|
|
|
|
Manual de utilizare APARAT DE SUDARE- MODEL TECHNOLOGY TIG 172
1. NORME DE SECURITATE
Evitati contactul direct cu circuitul de sudura, tensiunea in gol furnizata de generator, in anumite cazuri poate fi periculoasa.
Debransati aparatul de la reteaua de alimentare inainte de operatiile de instalare, control sau reparatii.
Efectuati bransamentul electric conform normelor si legilor privitoare la prevenirea accidentelor de munca. Asigurati-va ca priza de alimentare este corect impamantata.
Nu utilizati aparatul in locuri umede sau in ploaie.
Nu utilizati cabluri cu izolatia deteriorata sau stranse incorect.
Nu efectutti operatii de sudura asupra recipientilor sau tevilor care au continut materiale inflamabile, lichide sau gazoase. Evitati sa sudati pe materiale curatate cu solventi clorurati sau in apropierea acestor substante. Indepartati din zona de lucru orice material inflamabil.
Asigurati o aerisire adecvata a locului de munca pentru indepartarea fumului de sudura.
Protejati-va ochii prin intermediul geamurilor din sticla inactinica montate pe masti.
Utilizati imbracaminte si manusi de protectie si evitati expunerea epidermei razelor ultraviolete produse de arcul electric.
Fixati butelia cu lanturi potrivite; daca aparatul este mutat din loc, deplasati butelia separat.
Nu lasati clestele port-electrod in apropierea buteliei de gaz.
Butelia va fi pastrata la adapost de surse de caldura (inclusiv razele solare).
2. INTRODUCERE SI DESCRIERE GENERALA
2.1 INTRODUCERE
Acest model este un GENERATOR de sudura cu arc electric, de curent constant, pentru sudarea cu arc electric, controlat prin intermediul unei punti tranzistorizare (realizata cu tranzistori IGBT de putere) avind o frecventa tipica de functionare de 60 kHz.
Caracteristicile specifice acestui tip de reglaj (INVERTOR) constind in viteza sporita si precizie de reglaj, confera aparatului excelente calitati de sudura cu toate tipurile de electrozi inveliti si TIG (DC si AC)
Reducerea volumului si greutatii aparatului se datoreaza sistemului de reglare de tip INVERTOR, care permite reducerea gabaritului transformatorului de intrare si a inductantei de filtrare a curentului.
Aparatul este in mare constituit din doua module principale: unul de putere si unul de reglaj/control realizat pe acelasi circuit imprimat, special proiectat pentru a creste fiabilitatea si a usura intretinerea.
2.2 ACCESORII OPTIONALE
Pistolet TIG (4m), complet echipat, dotat cu electrod de Tungsten-Ce 2%, diam. 1 mm si 1, 6 mm
Reductor de gaz
Cleste de masa cu cablu si mufa de impamintare
 Conector
pentru furtunul de gaz
Conector
pentru furtunul de gaz
3. DATE TEHNICE
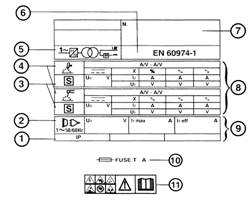
Principalele date tehnice sint rezumate pe placa de pe panoul spate avind urmatoarele semnificatii:
1. Norma europeana de referinta pentru securitatea si constructia aparatului de sudura.
2. Simbolul pentru constructia interna a aparatului: convertizor de frecventa (invertor)-transformator- redresor.
3. Simbolul procedeului de sudare prevazut: sudarea manuala cu arc cu electrod invelit, TIG.
4. Simbolul S indica faptul ca sudarea poate fi executata in medii cu risc ridicat de soc electric (de ex.in apropierea unor mase metalice mari).
5. Simbolul modului de alimentare: tensiune alternativa trifazata;
6. Gradul de protectie: IP 23. Aparatul este protejat impotriva introducerii unor obiecte mai mari de 12,5 mm in diametru (de ex. degetele) si impotriva patrunderii picaturilor verticale de apa cu o inclinare de pina la 60s fata de verticala.
7. Caracteristicile circuitului de sudura:
U0: tensiunea maxima in go
I2/U2 : Curentul si tensiunea corespondente normalizate (U2=(20+0,04xI2)V) care pot fi furnizate de masina in timpul sudarii
X: raport de intermitenta: indica durata de timp in care aparatul poate furniza curentul corespunzator aceleiasi coloane. Se exprima in % pe baza unui ciclu de 10 min (spre exemplu 60% = 6 minute de lucru, 4 min. de pauza s.a.m.d.)
