|
|
|
|
ECHIPAMENTE PENTRU SUDARE ELECTRICA SUB PRESIUNE
1. Scopul lucrarii
Scopul lucrarii este cunoasterea aparaturii utilizate la sudarea prin presiune si insusirea elementelor de baza pentru operatiile de pregatire a pieselor si pentru alegerea parametrilor regimului de lucru la sudarea prin presiune.
2. Consideratii teoretice
2.1. Sudarea prin puncte
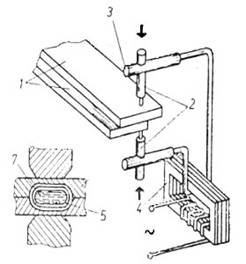
Sudarea prin puncte se face prin presiunea exercitata de electrozii de contact asupra pieselor ce se sudeaza, perpendicular pe fetele acestora (fig.1).
|
|
Fig.1. Sudarea prin puncte
1-table de sudat; 2-suporti electrozi; 3-tub de descarcare; 4-transformator; 5-zona de influenta termica; 6-strat cu plasticitate ridicata; 7-nucleu topit.
Tablele ce se sudeaza pot fi de aceeasi natura sau de naturi diferite, pot fi cate doua sau mai multe. Se mai pot suda in afara tablelor si bare pe table. Pentru sudare se strang intai tablele intre electrozi, apoi se pune instalatia sub tensiune. Sub efectul presiunii semifabricatele se compacteaza si partea centrala a punctului formeaza un nucleu topit. La sfarsitul operatiei se intrerupe curentul, punctul de sudura devine solid si apoi se ridica presiunea.
Realizarea unor suduri de calitate, necesita o dozare adecvata a energiei. Aceasta trebuie sa se situeze intre limitele impuse de grosimea materialului de sudat si caracteristicile termofizice ale acestuia. Presupunand ca, pentru sudarea in conditii optime a unor materiale de grosime g, energia utilizata trebuie sa se incadreze intre o valoare maxima Wmax si o valoare minima Wmin, se poate scrie:
 (1)
(1)
in care U este tensiunea aplicata, I - intensitatea curentului, t- timpul de mentinere.
Admitand U = const. din relatia de mai sus rezulta:
I1 · t1 = c1 (2)
I2 · t2 = c2
In coordonate I-t expresiile de mai sus reprezinta hiperbolele echilaterale (fig. 2) care delimiteaza urmatoarele domenii de lucru:
- domeniul 1: corespunzator valorilor mici ale produsului I×t care determina energii mici de sudare, urmate de formarea unui nucleu mic sau chiar de absenta acestuia;
- domeniul 2: corespunzator valorilor mari ale produsului I×t, care determina energii prea mari de sudare, urmate de supraincalzirea materialului;
- domeniul 3: corespunzator valorilor optime ale energiilor pentru sudare; se observa ca regimul optim poate fi obtinut in trei puncte caracteristice ale domeniului 3 si anume:
- in punctul a se obtine sudarea cu regim dur (I mare si t mic);
- in punctul b se obtine sudarea cu regim mediu (I si t avand valori medii)
- in punctul c se obtine sudarea cu regim moale (I mic si t mare).
Fig. 2.
Domeniile de sudare prin puncte, in coordonate intensitate - timp
Regimul de sudare depinde de: puterea masinii, timpul incalzirii si presiunea intre electrozi in timpul si dupa incalzire.
Puterea masinii de sudat se alege in functie de natura materialului si grosimea totala a pieselor de sudat.
Timpul de incalzire este cuprins intre 0,3 - 10 s.
Presiunea dintre electrozi poate fi cuprinsa intre 2 si 14 daN/mm2, depinzand de natura materialelor de sudat si de grosimea pieselor.
Calitatea sudurii si implicit rezistenta acesteia depinde de: diametrul punctelor de sudura, care se ia de 2 - 3 ori mai mare decat grosimea celui mai subtire element al imbinarii de sudat si de distanta intre puncte.
Sudarea prin puncte prezinta diferite variante dintre care amintim:
- sudarea prin puncte dintr-o singura parte fig. 3.a, aplicata atunci cand accesul electrozilor este mai comod dintr-o singura parte;
- sudarea prin puncte in relief fig. 3.b, la care punctele de sudura dintre o piesa plana si alta prevazuta cu proeminente se realizeaza simultan prin intermediul unor electrozi plani.
F F F F
Masinile pentru sudare prin puncte se impart in: neautomate, cu pedala de picior pentru conectarea si apasarea electrozilor; automate, cu actionare electromecanica, pneumatica sau hidraulica; pentru sudarea in mai multe puncte (pana la 50) care la randul lor pot fi cu actionare succesiva (la care sudarea se executa intr-o anumita succesiune), si cu actionare simultana.
