|
|
|
|
Robotizarea proceselor de taiere si a proceselor conexe.
1. Particularitati si cerinte pentru robotii folositi la procesele de taiere.
Numarul aplicatiilor robotizate ale proceselor de taiere este cu mult mai redus decat cel intalnit la sudare. Consideram ca unul dintre motive este precizia deosebita ceruta robotilor in acest caz, deoarece daca la sudare, baia de metal topit "integreaza' micile abateri de pozitionare si deplasare, la taiere orice discontinuitate de pozitionare sau inconstanta a vitezei, acceleratiei, etc. se traduce prin neuniformitati ale suprafetei taiate.
In ultimul deceniu, perfectionarea organelor de masini (ghidaje liniare, suruburi cu bile, reductoare armonice, etc), a motoarelor si actionarilor acestora, a traductoarelor si sistemelor de comanda au facut posibila realizarea unor RI cu performante dinamice si de precizie mari la costuri cat se poate de accesibile. Astfel, precizii de ordinul a +/- 0,2 mm si chiar mai bune, in cea mai defavorabila combinatie de perturbatii permit folosirea unor roboti comuni inclusiv la robotizarea proceselor de taiere.
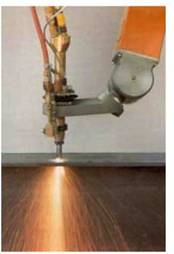
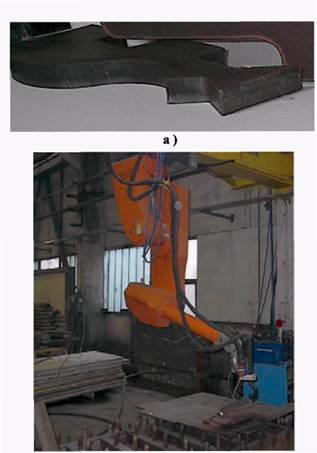
Figura 4.8. Robot pentru RI taierea orificiilor intr-o grinda cu pereti de 12 mm grosime
Din punct de vedere al capacitatii portante RI trebuie sa poarte capul de taiere si pachetul de cabluri si furtunuri al acestuia. Sunt suficienti pentru acest scop 6080 N, tinand cont si de reactiunile dinamice. Adeseori prin echilibroare judicios amplasate este suportata partial greutatea furtunurilor. Daca sunt necesare ventile de comanda / blocare / siguranta, acestea se monteaza de obicei pe o placa amplasata pe una din axele principale ( axa 2 sau 3 ) ale robotului.
Sistemul de comanda al RI asigura in principal deplasarea pe traiectoria de taiere prin conturare ("continuous path') si pornirea/oprirea taierii. La taierea cu plasma, aceasta inseamna conectarea / deconectarea sursei de alimentare a arcului de plasma; in cazul taierii oxigaz, robotul va comanda din program, dupa cum se arata in figura 2, iesiri ce actioneaza asupra unor electroventile (comanda oxigen, acetilena , metan); la taierea cu jet de apa, ventilul apei sub presiune, s.a.m.d.
In urma cu cateva decenii, la inceputul epocii robotizarii industriale, majoritatea elementelor de structura, respectiv organe de masini se confectionau din subansambluri debitate fie mecanic, fie pe masini de taiere in coordonate. Acesta ar putea fi un alt motiv pentru care robotii sunt mai rar utilizati la automatizarea proceselor de taiere. In ultimii ani, aceste repere se realizeaza frecvent prin debitarea unor profile sau tuburi, adesea dupa traiectorii foarte complexe.
Consideram ca aceasta va duce la extinderea aplicatiilor robotizate de taiere. De asemenea, accelerarea folosirii robotilor la taiere este favorizata de dezvoltarea sistemelor de programe specializate pentru debitare.
Intrucat datele cunoscute privind raspandirea diferitelor sisteme de taiere mecanizate, automatizate si cu atat mai putin robotizate din tara noastra sunt extrem de reduse, in tabelul 1 se prezinta aprecierile cu privire la gradul de mecanizare (automatizare, de obicei pe masini in coordonate X-Y), bazate pe cunoasterea unui mare numar de unitati industriale reprezentative, atat din sectorul de stat, cat si din cel privat.
