|
|
|
|
MODELAREA PISTONULUI
Pistonul este piesa care asigura evolutia fluidului motor in cilindru, determinand transmiterea catre arborele cotit prin intermediul boltului si bielei a fortei de presiune a gazelor si a fortei de inertie a pieselor aflate in miscare de translatie. De asemenea, impreuna cu segmentii, pistonul etanseaza cilindrul in ambele sensuri.
Componentele acestuia sunt: capul pistonului, aflat in contact direct cu gazele fierbinti la o presiune maxima situata intre (50 - 150) bar ; regiunea port-segmenti, ce contine canalele in care se introduc segmentii; mantaua sau fusta pistonului, prin intermediul careia se realizeaza ghidarea pistonului in cilindru si transmiterea catre acesta a fortei normale dezvoltate ca urmare a inclinarii bielei; umerii sau bosajele pistonului in care se introduce boltul.
Forta de presiune a gazelor deformeaza pistonul astfel incat apasarea mantalei pe cilindru tinde sa se faca numai pe muchia inferioara a acesteia. Forta normala determina apasarea pistonului pe cilindru, ceea ce produce o uzura ca urmare a frecarii intense dintre cele doua. Sub actiunea reactiunii cilindrului, pistonul se deformeaza sub forma unei elipse cu axa mare dupa directia axei boltului. In paralel cu solicitarile mecanice, pistonul este supus si unor intense solicitari termice, ceea ce determina dilatarea acestuia. Dilatarea radiala a pistonului este inegala, ceea ce determina, intr-o sectiune perpendiculara pe axa boltului, o forma tronconica cu baza mare la nivelul capului, iar intr-o sectiune paralela cu axa boltului, la nivelul acestuia, o forma eliptica cu axa mare situata - de asemenea - dupa directia axei boltului. Analizand deformatiile cauzate de solicitarile mecanice si termice, se impune ca pistonul sa aiba, la rece, un profil longitudinal tronconic in regiunea port-segmenti (cu diametru crescator de la cap spre ultimul segment), iar in sectiunea transversala un profil eliptic cu axa mare perpendiculara pe axa boltului.
Pistonul se confectioneaza, in general, din aliaje de aluminiu prin turnare centrifugala.
Asadar, conditiile severe de lucru impun ca pistonul sa aiba rezistenta mecanica si conductibilitate termica ridicate in conditiile unei mase cat mai mici (aceasta nu atat pentru limitarea consumului de material, cat mai ales pentru limitarea solicitarilor cauzate de forta de inertie, tinand cont de faptul ca pistonul este o piesa de miscare); aceasta se asigura prin conceptie si fabricatie: dimensiuni, material, executie.
|
|
|
|
a. |
b. |
|
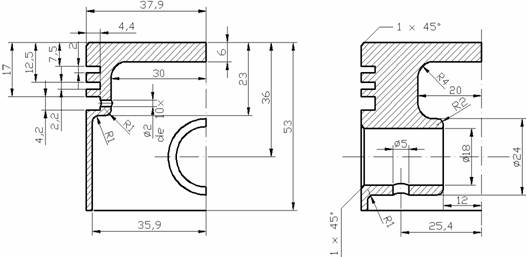
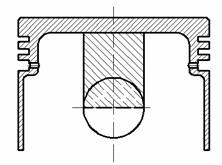
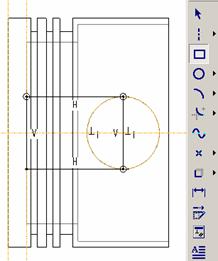
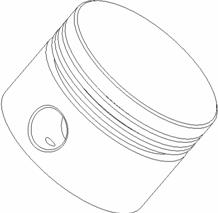
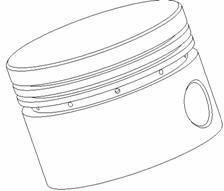
Fig. 3.1. Reprezentarea pistonului |
|
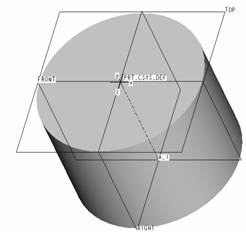
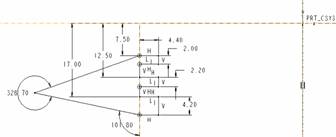
Pentru modelarea virtuala tridimensionala a pistonului, se porneste de la figura 3.1, ce reprezinta evident o simplificare a formei acestuia. Se observa, de exemplu, ca profilul complex al pistonului in cele doua sectiuni ("curb-ovalul" pistonului), nu a fost luat in considerare.
