|
|
|
|
FREZAREA
Frezarea este procedeul tehnologic de prelucrare a suprafetelor plane, cilindrice sau profilate cu ajutorul unor scule cu mai multe taisuri numite freze.
Pentru aschiere sunt necesare doua miscari: miscarea
principala de aschiere, miscare de rotatie apartinand
sculei si miscarea de avans, miscare rectilinie, circulara sau curbilinie,
apartinand piesei sau
sculei. In timpul
prelucrarii, freza ocupa o asemenea pozitie incat axa sa de rotatie sa fie
verticala sau orizontala. Exista insa si
cazuri in care se lucreaza cu scule avand axa de
rotatie inclinata. Alaturi de strunjire, este procedeul de aschiere cel
mai des folosit. Masinile de frezat au o productivitate ridicata, iar precizia
si calitatea suprafetelor prelucrate sunt
superioare altor procedee de prelucrare, cum ar fi: gaurirea, rabotarea
,mortezarea. Datorita faptului ca taisurile
frezei aschiaza intermitent, temperatura in zona de lucru este mai scazuta,
ceea ce implica o durabilitate marita a
sculelor de frezare.
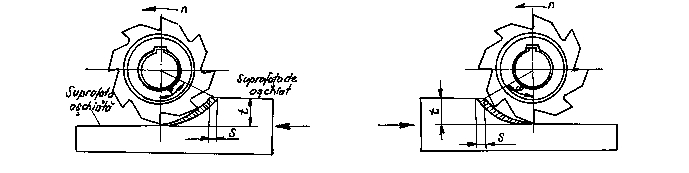
In practica se intalnesc doua metode de frezare: in sensul si in contra avansului.
La frezarea in contra avansului (fig de mai jos in
stanga) se produce o crestere treptata a grosimii aschiei, deci a apasarii de
aschiere si a solicitarii dintilor, ceea ce asigura o functionare mai linistita
a masinii si o calitate mai buna a
suprafetei prelucrate. Daca, suprafata de prelucrat a piesei prezinta crusta
(de la turnare) sau oxizi (de la forjare), se
produce o uzura mai mica a dintelui sculei, acesta patrunzand in material pe dedesubtul acestor
straturi. Se impune
o buna fixare a piesei pe masa masinii pentru a se evita smulgerea ei in timpul
aschierii. La frezarea in sensul
avansului (fig de mai jos in dreapta) dintele ataca la inceput stratul de zgura
sau de oxizi si dupa aceea metalul semifabricatului, uzandu-se rapid. Se foloseste la degrosare si la
frezarea rapida, dar nu este indicata pentru prelucrarea pieselor turnate sau
forjate. Forta cu care scula actioneaza asupra piesei ajuta de data aceasta la
fixarea piesei pe masa
masinii.
a b
a - frezare in contra avansului; b - frezare in sensul
avansului; t - adancimea de
aschiere; s - avansul ; n - turatia
frezei.
CONSTRUCTIA FREZELOR
Frezele sunt scule cu mai multe taisuri dispuse simetric pe suprafetele laterala, frontala sau laterala si frontala ale unui corp de rotatie. In timpul prelucrarii, freza are o miscare de rotatie, fapt care face ca dintii sa intre succesiv in actiune si, pentru un scurt timp, sa desprinda aschii. Frezele au o mare varietate de forme si dimensiuni, in functie de piesa care se prelucreaza si de forma suprafetelor ce trebuie obtinuta. Astfel, frezele se pot clasifica dupa urmatoarele criterii:
- dupa constructia dintilor: cu dinti frezati sau cu dinti detalonati;
- dupa forma dintilor: cu dinti drepti, cu dinti elicoidali sau inclinati;
- dupa suprafata pe care sunt asezati
dintii: freze cilindrice (a) frontale, cilindro-frontale (b), unghiulare (c),
disc (d), freze pentru canale in forma de T (e), freze disc cu dinti pe trei
fete (f), freze profilate (g, h, i) (fig de mai jos);
- dupa constructia frezei:
monobloc sau cu dinti demontabili;
- dupa modul de fixare in axul masinii: cu coada conica, cu coada cilindrica, cu alezaj.
