca 10%. Slanina tare admisa pentru salamul de Sibiu se va folosi taiata in cuburi de 4*4 cm congelate la 10-12 oC. In compozitie daca alegerea s-a facut cum s-a indicat mai sus se va folosi 65% carne, 20% piept si fleica si 15% slanina. In aceste conditii pasta de salam la cuter trebuie sa aiba 24-26% grasime si 53-55% umiditate.
Scurgerea si zvantarea
Aceasta operatie in momentul de fata se realizeaza in flux discontinuu in urmatoarele variante: la fabricile vechi la faza de scurgere carnea este depozitata in granduri cu manta dubla perforata , acoperita cu panza sedila unde se tine 2 zile la temperatura de 2-4 oC.
Panza sedila se schimba dupa 24 ore inlocuindu-se cu alta curata si uscata. Umiditatea relativa aerului in aceasta faza este de circa 90% neexistand posibilitatea pentru reglarea acestui parametru. Faza de zvantare dureaza circa 16 ore, carnea fiind asezata in strat subtire pe platforme metalica. Pornirea fazei de zvantare se face cu temperaturi pozitive pana la orele 20, dupa care temperatura se scade treptat astfel ca in final sa ajunga la -5 oC iar temperatura carnii la - 3 oC.
In toata aceasta perioada carnea se introduce cu ajutorul lopetilor iar ventilatia aerului este continua obtinandu-se congelarea carnii fara cristale de gheata , suprafata fiind bine zvantata. Scazamantul la scurgere si zvantare in aceste conditii este de 10%. La alte unitati se procedeaza astfel: ambele operatii se fac in aceeasi incapere. In prime 24 de ore carnea este asezata gramada in jumatate de tava.
Temperatura in camere este de 3 oC. La 6 ore carnea se intoarce in tava. In urmatoarele 24 de ore carnea se intinde in tava pe toata suprafata tavii si se intoarce din 3 in 3 ore. Parametrii aerului 3 oC in primele 16 ore, apoi 0 oC inca 10-12 ore. Urmeaza apoi intarirea carnii, care se face la o temperatura de - 6 oC timp de 3-4 ore si apoi 12 ore la - 10 oC cu intoarcere din ora in ora. Scazamantul mediu este de 10%.
Dupa experientele facute I.C.I.C.A. i nanul 1977 s-a renuntat la faza de scurgere, trecandu-se carnea transata si aleasa direct la zvantare. Zvantarea se face in 3 camere prevazute cu instalatii de climatizare. La incarcarea carnii temperatura este
2-4 oC si umiditate de 80-85%. Dupa terminarea incarcarii se face zvantare intensa de 30 ore la temperatura de 0 - 2 oC.
Bucatile de carne se intorc permanent. In timpul acestei operatii carucioarele cu tavi se muta dintr-o parte in alta si de sus in jos. In continuare in aceeasi incapere are loc intarirea carnii la temperaturi sub punctul de congelare al carnii, prin circulatia permanenta a aerului si scaderea ritmica a temperaturii in felul urmator:
In aceste conditii carnea este intarita avand temperatura de - 2 oC, fara cristale de gheata, scazamantul fiind 7-8%. Carnea de la piept si fleica se congeleaza la temperatura de - 7 oC, iar slanina taiata in cuburi de 4*4 cm se congeleaza la
-12. -14 oC. In instalatia continua de zvantare, procesul tehnologic se desfasoara astfel: bucatile de carne rezultate la transare, taiate in felii de 100-200g cu grodimea de 20 mm, se incarca cu un dispozitiv de incarcare amplasat in sala de transare la capatul benzilor asezate pe o banda metalica din sarma inoxidabila.
Aceasta banda trece succesiv , infasurandu-se in spirala pe 3 tambure din care primele 2 sunt tambure de zvantare si al treilea de congelare partiala si se descarca intr-un bucar tampon , de unde carnea zvantata este descarcata, in carucioare inox, cu care sunt duse in sala de prepararea compozitiei.
