|
|
|
|
Diagnosticarea mecanismului de distributie
Principalii parametri de stare tehnica ai mecanismului de distributie sunt: forma si dimensiunile camelor, jocul dintre coada supapei si culbutor, precum si starea lantului de distributie, a pinioanelor si mecanismului de intindere a lantului.
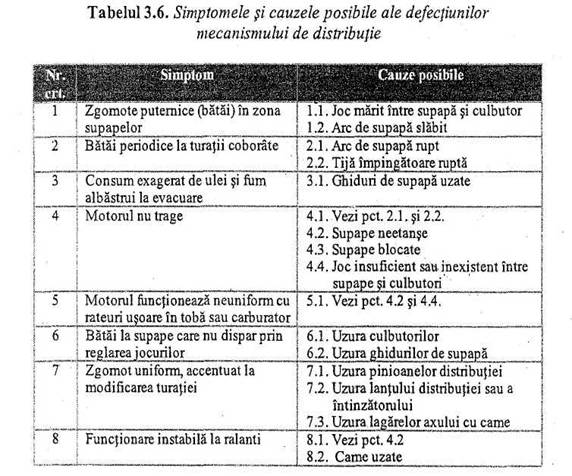
Defectiunile legate de pierderea etanseitatii supapelor datorita uzurii, arderii, cala-minarii sau deformarii lor au fost tratate in paragraful 3.3.1. in tabelul 3.6. sunt prezentate unele din cele mai frecvente defectiuni ale mecanismului- de distributie a gazelor, impreuna cu simptomele lor.
Parametrii de diagnosticare care pun evidenta pe modificarea parametrilor de stare enumerati sunt jocul dintre supapa si culbutor, zgomotele si fazele distributiei.
Jocul dintre supapa si culbutor ofera cea mai simpla metoda de verificare a distributiei dar gradul sau de informativitate este redus, deoarece nu ofera date privind starea supapelor, a pieselor din lantul cinematic al distributiei sau uzura camelor. Masurarea jocului se face cu ajutorul unor lamele calibrate (lere), iar rezultatele se compara cu datele nominale prevazute de fabricantul motorului. Se va retine ca in cazul motoarelor vechi, care au culbutorii uzati, reglajul distributiei cu ajutorul lerelor poate duce la rezultate nesatisfacatoare, deoarece, ca urmare a concavizarii extremitatii culbutorului care se afla in contact cu coada supapei, jocul real este mult mai mare decat cel masurat; de aceea cu toate ca, aparent, reglajul s-a facut corect, bataia (zgomotul) specific existentei jocului nu dispare. In astfel de cazuri se impune fie restabilirea geometriei initiale a culbutorului, fie utilizarea unui comparator care permite masurarea cu exactitate a jocului real.
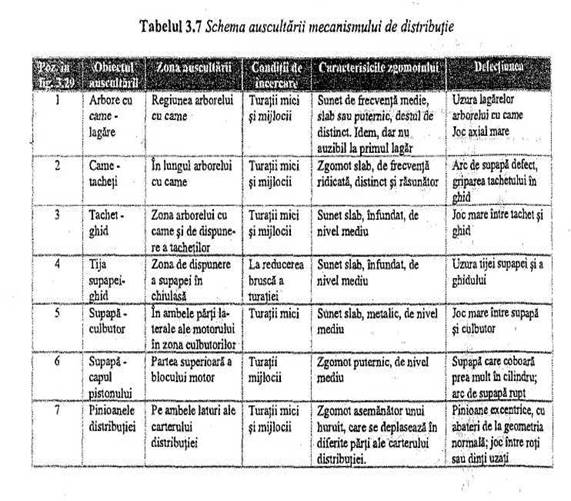
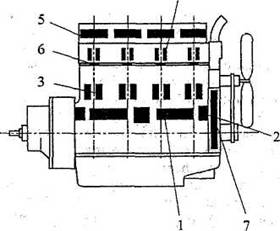
Analiza zgomotelor emise de lantul cinematic al mecanismului de distributie se bazeaza pe faptul ca energia de impact a supapei cu sediul variaza atunci cand se modifica jocul sau conditiile de asezare. Metoda cea mai simpla de testare este si in acest caz stetoscopul, ca in cazul mecanismului motor, cu aceleasi observatii facute in par. 3.3.1.5 privitoare la subiectivism si experienta operatorului. Pentru descoperirea defectiunilor pe aceasta cale, se vor folosi figura 3.29 si tabelul 3.7.
Utilizarea unei aparaturi specializate pentru analiza vibratiilor duce la obtinerea unor rezultate mult mai exacte, metoda dovedin-du-se mult mai sensibila. Sensibilitatea procedeului este relevata de observatia ca marirea jocului termic cu numai 10% conduce la dublarea vitezei de asezare a supapei pe sediu, desi intensitatea zgomotului emis creste cu numai 1 1,5 dB , diferenta practic insesizabila cu urechea, dar la care sono-metrele sunt sensibile.
In figura 3.30 sunt prezentate vibrograme inregistrate la un motor cu joc si asezare corecta a supapelor (a), in cazul unui joc marit (b), cand jocul este mai mic decat cel nominal (c), cand exista un joc excesiv intre supapa si ghid (d) si cand arcul supapei este slabit (e).
Din figura se vede ca vibrogramele permit sa se deceleze usor efectul unui joc de 0,15 mm (a), cel al unui joc de 0,3 mm (b) si cazul jocului de 0,5 mm (c). Pe vibrograme se mai poate citi si modificarea momentului de inchidere a supapei provocata de variatia jocului.