A/V - V/A : indica plaja de curent de reglaj al curentului de sudura (min-max) la tensiunea corespondenta a arcului
8. Caracteristicile tehnice ale retelei de alimentare :
U1-tensiune alternativa trifazata (+/-15%);
I1-curent maxim absorbit din retea;
Ieff- curent efectiv maxim consumat
![]() valorile
pentru sigurantele lente folosite pentru protectia liniei
valorile
pentru sigurantele lente folosite pentru protectia liniei
9. Simboluri referitoare la conditii de securitate
10. Seria de fabricatie a aparatului: este necesara pentru identificarea componentelor si pentru acordarea de asistenta tehnica.
Nota: Exemplele date arata semnificatia simbolurilor si figurilor; valorile exacte pentru aparatul dumneavoastra pot fi citite direct pe placa indicatoare de pe aparat.
4. DESCRIEREA APARATULUI DE SUDARE
Acest model este un GENERATOR de sudura cu arc electric, de curent constant, pentru sudarea cu arc electric, controlat prin intermediul unei punti tranzistorizare (realizata cu tranzistori IGBT de putere) avind o frecventa tipica de functionare de 60 kHz.
Caracteristicile specifice acestui tip de reglaj (INVERTOR) constind in viteza sporita si precizie de reglaj, confera aparatului excelente calitati de sudura cu toate tipurile de electrozi inveliti si TIG (DC si AC)
Reducerea volumului si greutatii aparatului se datoreaza sistemului de reglare de tip INVERTOR, care permite reducerea gabaritului transformatorului de intrare si a inductantei de filtrare a curentului.
Aparatul este in mare constituit din doua module principale: unul de putere si unul de reglaj/control realizat pe acelasi circuit imprimat, special proiectat pentru a creste fiabilitatea si a usura intretinerea.
1. Intrare alimentare monofazata, grup redresor si condensatori de filtraj.
2. Punte in comutatie realizata cu tranzistoare IGBT de putere si drivere. Frecventa tipica de functionare este 60 kHz. Realizeaza reglajul puterii in unctie de tensiunea/curentul de sudura ceruti.
3. Transformator de inalta frecventa: bobinajul primar este alimentat de tensiunea convertita de blocul 2. Functia este de a adapta tensiunea si curentul la valorile cerute de sudura cu arc si in acelasi timp de a izola galvanic circuitul de sudura de circuitul de alimentare.
4. Punte redresoare secundara prevazuta cu inductanta de netezire si senzor de curent. Comuta tensiunea/curentul alternativ din secundar in curent/tensiune continua la bornele (+) si (-)
5. Punte (SCR) realizata cu diode de control si drivere transforma curentul de iesire din ac in dc pentru sudura TIG.
6. Electronica de reglaj: controleaza instantaneu valoarea curentului de sudura si o compara cu cea prestabilita de operator. Ca urmare are loc o modulatie a duratei impulsurilor de comanda a driverelor IGBT. Determina raspunsul dinamic in timpul topirii electrodului si asigura functia de protectie.
7. Control logic al modului de operare: seteaza ciclurile de sudura, controleaza sistemele de siguranta
8. Display- afiseaza parametrii setati si modul de operare
9.  Generator
de inalta frecventa
Generator
de inalta frecventa
10. Electrovalva pentru protectia gazului.
11. Ventilator pentru racire
12. Telecomanda
PANOU FRONTAL
Conector mama plus (+) pentru conectat cablul de sudura
Conector mama minus (-) pentru conectat cablul de sudura
Conector pentru cuplarea cablului de comanda
Cupla de conectare pentru furtunul de gaz la sudarea TIG
Panou de comanda
Selector pentru alegerea procedeului de sudare
Selector pentru parametrii de sudare
Program de memorare a parametrilor setati
Potentiometru de reglaj pentru intensitatea curentului
 Panou
digital de afisare
Panou
digital de afisare
Panou de afisare a valorii care se masoara
Led verde pentru semnalizarea tensiunii de iesire
Led galben pentru semnalizarea erorilor de operare
PANOU SPATE
1. Cablu de alimentare cu fise CEE 3p+masa
2. Intrerupator general O/Oprit- I/Pornit
3. Conector pentru furtunul de legatura la butelia de gaz
Cablul modelului este fara stecher (intre sursa si reductorul de presiune de la butelie)
4. Conector pentru telecomanda
Optional se pot cupla:
Telecomanda cu un potentiometru;
Telecomanda cu doua potentiometre;
Telecomanda cu pedala.