Maruntirea materiei prime si pregatirea compozitiei
Carnea si slanina pentru a forma o masa omogena este necesar sa fie maruntita. Pentru tocare se foloseste cuterul cu vid al instalatiei Kramr Grebe, care s-a asimilat la Tehnofrig. Tocarea trebuie sa se faca foarte perfect .Cutitele cuterului trebuie sa aiba o suprafata neteda sa fie bine ascutite.
Viteza si turatia trebuie sa fie astfel coordonate incat prin presiune si curent sa nu se ajunga la incalzirea tocaturii. Pentru eliminarea oxigenului daunator care se introduce in pasta la tocare este absolut necesar utilizarea cuterului in vid. In cazul cand zvantarea s-a facut la instalatia continua feliile de srot vin congelate ceea ce asigura taierea mai corespunzatoare.
Trebuie retinut ca srotul congelat uzeaza mai mult cutitele cuterului care necesita o ascutire mai deasa . Ordinea in care se vor introduce componentele la cuter este urmatoarea: slanina congelata, pieptul congelat apoi carnea. Fiecare din componente se toaca astfel incat in pasta rezultata marimea predominanta a bobului de slanina sa fie de 2 mm .
Cand s-a ajuns la finetea dorita se adauga amestecul de ingrediente. Amestecul de sarare si de condimentare utilizat la salamul de Sibiu este format din sare, azotat de potasiu, zahar, piper alb, enibahar si usturoi. Sararea , condimentarea si utilizarea substantelor auxiliare. Sararea si condimetarea apartin unui act important al fabricarii salamului crud.
Prin sarare si condimentare nu este influentat doar gudtul ci si alte fenomene ale maturarii salamului crud. La fabricarea salamului crud se utilizeaza in afara sarii de bucatarie si a condimentelor si saruri de inrosire, diferite substante zaharoase si diverse substante auxiliare si aditivi. Sarea de bucatarie serveste in primul rand la conferirea gustului deoarece carnea si slanina fara sare au un gust fad.
Apoi sarea de bucatarie influenteaza fenomenele fizico-chimice si microbiene care se desfasoara in timpul maturarii si uscarii. Scoate din carne apa si substantele proteice dizolvate din aceasta, care intre altele are importanta pentru legarea si alcatuirea masei pentru salam. In afara de aceasta prin adaugarea sarii de bucatarie se scade activitatea apei (valoarea aw) sau umiditatea de echilibru a masei pentru salam. Prin acesta se reduc diferite microorganisme nocive, in special diferiti agenti patogeni (de exemplu salmonelele) si germeni de putrefactie. In locul lor se pot inmultii stingherite microorganismele de maturare si se poate desfasura activitatea metabolica necesara pentru maturare.
Substantele de saramurare sunt: azotatul de potasiu si de sodiu sau azotiti. Cantitatea admisa insumeaza actualmente
pentru carne un azotat de potasiu 0,06% si pentru azotat de sodiu 0,05% din cantitea de carne si grasime utilizata. In unle tari utilizarea concomitenta a azotatului si azotitului de sodiu este admisibila. Substantele de saramurare furnizeaza produsi de reactie necesari la inrosire care se unesc cu substanta colorata din muschi si dau culoarea rosie de saramurare, precum si aroma de sarat.
Despre azotat si nitrit in produsele de carne si in alte produse alimentare se scrie si se discuta actualmente foarte mult in toata lumea, deoarece pot fi considerati ca materiale de baza posibile pentru formarea unei grupe de substante cancerigene (nitrozamina).
Nitrozaminele sunt compusi nitrozo ai acidului azotic cu amine secundare si tertiare. Aminoacizii este o grupa amino secundara pot nitroza si dupa transformare sa dea nastere la nitrozamina. Anumite microorganisme reducatoare de nitrat si nitrit care apar in produsele de carne si in salamurile crude pot forma anumite conditiuni din nitrat si amine secundare , nitrozamine. Nitrozaminele izolate sau detectat in cantitate mica in salamuri crude. Se face intense cercetari cu privire la prezenta nitrozaminelor in produse de carne si salamuri de durata. In R.F.G. si R.S.R. precum si in alte tari se analizeaza in ce masura la o eventuala interzicere a azotatului, se poate reduce continutul de azotit din amestecul de sarare cu azotit , fara insa a influenta culoarea gustul si durabilitatea produsului.