Tabelul 1. Aprecierile cu privire la gradul de robotizare al procesului de taiere
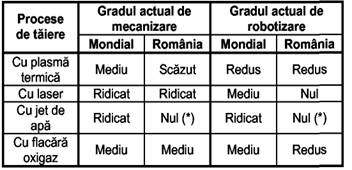
(*) numarul de aplicatii cunoscute este nul, varianta manuala nu poate fi imaginata
2. Sisteme robotizate de taiere cu flacara oxigaz
Din diferite cauze, flacara utilizata la taierea oxi-gaz ar putea, in timpul procesului de taiere sa se stinga. In cazul taierii robotizate, in absenta operatorului uman, aceasta ar putea avea efecte periculoase datorita gazelor combustibile / explozive ce ar continua sa iasa din capul de taiere. Pentru a impiedica acest lucru, in practica se utilizeaza adesea un sistem de supraveghere a arderii flacarii, ca de exemplu :
> o fotocelula care sesizeaza absenta radiatiei luminoase a flacarii; un traductor de ionizare al gazului fierbinte din apropierea jetului de taiere;
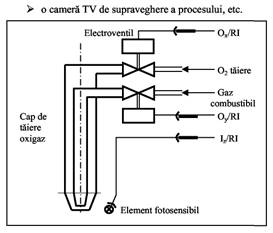
Figura 4.9. Schema de principiu a comenzilor si alimentarii unui cap de taiere oxigaz in cazul taierii robotizate.
Semnalele de la aceste traductoare comanda blocarea admisiei gazelor (O2, C2H2) si oprirea robotului pe traiectorie. Robotii industriali moderni permit ca dupa remedierea cauzei stingerii si reaprinderea flacarii de taiere, procesul sa poata fi reluat din locul opririi.
Programul specializat de elaborare a subrutinelor de taiere va genera si va trimite direct in sistemul de comanda al robotului codul obiect al programului de debitare.
Pana nu demult, aprecierea calitatii taieturilor se facea pentru fiecare dintre cele trei procedee (oxigaz, plasma, laser) dupa norme specifice. In prezent este in curs de finalizare norma EN ISO 9013, care unifica criteriile de evaluare.
Capul de taiere utilizat la taierea robotizata oxigaz este practic similar cu cele utilizate la masinile de taiere CNC.
Se observa in figura 4.8 prezenta unui conductor care faciliteaza folosirea capului de taiere ca senzor de contact.
In fig.4.10a se prezinta in detaliu un cap de taiere oxigaz pentru sisteme robotizate, iar in fig.4.10b taietura tipica din punct de vedere al calitatii ce se poate obtine pe astfel de sisteme.

a) b)
Figura 4.10. a) Cap de taiere oxigaz pentru sisteme robotizate b) taietura tipica pentru astfel de sisteme
Premizele si efectele procesului de taiere cu oxigaz
Un proces continuu de taiere oxigaz poate sa se produca in rostul taiat numai daca sunt indeplinite urmatoarele conditii:
daca muchia superioara a taieturii se afla in permanenta la temperatura de aprindere ;
daca exista in permanenta o cantitate suficient de mare de atomi din substantele reactivante (oxigen si fier) ;
daca caldura de reactie este suficienta pentru a produce lichefierea produsilor de reactie ;
daca energia cinetica a jetului de oxigen este suficient de mare pentru a produce purjarea ( indepartarea ) filmului de material topit
1.3.3. Sisteme robotizate de taiere cu plasma.
Datorita numeroaselor avantaje tehnico-economice, in ultimul timp se constata tendinta de inlocuire a flacarii oxigaz cu arcul de plasma.
Atat comanda mediilor plasmagene si de protectie, controlul energiei arcului de taiere, precum si sesizarea arderii acestuia se pot face mult mai usor decat la sistemele oxigaz, pe cale electrica.

Figura 4.11. Aspect din timpul taierii robotizate cu plasma de aer
Ca si in cazul taierii pe masini automate, piesele pot fi asezate pe mese de taiere, prevazute cu cuie conice sau role. In cazul taierii robotizate apare posibilitatea suplimentara de a pune piesele pe o masa de pozitionare cu 1 - 3 grade de mobilitate, ca in figura 4.12., ceea ce permite sanfrenari oricat de complexe.
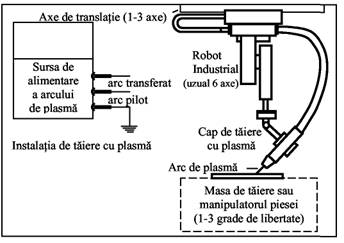
Figura 4.12. Sistem complex pentru taierea robotizata cu arc de plasma, avand 8 pana la 12 grade de libertate.
In cazul reperelor de mari dimensiuni, robotii obisnuiti (antropomorfi) se deplaseaza cu ajutorul unui sistem cartezian de baza, avind 1-3 axe, obtinandu-se in mod curent volume de lucru de 10 x 4 x 2,5 m3; un astfel de sistem este infatisat in figura 4.13, iar cateva dintre reperele debitate pe el in figura 4.14.
