|
|
|
|
PRELUCRAREA PRIN FREZARE
Frezarea este procedeul de prelucrare prin aschiere care utilizeaza scule de frezat (freze) cu mai multe taisuri dispuse in mod diferit pe suprafetele unor corpuri de revolutie la care miscarea de aschiere, de rotatie, este executata de scula si miscarea de avans, rectilinie este executata de piesa sau scula.
Miscarea de avans presupune o deplasare intre scula si piesa montata notata μs care se exprima in rot/min a frezei.
Prelucrerea prin frezare poate fi realizata in contra avansului sau in sensul avansului. Frezarea in contra avansului se foloseste frecvent deoarece dintii sculei sunt solicitati in mod propriu.
Frezarea in sensul avansului se aplica mai des la operatiile de degrosare sau de frezare rapida.
Tipuri de freze
Frezele se pot clasifica dupa mai multe criterii, dupa cum urmeaza
1. Dupa felul suprafetelor pe care sunt dispusi dintii:
a) freze cilindrice, avand dintii dispusi numai pe suprafata cilindrica exterioara
b) freze disc, cu dintii dispusi pe suprafata cilindrica si uneori cu taisuri si pe una sau pe ambele suprafete frontale ;
c) freze cilindro-frontale, avand dintii dispusi pe suprafata cilindrica si pe una din suprafetele frontale;
d) freze frontale, cu dintii dispusi pe una din suprafetele frontale ale frezei .
Atat frezele cilindro-frontale cat si cele frontale au taisuri atat pe partea frontala, cat si pe cea de revolutie, dar la frezele frontale, aceste taisuri sunt de lungime foarte mica, in comparatie cu lungimea taisurilor periferice de la frezele cilindro-frontale;
e) freze unghiulare, avand dintii dispusi pe suprafete conice ;
f) freze profilate, cu dintii dispusi pe suprafete profilate de revolutie .
2. Dupa forma dintilor frezei se deosebesc:
a) freze cu dinti frezati avand directoarea fetei de asezare rectilinie, care se ascut pe fata de asezare sau pe fata de asezare si de degajare;
b) freze cu dinti detalonati avand directoarea fetei de asezare spirala arhimedica (sau logaritmica), care se ascut pe fata de degajare.
1Fig. 5. Tipuri de freze.
Frezele cu dinti executati prin frezare prezinta unele avantaje in raport cu frezele avand dinti detalonati,care constau in:
- durabilitate de pana la de doua ori mai mare;
- executie mai simpla a dintilor (cu exceptia frezelor profilate care necesita dispozitive speciale pentru frezarea si ascutirea dintilor);
- rugozitate mai mica a suprafetelor prelucrate.
Ca dezavantaje se mentioneaza micsorarea sectiunii canalelor pentru evacuarea aschiilor si a diametrului exterior prin reascutire.
Avantajele prezentate sunt precumpanitoare, recomandandu-se ca frezele cu dinti detalonati sa fie utilizate numai daca este absolut necesar (de ex. la frezarea suprafetelor profilate).
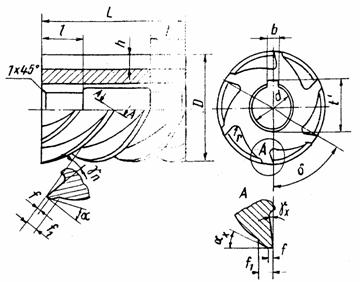
2Fig. 6. Ascutirea frezelor cu dinti frezati si detalonati.
3 Fig. 7. Dispozitia dintilor frezelor.
Clasificarea elementelor frezelor se face conform STAS 577/1-1978 dupa urmatoarele elemente:
1. Dupa dantura frezelor
a) dantura dreapta
b) dantura elicoidala cu elice pe dreapta sau cu elice pe stanga;
c) dantura in zig-zag .
2. Dupa forma dintilor frezelor
a) dinte triunghiular;
b) dinte cu spate curb;
c) dinte cu fateta proeminenta
d) dinte trapezoidal ;
e) dinte detalonat .
 Fig. 8. Forme ale dintilor
frezelor
Fig. 8. Forme ale dintilor
frezelor
3.Dupa forma taisurilor frezelor
a) tais neted (continuu);
b) tais intrerupt;
c) tais rotund (pentru degro-sare).
Fig. 9. Forme ale taisurilor frezelor.
4
54. Dupa pasul danturii frezelor:
a) freze cu pas unghiular constant;
b) freze cu pas unghiular variabil .