Conform cercetarilor experimentale mai noi este posibil sa se scada continutul in azotit in o serie de produse de carne si la salamurile crude, cu aproape jumatate fara sa ne temem de unele dificultati tehnologice sau de dezavantaje cu privire la culoare si gust.
Condimentle amelioreaza si perfectioneaza aroma salamului. La adaugarea condimentelor se va urmari ca aceasta sa fie inprastiate de cuter uniform. Se continua tocarea pana cand indicatorul de turatie ajunge la 1, cand se pune in functiune dispozitivul de descarcare. Pasta rezultata de la maruntire va fi analizata rapid in cea ce priveste continutul de umiditate care poate fi cuprins intre 50-53% pentru a se urmari celelalte faze ale fluxului.
Umplerea
Pentru umplere se foloseste linia Kramer Grebe, care este asimilata la Tehnoutilaj. La aceasta linie masina de umplut este racordata la cuter. Din cuter, pasta fin maruntita si condimentata trece in dispozitivul de presare in care pasta este indesata prin intermediul unui melc, cu folosirea concomitenta a dezaerarii. Pasta dezaerata si comprimata este apoi impinsa in cilindrui de umplere. Cilindrii de umplere sunt ridicati pe o linie si trimisi prin cadere libera in dreptul unuia din tuburile de umplut .
Cilindrul cade in dreptul unui piston , se fixeaza capatul de umplere si se umple prin impingerea pastei de catre piston. In dreptul fiecarui tub se afla o masa cu banda transportoare la care lucreaza muncitorii legatori. In ultimul timp s-a introdus un dispozitiv care sa asigure uniformizarea umplerii . Legarea se face cu dispozitive tip policlipse.
Pregatirea matelor pentru umplere se face intr-o camera speciala, in care matele artificiale se taie in lungime in functie de calibru, dupa aceasta se inmoaie in apa calduta , timp de 15 minute , apoi se scurg de apa, se zvanta si se leaga la unul din capete.
Matele naturale se desareaza cu 12 ore inainte de umplere, apoi se spala in solutie de permanganat de potasiu 0,02%, timp de 15 minute, se intorc cu mucoasa inlauntru, se sorteaza si se taie in lungime in functie de calibru, se leaga la un capat, se scurg, se zvanta si se trec la umplut.
De asemenea se pregateste sfoara si clipsurile , precum si etichetele , care se leaga la fiecare baton. Avand in vedere ca in sortimentul de produse intra si produse de calibru subtire, linia de umplere s-a completat cu un sprit tip Vemag, care a fost experimetat cu rezultate bune. Acest sprit este dotat cu un dozator si cu o masina de clipsat.
Maturarea, afumarea si uscarea
Procesul de maturare cuprinde fenomenele de inrosire, legare si aromatizare. In cele ce urmeaza vom da cateva amanunte pe scurt cu privire la aceste fenomene, deoarece in literatura de specialitate este tratat mai des acest subiect. Inrosirea sau formarae culorii, are la baza fixarea la mioglobina a oxidului de azot, care ia nastere din azotat respectiv amestecul de sarare cu azotit, rezultand azoximioglobina care da culoarea rosie salamului, ca si la celelalte produse sarate.
La prelucrarea cu azotat , acesta trebuie redus mai intai in azotit, cu ajutorul bacteriilor dentrificante, care descompun azotatul. Intre acestea sunt in principal micrococii, dar si alte microorganisme, care la inceputl maturarii sunt viabile si apte de a elabora enzime care reduc nitratul. In mod normal, salamul se inroseste cand circa jumatate din mioglobina se transforma in azoximioglobina. Un salam astfel inrsit nu are insa culoarea stabila. Pentru aceasta este necesar ca cel putin ¾ din colorantul din muschi sa se transforme in culoarea rosie de saramurare. Restul care nu s-a inrosit, ca si colorantul , pot si atacate de microorganismele care distrug culoarea, sau agentii de oxidare (oxigen, peroxizi).