Capetele pentru taierea robotizata cu arc de plasma pot fi cilindrice sau pot avea forma din figura 15, care permite abordarea cu diverse unghiuri prestabilite a operatiilor de debitare/sanfrenare: prinderea capului pe axa finala a robotului se poate face pe portiunea verticala (ca in figura) sau pe portiunea adiacenta inclinata.

Figura 4.13. Sistem robotizat pentru taierea pieselor de mari dimensiuni
b)
Figura 4.14. Repere avand configuratie complexa ( a ), debitate pe un sistem robotizat de taiere cu plasma ( b ).
Capetele moderne de taiere sunt prevazute cu diuze din aliaje dure de cupru, racite cu apa si electrozi de zirconiu "Tiafhiu" in cazul taierii cu azot sau oxigen.
Uzura acestora este redusa: o pereche electrod / diuza asigura taierea a 3 pana la 120 metrii de taietura in tabla de 10 mm.

Figura 4.15. Cap tipic pentru taierea robotizata cu arc de plasma.
Procedeul de taiere cu plasma si oxigen, dezvoltat in ultimele decenii prezinta anumite perticularitati.
Arcul de plasma se prezinta sub forma unui fascicol bine legat, pune la dispozitie o cantitate mare de energie termica si este capabil astfel sa topeasca materialul pe toata grosimea taieturii. In plus, jetul fierbinte, avand temperaturi intre 4000 si 20000 °K, poseda o energie cinetica mare, care usureaza indepartarea materialului topit.
Oxigenul patrunde prin jetul de plasma si se incalzeste in asa masura, incat moleculele sale sunt disociate si trec intr-o stare ionizata, in care conductibilitatea electrica este considerabila. In aceste conditii, reactivitatea oxigenului se diminueaza odata cu cresterea temperaturii. Ca urmare, la taierea cu plasma si oxigen nu se indeplineste conditia a doua din cele patru prezentate. Se poate demonstra chiar si prin calcul ca, deasupra temperaturii de 4500°C, reactia dintre fierul continut in metalul de baza si oxigen nu mai este posibila. Acest lucru inseamna ca in imediata apropiere a frontului de taiere, fierul nu este oxidat. Taierea cu plasma si oxigen este, in consecinta, un procedeu de taiere prin topire.
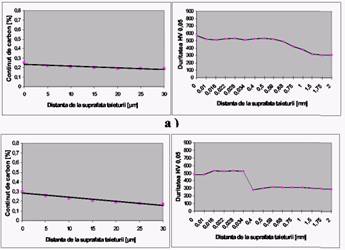
Orice arc de plasma are de-a lungul diametrului sau o repartitie caracteristica a temperaturii. Miezul arcului - extrem de fierbinte - este inconjurat de o teaca de gaz (O2), relativ rece. Din acest motiv, aceasta manta poate produce o oarecare oxidare a suprafetei de taiere. Cercetari analitice si metalurgice precum si masuratori ale duritatii au confirmat ca modificarile produse de oxigen pe muchiile taieturilor sunt mai mici la procedeul de taiere cu plasma decat la procedeul autogen de taiere, dupa cum se arata in figura 4.16.
b)
Figura 4.16. Modificarile muchiei taieturii la procedeul de taiere cu laser si oxigen ( a ) si modificarile muchiei taieturii la procedeul de taiere cu plasma si oxigen ( b ).
Se pot aduce mai multe argumente in favoarea folosirii oxigenului la taierea cu plasma. Oxigenul are o serie de proprietati care il fac sa se preteze pentru un gaz de plasma: caldura specifica (entalpie) si conductibilitate calorica, ambele mari.
Prin influenta sa asupra metalului topit, oxigenul face ca baia topita sa fie mai fluida ceea ce favorizeaza procesul de degazare a topiturii. De asemenea, in cazul oxigenului se pot evita acumularile compusilor de azot pe suprafetele taiate.
Pe langa taierea propriu - zisa, echipamente asemanatoare, compuse dintr-un robot si o instalatie laser se folosesc actualmente la curatirea suprafetelor metalice, marcare sau perforare. De exemplu, compania americana DATRONIX a pus la punct un sistem de perforare cu fascicol laser al circuitelor imprimate.
Echipamentul, dezvoltat la finele anilor 90, poate perfora pana la 1000 de orificii pe secunda, in textolit stratificat armat cu fibre de sticla, avand sase straturi de cablaj din cupru.