5. INSTALARE - POZITIONAREA
Alegeti locul de instalare a aparatului astfel incit intrarea si iesirea aerului din aparat sa nu fie obturate. In timp asigurati-va ca in aparat nu patrunde praf continind particule conductoare, vapori corozivi si umiditate.
ALIMENTAREA LA RETEA
Inainte de a efectua orice bransare electrica verificati ca datele trecute pe placuta aparatului corespund tensiunii si frecventei retelei de alimentare disponibile;
Aparatul va fi alimentat prin intermediul a doi conductori plus un al treilea destinat special impamintarii.
Montati un stecher standard (3p+IP), adecvat la priza de care dispuneti. Impamintarea se va face prin firul galben-verde din cablul de alimentare.
Priza de alimentare va fi obligatoriu impamintata, protejata prin sigurante fuzibile sau automate.
ATENTIE!
Nerespectarea acestor reguli va face ineficient sistemul de protectie prevazut de constructor (clasa I), cu consecinte grave asupra personalului utilizator.
TOATE CONEXIUNILE LA CIRCUITUL DE SUDURA TREBUIE REALIZATE CU APARATUL DEBRANSAT DE LA RETEA.
BRANSAREA CABLURILOR DE SUDARE
cablul port-electrod: la borna pozitiva (+) (vezi paragraful sudare)
cablul de masa: la borna negativa (-) , iar la capatul opus, clestele de masa se conecteaza la piesa metalica ce urmeaza a fi sudata cit mai aproapede locul sudurii.
ATENTIE
Stringeti bine extremitatile cablurilor pentru a evita supraincalzirea bornelor.
Utilizati cabluri port-electrod, respectiv de masa cu lungimi cit mai reduse (mai mici de 10 metri); daca este necesar sa mariti distanta intre generator si locul de munca, utilizati cabluri cu sectiune superioara celei folosite pentru fiecare zece metri suplimentari (de ex. treceti de la un cablu de sectiune 16 mm² la o sectiune de 25 mm²). Evitati utilizarea cablurilor de sudura cu o lungime mai mare de 10 metri.
Utilizarea pieselor metalice care nu fac parte din ansamblul de sudat poate fi periculoasa si va da rezultate nesatisfacatoare.
5.1 CONECTAREA CABLURILOR DE SUDARE TIG IN CURENT CONTINUU SI ALTERNATIV
Pistoletul TIG: Cablul de putere este cuplat la conectorul mama(-) (panoul frontal). Se conecteaza apoi cablul de comanda prin apasare si rotire in sensul acelor de ceasornic; se conecteaza apoi furtunul de gaz prin stringere manuala, evitind folosirea cheilor. Cablul de masa trebuie conectat la conectorul mama(+); clestele de masa se conecteaza la piesa de sudat.
ATENTIE:cablurile trebuie conectate cu ajutorul unor mufe de conectare rapide, pentru a asigura un contac electrict cit mai bun.
5.2 CONECTAREA CILINDRULUI DE GAZ PROTECTOR
Fixati reductorul de presiune pe valva cilindrului de argon.
Fixati tubul de racord, conectindu-l cu un capat la reductor si cu celalalt la conectorul de pe panoul din spate al aparatului.
Lasati libera valva de reglare a regulatorului inainte de a deschide ventilul tubului de gaz.
Deschideti tubul de gaz si reglati debitul necesar de gaz (l/min) conform tehnologiei de sudare (vezi tabelul orientativ de mai jos).
Verificati toate conexiunile pentru a evita pierderile inutile de gaz.
5.3 PANOUL DE COMANDA
Aparatul este dotat cu microprocesor, care permite setarea unui mare numar de parametri, pentru a obtine suduri optime in orice conditii si pe orice materiale.
Modurile de sudare sint localizate in partea stinga a panoului frontal; apasati unul din cele doua butoane pentru a selecta modul indicat de unul din ledurile respective.
Comutator superior
Selecteaza modul de sudare: TIG-2 timpi; TIG-4 timpi; MMA
Comutator inferior
Cu aparatul in modul TIG este folosit pentru a alege intre sudare in DC cu amorsare cu inalta frecventa, sudare in DC cu amorsare lift si sudare in AC.