5. Dupa modul de pozitionare-fixare pe masina-unealta
a) freze cu coada
-cilindrica
- neteda
-6cu aplatizare,
-filetata
-conica
-cu con Morse, cu gaura filetata
-cu con Morse, cu gaura filetata si aplatizare pentru antrenare,
-cu con Morse, cu cap de evacuare,
-cu con Morse, cu cap de evacuare si locas pentru fixare pe con,
-cu con 7:24.
b) freze cu alezaj:
- alezaj cilindric,
- alezaj cilindric si gauri,
- alezaj cilindric cu canal de pana longitudinal,
- alezaj cilindric cu canal de pana frontal,
- alezaj cilindric cu canal de pana frontal si gauri pentru montare,
- alezaj cilindric filetat,
- alezaj conic.
7Fig. 10. Pasul unghiular al dintilor frezelor.
Tipuri de freze:
Freza cilindrica cu dinti rari, elicoidali.
Freza tip "stiulete de porumb".
Masini de frezat
Masinile de frezat sunt destinate prelucrarii suprafetelor plane, profilate (plan si spatial), a canalelor de diferite forme etc. Accesoriile si echipamentele de comanda numerica permit prelucrarea suprafetelor elicoidale, a suprafetelor alezajelor prin frezare, a danturilor etc. Masinile de frezat universalefac parte din categoria masinilor de frezat cu consola.
In fig. 11. se evidentiaza ansamblurile principale. Astfel, pe placa de baza este asezat montantul. Pe partea din fata a acestuia se afla ghidajele verticale, in lungul carora
se deplaseaza consola C actionata in directie verticala de un mecanism surub-piulita.
Intre sania transversala ST si masa M exista o placa pivotanta (nereprezentata) prin intermediul careia masa se poate pozitiona circular, unghiul maxim de pozitionare fiind 450.
Masa se poate deplasa in directie longitudinala in lungul ghidajelor prezente in partea superioara a saniei transversale.
In mod similar, saniatransversala se deplaseaza fata de consola. Actionarea pentru deplasarea pe ambele directii se face cu un mecanism surub-piulita.
Masina poate lucra ca masina de frezat orizontala sau verticala, in al doilea caz fiind necesar un dispozitiv suplimentar care schimba directia de rotatie a arborelui principal.
Fig de la 321
Prelucrari executate pe masini de frezat:
In functie de suprafata activa a sculei aschietoare operatiile de frezare se clasifica astfel:
a. Frezare cilindrica, la care freza aschiaza cu taisurile principale aflate pe suprafata sa cilindrica, scula denumindu-se freza cilindrica, iar daca are o latime mica se numeste freza disc. In functie de sensul miscarii de avans executata de piesa se disting metodele:
- frezare in sens contrar avansului care se aplica deobicei la degrosarea semifabricate-lor sau cand exista la suprafata acestora o creasta dura, deoarece dintii frezei se uzeaza mai incet intrand in material de la partea subtire a aschiei, neproducand socuri mari in material iar componenta verticala a fortei de aschiere apasa semifabricatul pe masa masinii, fiind suficiente forte mici de strangere
b. Frezare frontala la care taisurile se afla pe suprafata frontala a frezei, care prelucreaza semifabricatul.
c. Frezarea cilindro-frontala la care semifabricatul este prelucrat simultan cu ajutorul
taisurilor principale de pe partea cilindrica a frezei si taisurile secundare aflate pe partea frontala a acesteia. Prin operatiile de frezare cilindrica frontala si cilindro-frontala se realizeaza suprafete plane.
d. Frezarea supafetelor de revolutie, uzual cilindrice, se caracterizeaza prin faptul ca miscarea de avans este circulara, prelucrandu-se suprafete exterioare sau interioare
e. Frezarea suprafetelor elicoidale se caracterizeaza prin faptul ca miscarea de avans este elicoidala, realizata de obicei prin compunerea unei rotatii si a unei translatii, cu raport constant, efectuate de catre piesa, ca de exemplu frezarea filetelor sau a melcilor.
- frezarea filetelor lungi se face utlizand o freza disc profilata, ingusta, corespunzand doar unui gol al filetului, a carui axa este inclinata in directia pantei filetului si avand un avans corespunzator pasului filetului sau utilizand o freza speciala care, odata cu misca-rea principala de rotatie are si o miscare de avans longitudinala. In cazul prelucrarii de acest fel este necesar ceva mai mult de o rotatie a piesei iar latimea frezei determina lungimea maxima a filetului executat.
f. Frezare prin rualre necesita o freza cu profil de referinta, are executa simultan o misca-re de avans si o miscare de rulare.