Sudarea prin puncte are o productivitate mare dar nu asigura etanseitate.
2.2. Sudarea in linie
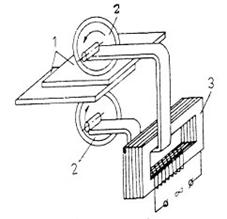
Sudarea in linie este procedeul de sudare format dintr-o succesiune de puncte sudate astfel incat sa rezulte o cusatura etansa. Aceasta metoda de sudare se aplica la imbinarea tablelor, prin suprapunere (fig.4).
|
|
Fig.4. Sudarea in linie
1-tabla de sudat; 2-role; 3-transformator.
Electrozii sunt in forma de role (50 - 500 mm) din cupru forjat sau cupru aliat cu crom si zinc, care strang tablele intre ele si le antreneaza, formand sudura etansa pe toata lungimea cusaturii.
Tablele de otel mai groase de 1 mm se sudeaza cu curent alternativ. De aceea, in aceste cazuri, trebuie evitata repetarea valorilor maxime ale curentului la distante sub 1 mm (pentru a nu avea loc arderi de material). Din acest motiv sudura nu se executa sub forma de linie continua, ci sub forma de puncte alungite. Pentru a asigura etanseitatea, trebuie ca punctele izolate sa se suprapuna cel putin pe jumatate din lungimea lor.
Procedee de obtinere a punctelor succesive de sudare sunt: sudarea in linie cu pasi pierduti, la care rolele parcurg fara curent o anumita distanta, dupa care curentul de sudare se conecteaza, iar rolele merg inapoi executand jumatate din distanta pe care au executat-o la inaintare, etc.; cu curent modulat, la care rolele executa o miscare continua, iar curentul de sudare este modulat astfel ca amplitudinea lui sa varieze dupa o anumita regula; cu impuls de curent, la care rolele executa o miscare continua, iar curentul de sudare se trimite sub forma de impulsuri la anumite perioade de timp; sudarea in linie cu miscare intermitenta, la care in timpul miscarii rolelor curentul de sudare nu trece, iar cand rolele se opresc, trece curentul de sudare, realizandu-se un punct de sudura.
Latimea suprapunerii tablelor depinde de grosimea materialului de sudat. Cu cat tablele de sudat vor fi mai groase cu atat latimea suprapunerii va fi mai mare.
Regimul de sudare este determinat de urmatorii factori: intensitatea curentului de sudura, forta de presiune intre role, pasul punctelor, diametrul rolelor si ciclul de sudare.
In general masinile de sudat in linie se deosebesc de masinile de sudat prin puncte numai in ce priveste constructia partilor mecanice (a mecanismului de apasare, de actionare a rolelor, etc).
Sudura obtinuta este rezistenta. Metoda se foloseste in special pentru sudarea rezervoarelor din tabla.
3. Utilaje si materiale folosite
In cadrul lucrarii se folosesc echipamentele existente in laborator. De asemenea, se vor utiliza pentru studiu mostre sudate in conditii bine precizate.
Aparatul folosit in laborator pentru sudarea tablelor prin presiune in puncte este un cleste de tip TECNA 7020 cu programator incorporat, 2,00 [KVA], prezentat in figura 5. Electrozii 1 sunt montati in bratele port-electrod 2. Tablele de sudat se introduc intre cei doi electrozi. Forta de strangere se realizeaza prin apasarea manetei 3. Ansamblul 4 asigura reglarea corespunzatoare a fortei de strangere, functie de grosimea tablelor care se sudeaza. Butonul de reglare 5 permite alegerea corespunzatoare a parametrilor regimului de lucru. In interiorul corpului 6 al clestelui se afla transformatorul si circuitele electronice.
Aparatul are o greutate mica, e usor de manevrat si operat, chiar in pozitii si unghiuri dificile. Este dotat cu timer electronic pentru timpi de sudare de 0,051,25 secunde. Circuitul electronic de compensare SCR porneste timer-ul doar cand se realizeaza un curent corespunzator pentru presiune in puncte, acest fapt permitand si sudarea tablelor usor oxidate (ruginite) sau cu urme de vopsea. Baza clestelui permite fixarea sa pe un stativ.