In urma analizei geometriei pistonului (figura 3.1), se stabileste urmatoarea strategie de lucru:
prin analogie cu procedeul de fabricatie (turnare centrifugala) si tinand cont de faptul ca pistonul este un corp de revolutie, se va utiliza operatia Revolve, prin rotirea semiprofilului 2D din figura 3.1, a in jurul axei de simetrie a pistonului; privitor la regiunea port-segmenti, aceasta se va obtine ulterior prin intermediul unui Cut Revolve
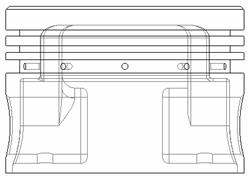
tinand cont de simetria pistonului la zona umerilor, se va realiza mai intai unul din cei doi umeri, urmand ca geometria 3D a pistonului sa fie finalizata prin oglindirea acestuia; asadar, obtinerea umarului se face prin extrudare, pornind de la un cerc de diametru 24 mm (v. figura 3.1, b), situat intr-un plan paralel cu planul de simetrie al pistonului in sectiunea din figura 3.1, b, lateral la 12 mm (offset de 12);
pentru reducerea lungimii in consola a umarului, se va adauga material intre partea interioara a capului, umarului si corpul pistonului (figura 3.1, b); "umplerea" acestui volum cu material se realizeaza prin extrudarea profilului rectangular din figura 3.2, situat intr-un plan paralel cu planul de simetrie al pistonului din figura 3.1, b, lateral la 20 mm;
|
|
|
Fig. 3.2. Rigidizarea umarului |
obtinerea gaurii corespunzatoare boltului si a celei de scurgere a uleiului se face utilizand comanda Hole, mai intai cu optiunea Co-axial, apoi cu optiunea Radial;
este momentul oglindirii (Copy Mirror) umarului rigidizat si gaurit;
realizarea diverselor racordari, respectiv tesituri (Round / Chamfer)
pentru finalizarea pistonului, mai trebuie efectuate cele 10 gauri de scurgere a uleiului, plasate pe zona mediana a canalului segmentului raclor si echiunghiular pe circumferinta; pentru aceasta, se va realiza o prima gaura, utilizand comanda Hole cu optiunea Radial, dupa care aceasta va fi multiplicata cu Pattern.
In continuare sunt prezentate in detaliu etapele ce trebuie parcurse pentru obtinerea geometriei 3D a pistonului. Asadar:
Pasul 1 Deschiderea unei noi sesiuni de lucru in ProEngineer:
File New Part Name: <PISTON> OK
Pasul 2. Rotirea semiprofilului 2D al pistonului in jurul axei sale de simetrie.
|
|
|
Fig. 3.3. Casuta de dialog |
Comanda determina crearea formei de baza ca un solid, prin revolutie (rotatie), pe o singura parte (de vreme ce rotatia va fi completa - 360°), a unei sectiuni 2D, desenata pe fata unui plan, ce va fi ulterior selectat.
Casuta de dialog specifica comenzii Revolve este prezentata in figura 3.3.
