|
|
|
|
Calculul imbinarilor sudate
In calculul imbinarilor sudate se folosesc aceleasi principii si metode ca in rezistenta materialelor.Conditia initiala care se pune este principiul de egala rezistenta,adica imbinarile sudate sa aiba aceeasi rezistenta ca si restul constructiei.
In acest mod,se evita supradimensionarile.
1. Sudurile cap la cap
In figura 5.4. se prezinta o imbinare sudata cap la cap, ce constituie sectiunea de calcul.
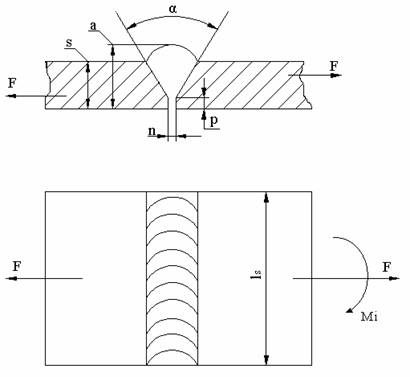
Fig.5.4.
Lungimea cordonului de sudura -1- este determinata de lungimea tablelor care se studiaza.
Datorita imperfectiunii cordoanelor de sudura la capete, se considera ca lungime de calcul:
l = ls - 2∙s (5.2)
Grosimea cusaturii, -a- trebuie sa fie mai mare decat grosimea -s- a tablelor.
Pentru materialul de baza, forta maxima ce poate fi preluata cu incarcarea din figura, este:
F1 = ls ∙ s ∙ σa (5.3)
Forta maxima preluata de cordonul de sudura:
F2 = l ∙ a ∙ σas (5.4)
Dar F1 = F2, deci l ∙ a ∙ σas = ls ∙ s ∙ σa
Se obtine:
![]() (5.5)
(5.5)
Deoarece ls > l si σa > σas intr-adevar, a > s.
Practica recomanda pentru a:
a = (1.21.25) s (5.6)
Rezistentele admise ale cordonului - σas - comparativ cu materialul de baza - σa - , sunt:
pentru tractiune : σas (0.60.9) σa
pentru compresiune : σas (0.751) σa
Daca (fig.5.4) sudura este solicitata si de moment un momentul incovoietor Mi, atunci efortul unitar in cursatura, va fi :
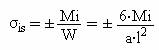
Daca cordonul va fi supus simultan si fortei F si momentului Mi, efortul unitar va fi :
![]()
Pentru solicitarea la forfecare a sectiunii :
![]()
8. Deformatii si tensiuni remanente
8.1. Originea deformatiilor si tensiunilor remanente
Tensiunile remanente ce apar in piesele sudate se datoreaza variatiilor de temperatura la care este supusa piesa in timpul sudarii.
Daca incalzirea si racirea se fac uniform, in tot corpul piesei, iar dilatarea si contractia sunt libere, starile de eforturi si modificarile de volum cauzate de incalzire sunt reversibile la racire. Conditiile de mai sus, nu pot insa sa fie asigurate .
Efectele incalzirii locale produse in timpul sudarii pot fi reversibile, in situatia in care tensiunile provocate de incalzirea locala si neuniforma nu ar depasi limita de elasticitate a metalului.
Trecandu-se in domeniul plastic, metalul ramane dupa racire , cu deformatii si tensiuni remanente .
La asamblarea prin sudare a doua table , din cauza aportului mare de caldura, concentrata intr-o zona restransa , se produc dilatari. Dupa racire, metalul depus se contracta antrenand si metalul de baza din vecinatate.
Deformatiile care apar ,
sunt insotite si de o stare tensionala de tensiuni remanente .
Daca grosimea tablelor este suficient de mica, se pot neglija
tensiunile perpendiculare pe planul
acestora , ramanand tensiunile in lungul cusaturii-![]() - si cele perpendicular
pe cusatura -
- si cele perpendicular
pe cusatura - ![]() -Aceste tensiuni , sunt in echilibru, deoarece
nu sunt generate de forta exterioara .
-Aceste tensiuni , sunt in echilibru, deoarece
nu sunt generate de forta exterioara .