Aparatul are urmatoarele performante si caracteristici tehnice:
programator (timer) sincronizat cu SCR;
reglare timp: 0,05.1,25 secunde;
racire cu aer;
puterea nominala: 2 kVA;
puterea maxima de sudare: 13 kVA;
tensiunea de mers in gol: 2,3 V;
tensiunea de alimentare: 380 V;
frecventa de alimentare: 50 Hz;
curent permanent: 0,61 kA;
curentul maxim de scurt-circuit: 7,2 kA;
lungimea bratelor port-electrod: 125500 mm;
distanta intre bratele port-electrod: 96 mm;
diametrul bratelor port-electrod: 20 mm;
diametrul electrodului: 10 mm;
cursa maxima a electrozilor: 55.190 mm;
forta maxima in electrozi pentru port-electrod L=125 mm: 120 daN;
forta maxima in electrozi pentru port-electrod L=500 mm: 38 daN;
dimensiuni: 430x100x250 mm;
masa: 10 kg.
Electrozii de sudare pot avea doua forme, in functie de tehnologia de lucru:
electrozi sferici: la electrozii cu aceasta forma nu este necesar ca acestia sa se potriveasca perfect cu tabla de sudat, iar intretinerea este mai usoara si mai rapida; nu este recomandat a se utiliza la brate port-electrod mai lungi de 250 mm;
electrozi tronconici: utilizarea lor duce la o mai buna calitate a sudurii si micsoreaza amprenta de pe suprafetele tablelor ce se sudeaza; se obtin din cei sferici, prin prelucrarea varfului; diametrul de contact De al acestor electrozi trebuie ales in functie de grosimea tablelor de sudat (tabelul 1); valorile diametrelor indicate in tabelul 1 nu trebuie depasite pentru ca la depasirea acestora se produc suduri de proasta calitate.
Tabelul 1
|
Grosimea tablelor de sudat g [mm] |
Diametrul electrozilor din cupru De [mm] |
Puncte de sudura realizate pe ora |
|
0,6 + 0,6 |
3,5 |
540 |
|
0,8 + 0,8 |
4,0 |
380 |
|
1,0 + 1,0 |
4,0 |
300 |
|
1,2 + 1,2 |
4,5 |
260 |
|
1,5 + 1,5 |
5,0 |
120 |
|
1,8 + 1,8 |
5,5 |
100 |
|
2,0 + 2,0 |
6,0 |
60 |
Inaintea inceperii lucrului se recomanda curatarea varfului electrozilor cu o pila sau cu hartie abraziva.
4. Modul de lucru
Etapele care vor fi parcurse in laborator pentru imbinarea nedemontabila prin sudare prin punte a doua table sunt:
1. Se pregatesc tablele care urmeaza a fi sudate si se masoara grosimea lor.
2. In functie de aceasta se aleg si se regleaza electrozii si bratele port-electrod, conform indicatiilor din Tabelul 2.
Tabelul 2
|
Grosimea tablelor de sudat g [mm] |
Lungimea electrozilor Le [mm] |
Lungimea bratelor port-electrod L [mm] |
Forta maxima in electrozi [kgf] |
|
2,0 + 2,0 |
50 |
125 |
120 |
|
1,8 + 1,8 |
95 |
250 |
70 |
|
1,5 + 1,5 |
130 |
350 |
50 |
|
1,2 + 1,2 |
180 |
500 |
40 |
3. Se regleaza forta de strangere astfel incat sa se incadreze in cele indicate in tabelul 2. Reglarea fortei de strangere se realizeaza din ansamblul 4 (fig.5) format din: tija filetata, arc si piulita. Acesta regleaza distanta D dintre butonul contactorului 7 si baza manetei de strangere 3.
4. Se regleaza parametrii de sudare cu ajutorul butonului 5. Acesta va seta timpul de sudare. Reglarea se va face conform indicatiilor de pe placuta montata pe aparat. Programatorul din componenta aparatului are un circuit de compensare SCR care va calcula timpul de sudare necesar chiar daca vopseaua, rugina sau murdaria impiedica trecerea curentului electric. Ciclul de sudare va fi incheiat de programatorul electronic doar cind s-a obtinut o sudura completa.
Se vor studia de asemenea mostrele sudate in linie aflate in dotarea laboratorului.
5. Prelucrarea si interpretarea rezultatelor. Concluzii
In urma efectuarii sudurii prin puncte pentru table de diferite grosimi se va completa un tabel de forma celui de mai jos. Se va analiza modul in care s-a lucrat si se vor trage concluziile care se impun.
Tabelul 3
Nr.
crt.
Material
Electrozi
Parametri de sudare
Pasul
[mm]
Obs.
Simbol
Grosime
g [mm]
Diametru
De [mm]
Lungime
Le [mm]
Intensi-tatea
Is [A]
Forta de apasare
F [kgf]
Timpul
t [s]
Se vor clasifica si schita echipamentele studiate. Se vor analiza cusaturile realizate si se vor compara cu cele obtinute prin alte procedee. Se vor trage concluzii referitoare la: calitatea sudurii (rezistenta mecanica, aspect, etc.), productivitate, consum de materiale si conditii de munca.