2. Se selecteaza planul FRONT, ca plan de schitare pentru forma 2D ce va fi rotita.
3. Okay (se accepta sensul de vizualizare pentru planul de schitare) Default
4. SKETCHER | References implicit, programul a ales ca baze de cotare, planele TOP si RIGHT, a caror vizualizare in aceasta vedere consta in doua linii : una orizontala, pentru planul TOP, cealalta verticala, pentru planul RIGHT.
|
|
|
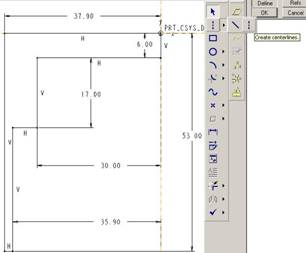
Fig. 3.4. Profilul 2D ce sta la baza operatiei Revolve |
5. Se va continua prin trasarea cu linii a semiprofilului reprezentat in figura 3.1, a. Se reaminteste ca regiunea port-segmenti va fi generata ulterior. Schitarea se va face astfel incat sistemul de coordonate implicit sa fie pozitionat in centrul capului pistonului (figura 3.4).
Evident, schitarea la acest pas si a regiunii port-segmenti ar fi permis obtinerea formei de revolutie complete a pistonului dintr-o singura operatie. Aceasta varianta se propune cititorului ca tema de casa.
Pentru finalizarea schitei, se adauga si axa (centerline) in jurul careia se va efectua miscarea de revolutie (figura 3.4), dupa care se va stabili unghiul (angle) de rotatie: 360°. Rezultatul operatiilor efectuate la acest pas este prezentat in figura 3.5.
|
|
|
Fig. 3.5. Obtinerea formei de baza a pistonului prin Revolve |
Pasul 3 Obtinerea regiunii port-segmenti:
2. Profilul 2D folosit pentru generarea regiunii port-segmenti poate fi asemuit cu un "pieptane" ; ce intereseaza la acest profil este numai zona care intersecteaza forma 3D creata la pasul anterior. Asadar, forma partii din stanga profilului de tip "pieptane" este oarecare. In figura 3.5, a si b se poate observa ca acest profil a fost inchis prin intermediul unei forme triunghiulare. In figura 3.5, b, se observa o sageata: aceasta indica spre zona ce va fi "scoasa", asadar daca sensul indicat corespunde realitatii, se valideaza apasand butonul Okay, dupa care se stabileste valoarea unghiului de rotatie (360°).
|
|
|
|
a. |
b. |
|
|
|
|
c. |
|
|
Fig. 3.5. Realizarea regiunii port-segmenti |
|
Pasul 4 Obtinerea umarului prin extrudarea unui cerc de diametru 24 mm, schitat intr-un plan paralel cu planul RIGHT, lateral la 12 mm.
Pentru aceasta exista doua posibilitati: fie se creaza planul de schitare inainte de demararea comenzii Extrude, fie se demareaza aceasta comanda, urmand ca planul de schitare sa se realizeze "on the fly", adica atunci cand se cere indicarea sa in "interiorul" comenzii Extrude.
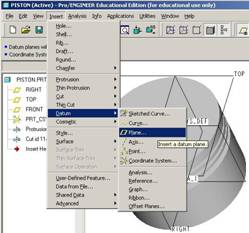
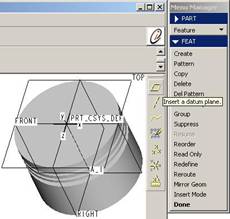
La acest moment, se opteaza pentru prima varianta. Asadar, fie se urmeaza succesiunea de comenzi din meniul superior, prezentata in figura 3.6, a, fie se utilizeaza bara de instrumente (toolbar) vertical de pe partea dreapta a ferestrei aplicatiei ProE (v. figura 3.6, b).
|
|
|
|
a. |
b. |
|
Fig. 3.6. Crearea unui nou plan (Datum Plane) |
|
|
|
|
Fig. 3.7. Obtinerea umarului |
Deci:
Insert Datum Plane Offset | Plane | Pick (se va selecta planul RIGHT) Enter Value 12 | Enter Done
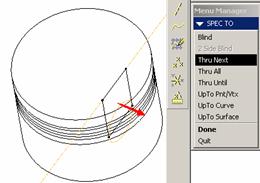
Urmeaza operatia de extrudare:
In ceea ce priveste distanta de extrudare (depth), se va selecta optiunea Thru Next, ceea ce semnifica ca extrudarea se realizeaza pana la intersectia cu cea mai apropiata entitate (feature).