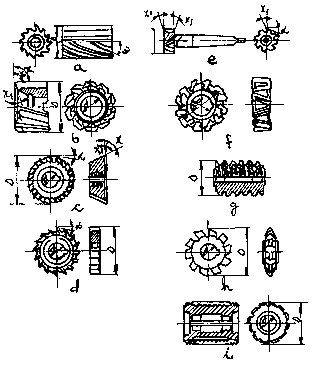
a -
cilindrica; b - cilindro-frontala; c - unghiulara; d - disc; e - freza pentru
canale in forma de T; f - freza disc cu
dinti pe trei fete; g - freza melc -
modul; h - freza disc - modul; i - freza profilata pentru frezarea filetelor
Fig de mai sus Principalele tipuri
de freze
Cu ajutorul frezelor se pot prelucra suprafete plane, profilate, canale sau filete.
Partile principale ale unei freze sunt prezentate in figura 5.46 si constau in: partea activa, partea de fixare (coada) si gatul care face trecerea intre cele doua parti. O freza se caracterizeaza prin diametrul D (marime normalizata pentru frezele uzuale) si numarul de dinti z.

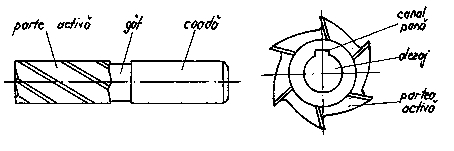
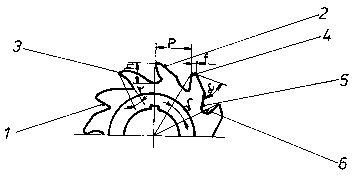
Fig de mai sus : Partile si elementele constructive ale unei freze
Principalul element este dintele. Acesta lucreaza ca o scula aschietoare. Partea activa a unei freze este
prezentata in figura de mai jos. Regasim aceleasi elemente geometrice ca si la celelalte scule aschietoare: unghiul de degajare si de asezare , fata de degajare 1 si de asezare 2, taisul 3, fateta 4, inaltimea dintelui h, pasul p, spatele dintelui 5, canalul dintre dinti 6.
1 - fata de degajare; 2 - fata de asezare; 3 - taisul; 4 - fateta; 5 - spatele dintelui; 6 - canalul dintre dinti; - unghiul
de degajare; - unghi de asezare; h - inaltimea dintelui
Fig de mai sus: Parametri geometrici ai frezei:
La frezele cu dinti drepti executarea dintilor este simpla, dar ele prezinta unele dezavantaje legate de posibilitatea redusa de evacuare a aschiilor din golul dintilor si de actiunea unei sarcini variabile asupra dintelui in timpul prelucrarii, ce provoaca socuri puternice si vibratii ale masinii. Pentru micsorarea vibratiilor trebuie marit numarul de dinti care lucreaza concomitent si ada ncimea de aschiere.
La frezele cilindrice cu dinti elicoidali executia
dintilor este mai dificila, dar ofera in schimb urmatoarele
avantaje: numarul de dinti care lucreaza concomitent e mai mare ceea ce conduce
la un lucru mai linistit; aschia
este mai bine evacuata datorita golului dintre dinti, fapt care duce la
imbunatatirea regimului de aschiere; dintii pot
fi mult mai mari decat dintii drepti, ceea ce permite sa se mareasca regimul de
aschiere fara pericolul aparitiei
vibratiilor.
Pentru a reduce forta de impingere axiala care apare la utilizarea frezelor cu dinti elicoidali, la latimi mari de frezare se utilizeaza doua freze elicoidale, una cu elicea spre dreapta, cealalta cu elicea spre sta nga, cuplate pe acelasi ax, in asa fel incat componentele axiale sa actioneze in sensul apropierii celor doua freze.
MASINI DE FREZAT
Clasificarea masinilor de frezat se face dupa mai multe criterii, astfel: -dupa pozitia arborelui principal: masini orizontale sau verticale ; -dupa particularitatile constructive: masini cu sau fara consola.