Graficele aratate in continuare ilustreaza dependenta dintre coeficientii de interactiune ai materialelor cu raza laser si lungimea de unda X a acesteia, pentru cateva dintre cele mai comune metale. Barele verticale din figura reprezinta intensitatea relativa de interactiune pentru doua tipuri uzuale de laser, cel care foloseste alexandritul (A) si cel bazat pe neodim-ytrium (Y).
Pentru acestea si pentru alte materiale, laserul cu alexandrit este evident mai avantajos energetic. Ca domeniu principal de aplicare se mentioneaza in literatura taierea tablelor si foliilor subtiri metalice.

Figura 4.17. Coeficientii de intensitate relativa de interactiune dintre fascicolul laser si cateva metale uzuale.
Se remarca din figura prezentata ca lungimile de unda ale celor doua surse laser analizate sunt in infrarosul apropiat ( 755 nm ) pentru alexandrit, respectiv domeniul mijlociu al radiatiei infrarosii ( 1060 nm ) in cazul laserului Nd:YAG. Parametrii principali ai laserului cu alexandrit sunt:
energia impulsurilor: 5 - 40 J / impuls ;
puterea medie : 10 - 100 J;
durata impulsurilor : 0.1 - 10 ms ;
frecventa impulsurilor : 1 - 20 Hz.
Constituind o sursa de energie pura, perfect controlabila de pana la 56 kW, atat laserul cu CO2 cat si cel cu Nd:YAG continua sa fie aplicate pe scara larga la taierea materialelor, obtinandu-se taieturi acurate, calitative si repetitive intr-un domeniu larg de grosimi.
Fata de metodele clasice de taiere, laserul permite si decupari pe piesele deja uzinate final, fara a produce distorsiuni termice. In ultimii ani, laserul a devenit o unealta tehnologica uzuala, inlocuind de exemplu poansoanele pentru decupare mecanica.
Posibilitatea de a taia piese tridimensionale complexe in conditii de mare precizie, cu zone minimale afectate termic, a contribuit la o crestere substantiala a aplicarii laserelor - atat cel cu CO2 cat si cele solide la aceste procese.
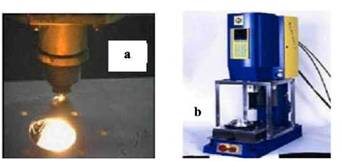
La puteri mici, laserul este fixat direct pe ultimul grad de mobilitate al robotului, pe cand in cazul puterilor mari fascicolul de lumina coerenta este condus prin tubulaturi adecvate. De asemenea, exista producatori de sisteme manuale pentru taiere cu laser ca si cel prezentat in figura 4.18. Tubulaturile folosite pot fi rigide, in cazul puterilor mari (peste 23 kW), compuse din mai multe segmente articulate, prevazute cu oglinzi in nodurile articulatiilor. Datorita energiilor mari vehiculate la nivelul suprafetelor acestor oglinzi, ele sunt racite cu lichid, in circulatie fortata.
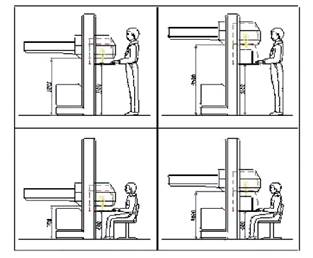
Figura 4.18. Loc de munca destinat operatiilor de taiere manuala cu laser.
Sisteme robotizate de taiere cu jet de apa
Debitarea cu un jet de apa sub presiune reprezinta o tehnologie care se impune tot mai mult, in special la debitarea materialelor neferoase.
Pentru materialele uzuale se folosesc instalatii care ridica presiunea apei la 2000 -4000 bar, realizate pe baza unor pompe cu dublu efect.
In circuitul primar, o pompa hidraulica furnizeaza ulei la o presiune de 180200 bar, care ataca primarul amplificatorului hidraulic (P in figura 4.19.). In secundar apa este comprimata de catre pistonul S, presiunea rezultata fiind dedusa din egalitatea:
P1 * S1 = p2 * S2
in consecinta p2 = S1/S2*p1

Figura 4.19. Taierea robotizata utilizand un jet de apa la mare presiune.
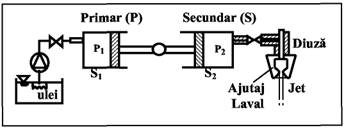
Figura 4.20. Schema de principiu a generatorului de presiune utilizat la taierea cu jet de apa.
Utilizand apa pura, dedurizata, se pot taia metale cu grosimea pana la 58 mm. Pentru grosimi mai mari se introduc lateral in jetul de apa sub presiune pulberi minerale (corindon sau mai ales granat) care exercita un efect abraziv puternic si fac posibila taierea unor grosimi de pana la 2530mm.