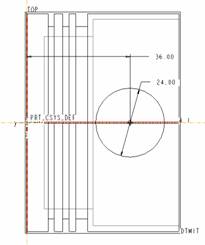
Pasul 5 Rigidizarea umarului prin reducerea lungimii in consola; pentru aceasta se va extruda cu optiunea Thru Next un profil rectangular (figura 3.2), situat intr-un plan paralel cu planul RIGHT, lateral la 20 mm.
In aceasta situatie, pentru realizarea planului de schitare, se alege optiunea crearii sale "on the fly". Asadar:
Feature Create Solid Protrusion Extrude | Solid | Done One Side | Done Make Datum Offset | Plane | Pick (se va selecta planul RIGHT) Enter Value 20 | Enter Done Flip/Okay (se stabileste sensul de extrudare) Default (pentru a intra in Sketcher), dupa care urmeaza stabilirea referintelor sau a bazelor de cotare: pe langa cele stabilite implicit, se considera utila adaugarea ca referinte si a cercului corespunzator umarului creat anterior, si a muchiei inferioare a capului pistonului. In acest fel, profilul rectangular va fi constrans intre aceste referinte, ale caror pozitii sunt cunoscute, astfel ca nu va mai fi nevoie de nici o cota pentru stabilirea dimensiunilor profilului rectangular (figura 3.8).
|
|
|
|
Fig. 3.8. Reducerea lungimii in consola a umarului pistonului |
|
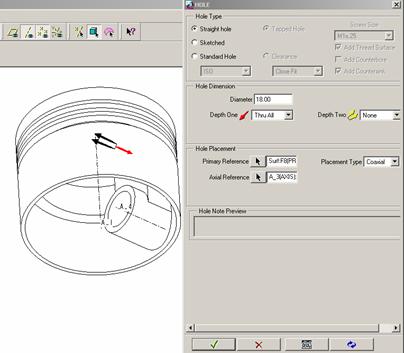
Pasul 6 Obtinerea gaurii corespunzatoare boltului, utilizand Hole Coaxial*
Asadar: Feature Create Solid Hole (figura 3.9)
|
|
|
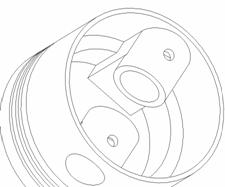
Fig. 3.9. Obtinerea gaurii corespunzatoare boltului |
|
|
|
Fig. 3.10. Obtinerea gaurii de scurgere a uleiului la nivelulul umarului pistonului |
In ceea ce priveste referinta primara (Primary Reference), aceasta reprezinta zona (suprafata) de la care incepe operatia de gaurire; in cazul nostru, s-a selectat suprafata plana, de forma circulara, a umarului. Cat despre referinta axiala (Axial Reference), aceasta este impusa de alegerea optiunii Coaxial; evident, aceasta nu putea fi decat axa umarului (figura 3.9).
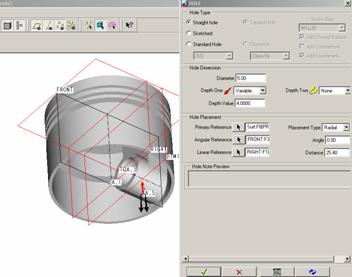
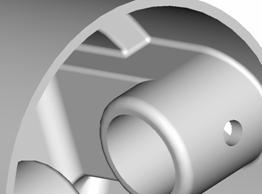
Pasul 7 Obtinerea gaurii de scurgere a uleiului la nivelul umarului, utilizand Hole Radial (figura 3.10).