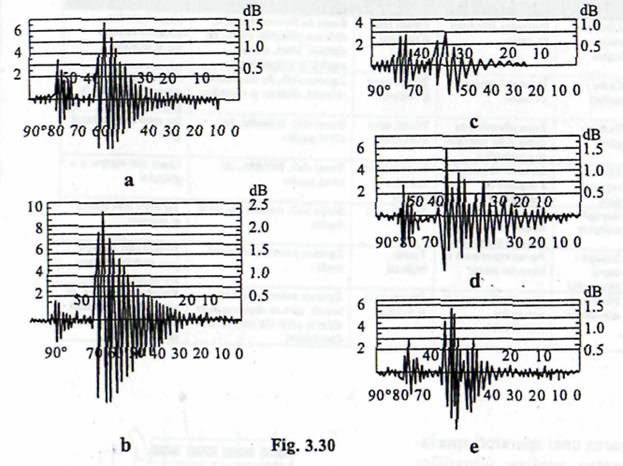
Asezarea incorecta a supapei pe sediu datorita deformarii sale sau jocului marit in ghid provoaca oscilatii laterale ale supapei. Deoarece contactul cu sediul nu se face simultan pe toata circumferinta supapei, la impact nu participa intr-o prima faza intreaga masa a supapei si de aceea apare un prim impuls mai slab, urmat de unul mai puternic, cand intreaga masa a supapei ia contact cu sediul (d); in plus, procesul de asezare durand mai mult, impulsul principal este prelungit cu cea 20% fata de situatia normala. in cazul slabirii arcului (e) asezarea supapei pe sediu nu este ferma avand loc un recul; pe vibrograma apare un impuls secundar, de recul, apropiat ca amplitudine de cel principal.
Desi foarte expeditiv si cu grad de informativitate ridicat, procedeul de diagnosticare descris este inca putin raspandit din cauza costului ridicat al aparaturii necesare. in plus, rezultatele obtinute pe un tip de motor nu pot fi extinse la alte motoare, limitand astfel interesul utilizatorilor.
Verificarea fazelor distributiei este un procedeu de diagnosticare impus de observatia ca acestea influenteaza in mare masura parametrii tehnico-energetici ai motoarelor.
Uzura, imperfectiunile de fabricatie, deformarea unor piese din lantul cinematic al distributiei ori dereglarile fac ca aceste faze sa se modifice inrautatind procesele de golire si umplere ale cilindrilor motorului. Este necesar sa se retina ca mici modificari ale cursei supapei provoaca la inceputul si sfarsitul miscarii acesteia mari decalaje unghiulare.
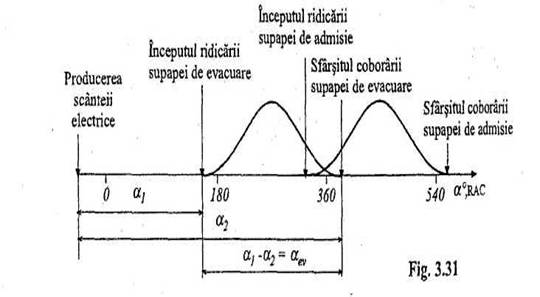
Pentru diagnosticare, durata totala a proceselor se poate masura fara demontarea motorului cu ajutorul stroboscopului. Stroboscoapele utilizate pentru verificarea fazelor distributiei difera de acelea folosite la reglajul aprinderii, prin unghiul foarte larg al variatiei momentului producerii impulsului luminos (360-600 grade rotatie a arborelui cotit). Aparatul este comandat de curentul de inalta tensiune din circuitul secundar al instalatiei de aprindere si se conecteaza la acest circuit pe ramura de alimentare a bujiei cilindrului cercetat. Momentul aparitiei impulsului luminos livrat de stroboscop poate fi modificat in raport cu cel al producerii scanteii electrice de bujie, unghiul de decalaj putand fi citit pe ecranul indicator al aparatului.
Pentru testare, se scoate capacul culbutorilor, se conecteaza aparatul la fisa de inalta tensiune a unui cilindru si se porneste motorul, stabilindu-i turatia la 1000-1200 min-1. Daca stroboscopul a fost reglat initial pentru un avans egal cu zero la emiterea impulsurilor luminoase, atunci acestea se vor produce concomitent cu scanteia electrica. Se dirijeaza fasciculul luminos al aparatului spre supapa de evacuare, pana cand se observa ca aceasta incepe sa se deschida. Se noteaza acest unghi, indicat pe cadranul stroboscopului (α1 in figura 3.31) si se repeta operatiunea pentru a determina sfarsitul deplasarii (inchiderii) supapei respective, citind un alt unghi α2 Aceste doua valori precizeaza momentele actionarii supapei respective in raport cu momentul producerii scanteii electrice; de aceea acuratetea masurarilor este conditionata de pastrarea riguroasa a turatiei pentru a nu se modifica avansul la aprindere.
Diferenta ( α1 α2 αev ) reprezinta durata efectiva a procesului de evacuare.
La fel se procedeaza si pentru supapa de admisiune, iar duratele determinate astfel se compara cu cele nominale, prescrise de fabricant. in cazul in care jocurile termice de distributie sunt reglate corect, diferente mai mari de 10-15% indica o uzura avansata a pieselor care compun mecanismul de distributie.
Bibliografie:
www.scritube.com/tehnica-mecanica/Diagnosticarea-mecanismului
www.autogpl.ro
www.autodiagnoza.com