Abia dupa un anumit timp de la umplere culoarea devine mai stabila, datorita transformarii in miocromogen cu oxid de azotat (culoare rosiedurabila), dar nu este nici aceasta absolut stabila.
Ea poate fi descopusa datorita peroxizilor care iau nastere la rancezire sau datorita microorganismelor. La fabricarea salamului crud cu azotat, esteimportant ca scaderea pH-ului la 5,5 sa aiba loc treptat si nu prea repede, pentru ca sa se poata forma suficient azotit din azotat.
La o scadere prea rapida a pH-ului pot apare defecte de inrosire ca urmare a inhibitiei microflorei reducatoare de azotat sau a enzimelor care reduc azotatul si azotitul (formare defectuasa a culorii, miez cenusiu).
De aceea, la saramurarea cu azotat trebuie evitate pe cat posibil adaosurile mari de zahar si temperaturile ridicate de maturare. In opozitie cu aceasta, la utilizarea amestecului de sarare cu azotit este avantajoasa o acidulare rapida cu scaderea ph-ului sub 5,5 , deoarece aici lipeste faza de reducere de la azotat la azotit.
Mai mult inca, trebuie accelerata formarea oxidului de azot din azotit, pentru ca colorantul din muschi sa fie protejat de reactiile de oxidare daunatoare. Prin adaugarea acidului ascorbic sau a ascorbatului de sodiu se poate accelera formarea oxidului de azot si favorizeaza fixarea culorii.
Atat la inrosirea cu azotat cat si cu amestec de sarare cu azotit este necesara pentru desfasurarea procesului d inrosire , o anumita acidulare (scaderea ph-ului) a salamului. De aceea se adauga in amestecul de sarare substante zaharoase. Acste substante se descompun in decursul maturarii cu ajutorul microoganismelor de maturare, care formeaza acizi, in acizi si in parte si in produsi neacizi de fermentatie (alcooli, aldehide). La acest proces de fermentatie contribuie in primul rand bacteriile acidolactice dar si alte microorganisme.
Acestea descompun dubstantele zaharoase adaugate pastei, precum si hidratii de carbon existenti in carne, din care iau nastere in primul rand acid lactic si in mai mica masuraalti acizi (acid acetic,acid pirotartric, acid carbonic, acid butiric, acid propionic).
Felul si cantitatea d acid, desfasurarea pH-ului si valoarea finala a pH-ului depinde de felul zaharului si cantitatea acestuia, apoi de conditiile de maturare (de exemplu temperatura) si in special de microorganismele existente.
Deci capacitatea de formare a acizilor este diferita la diferitele specii de germeni. Dar si calibrul salamului pare sa joace anumit rol. S-a stabilit ca salamurile crude groase se aciduleaza in general mai usor si mai puternic decat cele subtiri.
Conform experientei, acestea iau mai usor un gust acru, mai ales cand s-a adaugat prea mult zahar si cand maturarea s-a facut in conditii nefavorabile (de exemplu la temperatura mare de maturare).
La utilizarea substantelor zaharoase, macromoleculele (sirop de amidon uscat), salamul atinge mai tarziu nivelul de acidulare din cauza unei acidulari mai lente decat la adaugarea zaharurilor cu molecula mica (de exemplu dextroza) care de obicei aciduleaza mai repede.
Legarea este un proces fizico-chimic la care rolul hotarator il joaca albumina din carne, existenta la suprafata de separatie dintre particulele de carne si de slanina, in spatiile intermediare. La tocare, din fibrele musculare distruse se pune in libertate albumina si chiar prin sarare se dizolva intr-o cantitate corespunzatoare continutului de sare.
Cu scaderea valorii pH-ului sub aproximativ5,3 , albumina obtine trecerea de la starea de sol la cea de gel, proprietati de legare si se solidifica. Concomitent se umfla particulele de carne datorita carora salamul devine mai consistent.
Prin cedarea continua a umiditatii, creste mereu rezistenta.