In privinta referintei primare (Primary Reference), de data aceasta s-a selectat suprafata de revolutie (suprafata cilindrica) a umarului, astfel ca programul intuieste, in mod automat, dorinta utilizatorului de a realiza o gaura radiala. Referinta unghiulara (Angular Reference) este constituita din planul FRONT, fata de care se impune un unghi de 0° pentru a stabili directia de gaurire. Referinta liniara (Linear Reference) este constituita din planul RIGHT, ce reprezinta plan de simetrie pentru piston si fata de care este cotata gaura de scurgere a uleiului (v. cota de 25,4 mm din figura 3.1, b).
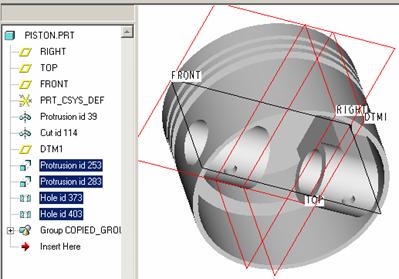
Pasul 8. Oglindirea umarului rigidizat si gaurit (figura 3.11):
Feature Copy Mirror | Dependent | Done Select | Pick (se vor stabili entitatile de oglindit prin selectare succesiva din fereastra Model Tree - figura 3.11) | Done Sel | Done Plane | Select (se va selecta planul RIGHT, ca plan fata de care se va efectua oglindirea - selectarea se poate face, fie in fereastra Model Tree, ca si la pasul anterior, fie in fereastra de modelare, facand clic pe planul RIGHT).
|
|
|
Fig. 3.11. Oglindirea umarului gaurit si rigidizat |
Pasul 9 Efectuarea diverselor racordari si tesituri
1. Pentru realizarea racordarii partii interioare a capului pistonului, se foloseste urmatoarea succesiune de comenzi:
Feature Create Solid Round | Simple | Done Constant |
| Edge Chain | Done Pick se vor selecta muchiile 1, 2, 3 etc. din figura 3.12, a Done Sel | Done 4 (raza de racordare este de 4 mm) | Enter Done
Pentru o selectare mai usoara a muchiilor, se reomanda o marire a zonei specifice folosind comanda zoom in din bara principala de instrumente. Rezultatul racordarii este prezentat in figura 3.12, b.
|
|
|
|
a. |
b. |
|
Fig. 3.12. Racordarea suprafetei interioare a capului pistonului |
|
2. In ceea ce priveste racordarea cu raza de 1 mm a umerilor, la partea interioara a corpului de revolutie al pistonului, in figura 3.13 sunt prezentate detaliile necesare efectuarii sale.
|
|
|
|
a. selectarea muchiilor |
b. reprezentarea racordarii |
|
Fig. 3.13. Racordarea umerilor |
|
3. Cu exceptia racordarii umerilor la suprafetele plane ale peretilor de rigidizare (figura 3.14), pentru celelalte operatii de racordare se procedeaza analog racordarilor efectuate mai sus.
Asadar: Feature Create Solid Round | Simple | Done Constant | Surf - Surf | Done Pick (se vor selecta doua suprafete, la intersectia carora se va efectua racordarea: suprafata de revolutie a umarului si suprafata plana a peretelui de rigidizare - v. figura 3.14, a) Done Sel | Done 4 (raza de racordare este de 4 mm) | Enter Done
|
|
|
|
a. selectarea celor doua suprafete |
b. reprezentarea racordarii |
|
Fig. 3.14. Racordarea umerilor la suprafetele plane ale peretilor de rigidizare |
|
4. Pentru realizarea tesiturii la nivelul capului pistonului, se foloseste urmatoarea succesiune de comenzi:
|
|
|
Fig. 3.15. Ilustrarea celor 2 tesituri pe structura pistonului |
Feature Create Solid Chamfer Edge (tesitura se va efectua prin selectarea unei/unor muchii) Scheme | 45 x d | 1 | Enter (s-a ales schema de tesire si s-a furnizat cota de tesire, dupa care s-a validat apasand tasta Enter) Pick (se vor selecta cele doua muchii corepunzatoare semicercurilor capului pistonului) Done Sel Done Refs OK
5. Pentru realizarea tesiturilor la nivelul alezajului pentru bolt, se foloseste schema de tesire d x d, astfel ca in figura 3.15 este prezentata structura pistonului la acest pas.