Butonul din dreapta comutatorului este folosit pentru a alege unul din parametrii asociati curentului de sudare. Valoarea parametrului este modificata prin intermediul comutatorului. Led-ul de deasupra display-ului indica parametrul ales.
Parametru 1
Curent principal
Pentru curent continuu, reprezinta valoarea medie a curentului de sudare. Parametrul este masurat in Amperi si poate varia intre 5 si 140 in sudare MMA si intre 5 si 180 in sudare TIG DC sau TIG AC
Parametru 2
Arc Force
Regleaza valoarea curentului Arc Force. Functioneaza numai in modul MMA. Parametrul este exprimat in procent din curentul de sudare (0-100%)
Parametru 3
Post gaz:
In regim TIG, este perioada de timp masurata in secunde, de la oprirea curentului principal de sudare, pina la oprirea gazului de protectie si se regleaza intre 1 si 25 secunde.
Parametru 4
Rata de scadere a curentului:
Este folosit pentru a scadea curentul treptat, la sfirsitul sudarii si se poate regla intre 0,1 si 10 secunde.
Parametru 5
Balans sau ciclu de lucru
In modul de lucru TIG AC, este raportul intre perioada de timp in care curentul este in alternanta negativa si perioada de comutare, si variaza in domeniul de la 20 % la 90%.
Parametru 6
Bi-Level
Regleaza curentul de baza in modul bi-level. Functioneaza numai in modul TIG 4T. Parametrul poate varia intre o valoare maxima, egala cu cea a curentului principal setat pe panou si una minima, egala cu 30% din curentul principal
NOTA: Pentru a iesi din modul de operare bi-level, rotiti comutatorul in sens invers acelor de ceasornic, pina ce pe display apare "OFF".
Observatie: desi aparatul permite schimbarea multor parametri, exista combinatii care nu vor influenta procedeul de sudare, dar vor permite functionarea aparatului, fara a-l deteriora insa.
MEMORIA
Valoarea parametrilor asociati cu modul de sudare setat sint automat memorate la oprirea masinii si pot fi revazute de cite ori masina este pornita din nou.
ALARME
In cazul in care in aparat apare o defectiune, ledul galben din stnga sus se va aprinde si, in acelasi timp se declanseaza o procedura care blocheaza operatiile de sudare. Pe display se va afisa un mesaj indicind tipul defectului.
AL 1: defect in alimentare. Tensiunea de alimentare este in afara domeniului.
AL 2: unul din termostatele de siguranta a deconectat, datorita supraincalzirii aparatului.
COMANDA LA DISTANTA
Prin intermediul unui conector special cu 14 pini, plasat pe panoul spate, se pot aplica trei tipuri diferite de comanda la distanta:
cu un potentiometru: Se cupleaza telecomanda, se regleaza din buton pe modul "comanda la distanta" si prin rotirea potentiometrului se poate regla curentul de la minim la maxim. In aceasta situatie nu mai este posibilaa modificarea parametrilor de la panoul de comanda.
cu pedala: Cu aparatul in modul "comanda la distanta", valoarea curentului este determinata de pozitia pedalei. De asemenea, in modurile de lucru TIG-doi timpi, pedala va actiona ca butonul de pornire a aparatului.
cu doua potentiometre: Primul potentiometru va regla curentul de sudare, iar cel de-al doilea va regla alti parametri, care sint dependenti de modul de sudare activ. Rotind acest al doilea potentiometru, parametrii pe care doriti sa-i modificati vor fi afisati pe display.
TIG-PULSE
Permite sudarea TIG DC in curent pulsat si reglarea parametrilor de la distanta. Prin aceasta procedura si la aplicatii speciale, unii dintre parametrii de sudare TIG se imbunatatesc considerabil. Printre acestia, enumeram:
baie de sudura mica, cu un control mai bun al caldurii si limitarea incalzirii;
o mai buna sudare a radacinii cordonului de sudura, sudarea materialelor subtiri, ca si sudarea mai buna in diverse pozitii;
reducerea tendintei de fisurare a materialului;
un control mai bun al penetrarii, la sudurile plane, fara material de suport;
cresterea posibilitatilor de sudare a pieselor cu diferenta de grosime, ca si a posibilitatii de sudare a otelurilor cu compozitii diferite (ex. Otel inox cu otel slab aliat);
NOTA: Telecomanda TIG PULSE este activa numai in modul de sudare TIG DC 2 Timpi si 4 Timpi; cind selectorul este in pozitia "ELECTROD" (MMA) sau TIG AC, pe display va aparea mesajul EROARE
5.4 TELECOMANDA TIG PULSE
Potentiometru "Ib" regleaza inrensitatea curentului
Potentiometru "Ip" regleaza intensitatea curentului pulsat
Potentiometru (cu comutator) "Ip" regleaza durata curentului pulsat de la 0,1 la 3 sec ± 10%. Cind potentiometrul este in pozitia OPRIT, curentul pulsat este oprit; totusi, potentiometrul permite reglarea curentului de la distanta.