Prin aceasta, particulele de salam primesc in cele din urma consistenta si salamul se leaga si devine compact. Salamurile care in timpul maturarii nu ating valori ale pH-ului de 5,3 se usuca mult mai incet,intarindu-se mai tarziu sau daca valoarea pH-ului si valoarea aw este relativ ridicata, se poate degrada.
Fenomenele care deranjeaza acidularea normala sau care modifica albumina hotaratoare pentru legarea (descompunerea bacteriana a albuminei) actioneaza dezavantoajos asupra legarii si dezvoltarii consistentei.
O acidulare suficienta apara de regula albumina din carne de atacul microorganismelor proteolitice, care sunt sensibile la valorile pH scazute si la conceptiile crescande de sare de bucatarie, prin uscare; aceasta inseamna valori aw scazute.
Aromatizarea este conditonata de acidulare care este din importante componente ale aromei salamului. Acest lucru este valabil in special pentru salamurile crude maturate rapid, care dupa o scurta perioada de maturare se pun in consum si de care apartin salamurilor cu gust acrisor si cu aroma tipica. Gustul acrisor este dat mai ales de acidul lactic care a luat nastere din descompunerea zaharului , deoarece acesta predomina cantitativ.
Dar si alti acizi care apar in cantitati mai mici, mentionati mai inainte contribuie in masura corespunzatoare la componenta de gust acru. La salamurile crude cu durata mare de fabricatie cum este Salamul de Sibiu , gustul acrisor scade tot mai mult in favoarea unei arome specifice de maturat a salamului crud. Acest lucru se observa de cele mai multe ori si la cresterea treptata a valorii pH, a carei cauza este aparitia produsilor de descompunere alcalini. Prin urmare la salamurile crude suficient maturate gustul acrisor nu mai este de regula perceptibil si nu este considerat cu gust nornal.
Pe langa acizi la maturarea salamului crud se formeaza din descompunerea albuminei , a grasimii si a hidratilor de carbon si numerosi compusi chimici volatili si nevolatili ca de exemplu peptide, aminoacizi, acizi grasi, aldehide, amine si in special compusi carboxilici cu molecula mare, dintre care un procent este considerat substante cu aroma.
Este valabil mai ales pentru anumiti compusi carboxilici care sunt cunoscuti ca substante de arome intense si care sunt facuti responsabili pentru gustul si mirosul salamului crud. Din pacate cu toate cercetarile intense, se cunoaste inca prea putin care substante singure sau in amestec dau aroma tipica de salam crud.
Cunoasterea exacta a substentelor chimice la dezvoltarea aromei ar putea da noi posibilitati la influenta artificiala a aromei in salamul crud, urmarindu-se sa se selectioneza acele substante care sunt identice substantelor chimice naturale.
Afumarea incepe atunci cand culoarea continutului a ajuns si la marginea salamului si s-a stabilizat astfel incat sa nu fie posibile decolorari ale margini datorita unor eventuale afumari prea intense.
Exista insa producatori de salam crud care chiar din prima zi pun salamurile la un fum slab, pentru a impiedica inainte de toate ca suprafata salamului sa devina lipicioasa. Din aceasta cauza batoanele umplute se tin 12 ore la linistire, apoi se zvanta 75-100 ore. Salamul crud se afuma la rece a temperatura care sa nu depaseasca pe cat posibil 12oC .
Mentinerea temperaturii specifice in instalatii de afumare de constructie mai veche (camere de afumare, tunele de afumare) cu izolare insuficineta si fara o reglare a temperaturii , a umiditatii relative si a circulatiei aerului si care este influentata de conditiile climatice exterioare, provoaca insa greutati considerabile. De aceea s-a introdus afumarea climatizata. In instalatiile moderne de afumare cu climatizare , se efectueaza o afumare independenta de conditiile climatice exterioare. Instalatiile de afumare la rece au avantajul ca fac posibila zvantarea si afumarea salamului intr-o singura instalatie, unde nu mai este necesara mutarea produsului dupa zvantare.