8.2. Masuri pentru combaterea deformatiilor si tensiunilor remanente
Pentru ca piesa sa fie folosita in bune conditii in urma operatiei de sudare, deformatiile si tensiunile trebuiesc inlaturate , intr-o masura cat mai mare.
Se prezinta cateva masuri ce au ca efect mentinerea deformatiilor si tensiunilor remanente la valori relativ mici, nesuparatoare.
-succesiunea corecta a executarii cusaturilor.
Elementele ce se sudeaza se recomanda sa fie asezate astfel incat, deplasarea acestora in timpul incalzirii si racirii sa se faca liber. Astfel , in cazul cusaturilor cap la cap, tablele se vor aseza ca in fig . 5.17.
Fig 5.17
-Deformarea in sens opus.
Pentru ca piesele ce se sudeaza sa revina la forma initiala , acestea primesc o deformatie initiala corespunzatoare , de sens contrar , care se obtine mecanic, cu ajutorul unor dispozitive ca cel din figura 5.18. , sau prin incalzire cu flacara.
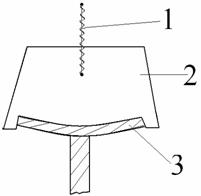
1.-Ghiare de deformare;
2.-Surub de actionare;
3.-Piesa de deformat;
Fig. 5.18
-Fixarea rigida a pieselor ce se imbina.
Fixarea in dispozitive este folosita pentru impiedicarea deformatiilor la sudarea in serie mare .
Dupa racire , piesele isi pastreaza forma, dar raman cu tensiuni remanente de valori mari. Acestea se diminueaza cu unul din procedeele prezentate in continuare:
-Preincalzirea ;
Determinarea temperaturii de preincalzire a pieselor ce se sudeaza se face, de regula, in functie de continutul de carbon.
-Detensionarea.
Detensionarea se recomanda cu precadere la sudarea otelurilor aliate sau a otelurilor carbon de dimensiuni mari .
Diagrama de detensionare se prezinta in fig. 5.19.
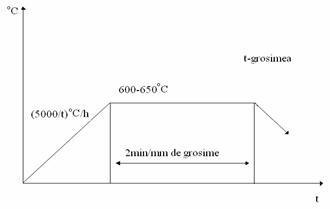
Fig. 5.19
9. Consideratii generale privind proiectarea constructiilor sudate
Proiectarea corecta a constructiilor sudate solicita, pe de o parte stapanirea tuturor parametrilor procedeelor de sudare, iar pe de alta parte, acceptarea ca metoda de realizare a pieselor si a sudurii, pe langa procedeele clasice (turnare, forjare, matritare, etc.)
Principiul de baza, care guverneaza dimensionarea asamblarilor sudate, este principiul de egala rezistenta.
Se prezinta in continuare si alte principii ce stau la baza proiectarii constructiilor sudate .
-asigurarea continuitatii fluxului liniilor de forte prin alegerea unei forme adecvate a pieselor;
-marirea rigiditatii constructiilor sudate prin micsorarea lungimii libere a elementelor ;
-micsorarea tensiunilor datorate constructiei, si a efectului de crestatura;
-realizarea constructiilor simetrice, pentru a minimaliza tensiunile interne ;
-la cordoanele de sudura solicitate din exterior, sa nu existe grosimi sub 4 mm;
-constructia sudata sa fie asamblata din parti componente cat mai mari, pentru micsorarea numarului de cordoane.
9.1. Exemple contructive de imbinari sudate
In constructia de masini exista elemente realizate exclusiv prin sudare, cum ar fi: recipienti, grinzi, boghiuri, etc.
In fig. 5.20 se prezinta un arbore cotit realizat prin sudura.
In fig. 5.21 este prezentata o roata dintata realizata prin sudura.
In fig. 5.22 este prezentata o carcasa de reductor realizata prin sudura.
Fig. 5.20 Fig. 5.21
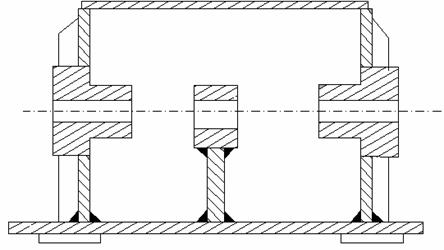 Fig. 5.22
Fig. 5.22