Potentiometrul "Ib" regleaza intervalul de timp intre pulsatii, ca si durata curentului de baza (0,1-3 sec+/-10%)
Led rosu. Semnalizeaza curentul pulsat; "PORNIT" in timpul pulsului, "OPRIT" intre pulsatii.
NOTA: Valoarea maxima a curentului de sudare care poate fi reglata cu ajutorul telecomenzii, coincide cu valoarea setata de potentiometrul de reglare din generatorul TIG.
6. SUDAREA CU ELECTROD INVELIT
Conectati corect electrodul la polul indicat de fabricant. Majoritatea electrozilor se conecteaza la polul pozitiv, cu exceptia celor pentru care fabricantul indica altfel.
Curentul de sudare se va regla functie de diametrul electrodului utilizat si tipul sudarii ce trebuie realizata (vezi tabelul de mai jos).
Diam max
CURENT SUDARE (A)
(mm)
min
max.
1.6
25
50
2
40
80
2.5
60
110
3.2
80
160
Caracteristicile mecanice ale sudarii sint determinate, nu numai de curentul de sudare, ci si de o serie de alti parametri, cum ar fi calitatea electrodului folosit, lungimea arcului, viteza de avans si pozitia sudorului,ca si de gradul de umiditate a electrodului.
ATENTIE: Nu loviti electrodul de piesa; acest lucru nu va face decit sa deterioreze invelisul electrodului, amorsarea devenind mai dificila. Din momentul amorsarii arcului, cautati sa mentineti distanta cit mai constanta intre electrod si piesa, pe toata durata sudarii (distanta recomandata este egala cu diametrul electrodului folosit). Inclinati electrodul la 20-30° fata de verticala in sensul de avans.
Caracteristicile de sudura depind, de asemenea, de valoarea caracteristicii dinamice a apararului (ARC FORCE). Acest parametru poate fi reglat cu ajutorul comenzii la distanta cu doua porentiometre. Retineti ca o valoare mai mare a acestui parametru conduce la o penetrare mai buna a arcului si permite sudarea in orice pozitie, folosind electrozi bazici. Pe de alta parte, o valoare mai mica a sa conduce la un arc mai slab, cu stropi mai putini, la folosirea electrozilor rutilici.
SUDAREA TIG IN CURENT CONTINUU
REGULI GENERALE
Procedeul de sudare TIG utilizeaza energia produsa de un arc electric format intre un electrod neconsumabil (din wolfram) si piesa de prelucrat. Electrodul de wolfram este sustinut de un pistolet care livreaaa curentul de sudare. Pistoletul este astfel realizat incit aa asigure protectia electrodului si a baii de sudura, contra oxidarii, cu ajutorul unui curent de gaz inert (Argon)
SUDURA CU MARGINI INDOITE
La sudarea materialelor subtiri (de pina la 1mm), pregatite anterior, se poate lucra fara material de adaos, prin topirea marginilor celor doua piese.
Pentru grosimi mai mari ale pieselor, este necesar sa se utilizeze material de adaos, cu aceeasi compozitie cu a materialului de baza. Bagheta de material de adaos va avea un diametru corespunzator cu dimensiunile marginilor pregatite anterior.
SUDURA CU MARGINI INDOITE CU/FARA MATERIAL DE ADAOS
Pentru a obtine rezultate bune la sudare este necesar ca materialele sa fie curate, fara urme de oxizi, ulei, grasimi sau solventi. Este indicat ca virful electrodului de wolfram sa fie ascutit axial asa cum se arata in Fig.9. Asigurati-va ca ascutirea este perfect axiala pentru a evita devierea arcului. Operatia va trebui repetata periodic pentru a evita pierderile de putere prin deformarea electrodului, sau ca urmare a contaminarii sale.