Instalatiile sunt echipate cu dispozitivele tehnice necesare pentru producerea si reglarea temperaturii , umiditaii relative a aerului pentru aducerea aerului proaspat, miscarea aerului, evacuarea aerului uzat si pentru producerea fumului. Unele exceptii, salamul crud se afuma in aceste instalatii cateva zile intr-un fum de la moderat pana la dens ( afumarea de scurta durata). Durata totala zvatare-afumare rece este de 6 zile. Prin afumare salamul crud trebuie sa obtine o culoare corespunzatoare de fum , sa aiba un gust placut de fum si o buna durabilitate.
Culoarea de fum variaza dupa calitatea fumului utilizat la afumare(felul lemnului), temperatura de ardere , metode de afumare, temperatura fumului si umiditatea acestuia, durata de galben-auriu slab, pana la negru-maroniu intens. Astfel fagul ,teiul si artarul produc culoarea galben deschis, stejarul si aninul galben inchis pana la brun, lemnul de enupar inchis si lemnul coniferelor culoarea brun spre negru. Culoarea de afumat este data atat de substantele colorate existente in fum (fenoli si alte substante) cum si de combaterea chimica a fumului (carbonili) cu componentele albuminei (aminoacizi) din carne la care se formeaza compusi de culoare inchisa denumiti melanoide .
La dezvoltarea aromei de fum , a carei chimism nu este inca bine cunoscut iar parte intre altele , fenolii, compusii dicarbonilici, diacetiul, acizii organici, si alte categorii de substante. Durabilitatea salamurilor crude afumate se bazeaza pe prezenta substantelor germicide din fum , care se depun la afumare pe suprafata salamului si care patrund prin membrana in compozitia salamului. In functie de calitatea fumului, de temperatura acestuia si de umiditate, de densitatea fumului, durata de afumare, calitatea membranei salamului , tocarea continutului salamului si gradului de uscare a marginii salamului depinde durabilitatea produsului.
Actiunea conservanta a fumului este in parte pusa in legatura prezenta acizilor organici (acid formic, acid benzoic), aldehide in special formaldehida si o serie de compusi fenolici. Trebuie sa se tine seama ca efectul de coinservare este de multe ori doar cu o durata limitata , deoarece substantele acide se inactiveaza in parte sau se volatilizeaza. In afara de aceasta in fum sunt continute substante antioxidante care fac ca salamurile afumate sa fie mai rezistente la rancezire.
Pe de alta parte pot apare in anumite conditiuni evidente si substante prooxidative care duc la culoarea oxidativa in cenusiu a marginii salamului. Calitatea fumului depinde in mare masura de temperatura. Cu cat temoeratura de ardere este mai scazuta cu atat fumul este mai aromat . Cele mai favorabile sau dovedit pana acum temperaturile de ardere de la 300oC pana la 500 oC .
La aceste temperaturi se pun in libertate substante aromatizate si conservante in suficienta masura in timp si la temparaturi mai ridicate, apar mai mult gudroane si substante cancerigene (3,4 benspiren). Conform ultimelor date continutul in 3,4 benspiren nu trebuie sa depaseasca 1 ppb, ceea ce nu este cazul in mod normal la afumarea rece a salamului crud.
Pierderile in greutate in perioada de afumare sunt de 13-14%. Matuararea si uscarea este veriga finala a procesului tehnologic. Dupa terminarea afumarii, salamurile crude trec la maturare si lauscare in incaperi amenajate in mod special. Acolo raman pana la terminarea maturarii. In timpul acestei faze de maturare, procesele de maturare microbiene si enzimatice se desfasoara in continuare si salamul pierde in greutate prin uscare. Corespunzator cu aceasta scade si valoarea aw.
La salamurile durabile bine uscate , aceasta valoare poate fi in anumite conditiuni chiar sub 0,80. Totusi cele mai multe ori , salamurile nu se usuca atat de mult ci ajung in comert cu valori de aw relativi mari. La fabricarea salamulu de Sibiu, incarcarea depoziturilor este bine sa se faca in 3 zile , dupa care se face insamantarea cu spori de penicillium expansum , care se pulverizeaza cu ajutorul unui aparat cu aer comprimat de la retea. Dupa insamantare se lasa in liniste 24 de ore la
13-14 oC si umiditatea de 87-90% . Faza de mucagaire dureaza 25-45de zile. Pe suprafata salamului apare la inceput un strat mucegai alb care se inverzeste treptat .