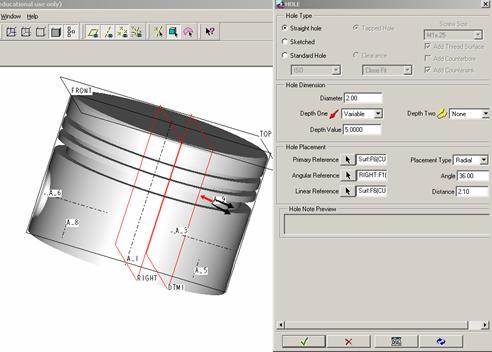
Pasul 10 Efectuarea celor 10 gauri de scurgere a uleiului, plasate pe zona mediana a canalului segmentului raclor, echiunghiular pe circumferinta.
1. Pentru aceasta, se va realiza o prima gaura, utilizand comanda Hole cu optiunea Radial (figura 3.16), dupa care aceasta va fi multiplicata cu Pattern
In privinta referintei primare (Primary Reference), se va selecta suprafata de revolutie (suprafata cilindrica) a canalului segmentului raclor. Referinta unghiulara (Angular Reference) este constituita din planul de simetrie RIGHT, fata de care se impune un unghi oarecare (de exemplu 36°), pentru a stabili directia de gaurire. Referinta liniara (Linear Reference) este constituita din suprafata plana inelara, ce reprezinta flancul inferior al canalului, fata de care este cotata gaura de scurgere a uleiului (v. cota de 4,2/2 = 2,1 mm din figura 3.16).
|
|
|
Fig. 3.16. Obtinerea primei gauri de scurgere a uleiului |
2. Multiplicarea polara a gaurii realizate anterior se face utilizand urmatoarea succesiune de comenzi:
Pattern Select | Pick (se va selecta entitatea ce va fi multiplicata, in cazul nostru gaura realizata anterior) General (selectarea acestei optiuni permite atat variatia dimensiunilor entitatii multiplicate, cat si intersectarea entitatilor obtinute in urma multiplicarii)| Done (in acest moment, pe model au aparut cotele ce guverneaza pozitionarea entitatii de multiplicat in cadrul structurii existente) Value (se va selecta valoarea numerica a cotei ce indica prima directie de multiplicare, in cazul nostru cota de 36°) | 36 (pasul de multiplicare/incrementare) | Enter (in acest moment, daca se doreste variatia altor dimensiuni pe masura ce se realizeaza multiplicarea, se poate selecta o alta cota, iar daca nu, se va alege optiunea Done ) | Done | 10 (numarul total al "instantelor", in cazul nostru 10 gauri) Value (in acest moment, in situatia in care exista o a doua directie de multiplicare, se poate selecta o alta cota, iar daca nu, atunci se alege optiunea Done)
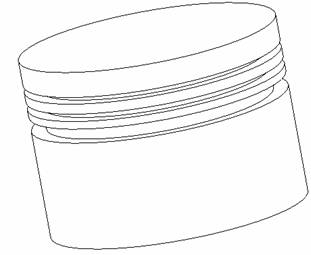
In figura 3.17 este prezentata structura finala a pistonului, modelata conform desenului de executie din figura 3.1.
|
|
|
|
Fig. 3.17. Modelul 3D al pistonului |
|