Consola este un element constructiv care are drept scop sa sustina masa masinii. Datorita acestui sistem de fixare a mesei pe aceste masini - care sunt cele mai raspandite - se pot executa foarte multe lucrari de frezare. Masinile de frezat plan (fara consola) pot fi cu una sau doua coloane;
- dupa posibilitatile de deplasare ale mesei: masini de frezat longitudinal (cu masa mobila sau cu masa fixa) si masini de frezat circular (cu masa rotitoare, de tip portal sau tambur);
- dupa gradul de specializare:
universale, pentru danturat, pentru filetat, de copiat.
Cea mai simpla masina de
frezat este cea orizontala (fig de mai jos). Aceasta are arborele principal
orizontal,
montat in batiul masinii in capatul
caruia se poate fixa un arbore portfreza 7, sau un dorn port - scula. Pe
ghidajele verticale ale batiului culiseaza vertical o consola cu masa de lucru.
Cu ajutorul a doua sanii suprapuse, masa de lucru se poate deplasa atat
longitudinal cat si transversal. Avansurile mesei pe cele trei directii se pot
obtine manual sau mecanic. Pentru rigidizarea arborelui port-scula, capatul
liber al acestuia se introduce intr-un contrasuport care culiseaza pe bratul
suport.
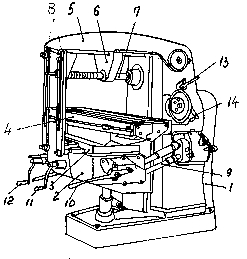
1 - batiu; 2 - consola; 3 - sanie transversala; 4 - masa de lucru; 5 - bratul suport; 6 - suportul arborelui port - freza; 7 - arborele port - freza; 8 - bretele; 9 - mecanism de avans; 10 - maneta pentru cuplarea avansului; 11 - manivela pentru deplasarea saniei transversale; 12 - manivela pentru deplasarea verticala a consolei; 13 - maneta de pornire;
14 - maneta pentru schimbarea vitezelor
Fig de mai sus : Schema de principiu a unei masini de frezat orizontale
Materialele utilizate la fabricatia frezelor sunt oteluri aliate de scule si placutele mineralo-ceramice. La frezele cu dinti aplicati, corpul sculei se executa din otel calit, iar dintii din otel rapid calit sau din otel de scule ori placute dure.
REGIMUL DE ASCHIERE LA FREZARE
Principalii parametri determinati prin regimul de aschiere sunt: avansul, ada ncimea de aschiere, viteza, latimea nominala; grosimea nominala si sectiunea nominala a aschiei.
In ceea ce priveste avansul, la frezare se deosebesc, in functie de elementul la care se face raportarea: avansul pe dinte, avansul pe o rotatie a frezei si avansul pe minut.
Avansul pe dinte sd reprezinta deplasarea piesei de
prelucrat in timpul rotirii frezei cu un unghi la centru corespunzator unui pas
dintre doi dinti consecutivi ai frezei; se exprima in mm/dinte.
Avansul pe rotatie sr este dat de marimea deplasarii
piesei in timpul in care freza executa o rotatie
completa; se exprima in mm/rot si este legat de avansul pe dinte prin
relatia: sr = zsd [mm/rot] Avansul pe minut sm reprezinta viteza miscarii de avans,
adica deplasarea piesei in unitatea de timp; se
exprima in mm/min.
Intre aceste avansuri exista urmatoarea relatie:
sm = nsr = nzsd [mm/min]
unde: n este turatia frezei (rot/min).
Avansul
pe dinte este cel folosit la stabilirea regimurilor de aschiere deoarece el
oglindeste modul in care
freza desprinde materialul piesei. Se alege in functie de felul
prelucrarii folosind nomograme si tabele. Avansul pe
minut este utilizat la reglarea masinii de frezat, el fiind inscriptionat pe
placutele indicatoare ale cutiilor de
avansuri.
Tina ndu-se cont de marea diversitate de scule aschietoare de tipul frezelor, atat sub aspect constructiv cat si al materialelor din care sunt confectionate, si de marea varietate de materiale prelucrate cu caracteristici din cele mai diferite, tabelele cu valorile elementelor regimului de aschiere nu pot oferi decat date informative, valabile pentru anumite conditii de lucru. Valorile exacte ale parametrilor se vor stabili pe baza unor incercari de frezare, luand ca valori initiale cele date in tabele.