Cand intreaga suprafata are culoare verde inchis se scade umidiatatea la 70-75% in vederea pregatirii mucegaiului. Dupa periere este o perioada de linistire. Viteza de uscare depinde de factori diferi. Dupa cum s-a mentionat, un rol important joaca in acest caz , compozitia salamului, gradul de maruntire , calitatea membranei salamului, calibrul si in special conditiile de uscare (temperatura , umiditatea relativa si miscarea aerului). Slamurile crude cu
procent mai mare de carne, se usuca mai repede si mai mult decat salamurile cu mai multa slanina. Salamurile crude cu tocatura fine sau acela mai subtiri , pierd mai usor apa decat cele cu tocatura fina sau cu cele cu diametru mare.
La salmurile crude in mate naturale cedarea apei este in general mai lenta decat la salamurile in membrana artificiale.
Cu cat este mai scazuta umiditatea aeruluisau cu cat mai ridicata temperatura si mai intensa miscarea aerului, cu atat este mai rapida si mai intensa uscarea salamului. Salamurile crude semitari au nevoie de aproximativ 2-3 saptamani pentru a se dezvolta aroma optima.
Pentru salamurile durabile, sunt necesare perioade mai lungi de maturare, pentru a capata aroma tipica de maturat si pentru a prezenta o buna durabilitate. Pentru uscarea salamurilor crude, se considera utile temperaturile de maturare de
12-14 oC la umiditaatea relativa a aerului de 80-83%.
Un curent slab de aer de maxim 0,1 m/s trebuie sa existe in aceasta faza de finisare, circa 14 ore si 8 ore repaus.
Salamurile nu trebuie sa stea prea dens (cel putin o latime de salam - spatiu intermediar) sau sa se miste pentru ca aerul proaspat sa poata ajunge usor la aceasta. In primul rand trebuie evitate stagnarile de umiditate intre salamuri.
Dupa faza de uscare, urmeaza faza de finisare, care dureaza 20-25 zile , la temperatura de 12-14 oC si umiditatea relativa de 70-75% cu circulatia intermediara a aerului , respectiv ventilatie mica si 5 ore repaus.
In timpul maturarii ulterioare, prin uscarea continua a salamului (scaderea valorii aw) scade numarul de germeni dupa un anumit timp, dar procesele biochimice si cele produse de microorganisme, respectiv fermentii acestora, se continua neintrerupt, insa mult mai lent.
In faza maturarii ulterioare, un salm durabil dezvolta intai aroma tipica de maturat, prin care se deosebeste considerabil de sortimentele de salam crud semitari, mai proaspete.
In primul plan par sa stea aici modificarile grasimii produse de fermentii lipaza si lipoxidaza. In cazuri de salamuri foarte vechi , aceste modificari pot progresa atat de puternic, incat iau nestere substante olfactive si gustative nedorite.
Salamurile crude se protejeaza de lumina cel mai bine atarnate in incaperi intunecoase , lipsite de misrosuri straine si alti daunatori.
SCHEMA TEHNOLOGICA DE FABRICARE A
SALAMULUI DE SIBIU
In fabricile noi de salam de Sibiu se aplica urmatoarea tehnmologie.
8. Maruntirea si amestecarea materiilor prime si auxiliare. Pentru realizarea unor produse uniforme, trebuie determinat raportul componentelor pastei. Dupa ce proportiilesunt stabilite, carnea intarita si slanina congelata se cantaresc si se introduc in cuva cuterului. La viteza mica cele doua componente se amesteca , iar la viteza mare se maruntesc. Durata unei maruntiri se va stabili cu ajutorul unui tehometru. Bobul optim trebuie sa fie de circa 2 mm. Condimentele pregatite in sala de condimente, potrivit retetei de fabricare se introduc cantarite, spresfarsityl tocarii. Pasta rezultata se analizeaza pentru a se putea urmarii fazele urmatoare.