In general, se recomanda utilizarea electrozilor de wolfram thoriat (cca.2%)-cod rosu-,pentru sudarea in curent continuu. Distanta normala intre electrod si duza ceramica este de cca 2-3 mm si poate ajunge la cca 8 mm pentru sudurile in colturi.
Diametrul electrodului se va alege in functie de materialul sudat.
PROCEDURI
Asigurati-va ca masina este instalata si conectata corect, in conformitate cu instructiunile!
Asigurati-va ca toate butoanele de control sint pozitionate corect, urmind urmatoarele instructiuni:
Fixati curentul de sudare la valoarea dorita, cu ajutorul potentiometrului; daca este necesar, curentul se regleaza la valoarea dorita, in timpul operatiei de sudare.
Apasati butonul pistoletului si asigurati-va de curgerea corecta a gazului si, daca este necesar, reglati durata post-gaz, in functie de conditiile de operare. In general, durata de post-gaz trebuie sa asigure racirea electrodului la terminarea operatiei de sudare si sa evite contactul baii de sudura calde, cu atmosfera, pentru a impiedica oxidarea si contaminarea. De asemenea, inainte de amorsarea arcului, reglati durata de pre-gaz in functie de dimensiunile suprafetei ce trebuie protejate.
NOTA: Debitul gazului de protectie (l/min) poate fi reglat numai de la regulatorul de presiune montat pe butelie.
Modul de amorsare a arcului poate fi ales intre HF sau LIFT, in functie de necesitati.
Modul de amorsare HF: Apasati butonul pistoletului, aducind electrodul aproape de punctul de lucru (2-3 mm). Asteptati pentru ca arcul sa fie transferat prin cimpul de inalta frecventa pe material si incepeti sudura de-a lungul imbinarii. Daca amorsarea arcului nu se realizeaza, desi apar vizibile descarcari in HF, nu mentineti electrodul sub tensiune pentru o perioada prea lunga de timp. Verificati integritatea si gradul de ascutire a electrodului si polizati-l daca este necesar.
Modul de amorsare LIFT: Se atinge usor piesa de lucru cu varful electrodului, apasind pe butonul pistoletului, se ridica electrodul 2-3 mm, urmarind obtinerea amorsarii arcului de sudura la valoarea curentului preselectata.
Pentru a intrerupe sudarea, se elibereaza butonul pistoletului si curentul se va reduce gradual, sau instantaneu, in functie de modul selectat.
Reducerea graduala a curentului este necesara pentru evitarea formarii de cratere la capatul cordonului de sudura.
In cazul in care este necesar sa se sudeze materiale pentru care parametrii de sudare nu sint cunoscuti, se recomanda efectuarea citorva teste, pentru determinarea parametrilor de sudare.
ATENTIE: se recomanda inchiderea gazului de la butelia de gaz, la terminarea lucrului.
MODUL DE LUCRU IN 4 TIMPI
 Cind se
selecteaza acest mod de lucru, la prima apasare a butonului pistoletului se va
aplica un curent de baza (cel prestabilit). Eliberarea butonului pistoletului
comanda cresterea curentului, in functie de panta de crestere reglata, pina la
valoarea maxima a curentului care a fost reglata. Aceasta valoare este
mentinuta chiar daca butonul pistoletului este eliberat complet. La o noua
apasare a butonului pistoletului curentul incepe sa scada pogresiv, in functie
de panta de scadere ce a fost reglata, pina se ajunge la valoarea de baza a
curentului. Aceasta valoare de baza este mentinuta pina la eliberarea
butonului, moment in care incepe perioada de post-gaz, iar curentul este adus
la zero.
Cind se
selecteaza acest mod de lucru, la prima apasare a butonului pistoletului se va
aplica un curent de baza (cel prestabilit). Eliberarea butonului pistoletului
comanda cresterea curentului, in functie de panta de crestere reglata, pina la
valoarea maxima a curentului care a fost reglata. Aceasta valoare este
mentinuta chiar daca butonul pistoletului este eliberat complet. La o noua
apasare a butonului pistoletului curentul incepe sa scada pogresiv, in functie
de panta de scadere ce a fost reglata, pina se ajunge la valoarea de baza a
curentului. Aceasta valoare de baza este mentinuta pina la eliberarea
butonului, moment in care incepe perioada de post-gaz, iar curentul este adus
la zero.
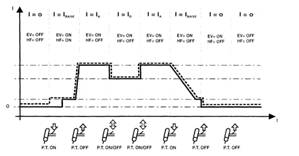
MODUL DE LUCRU IN PATRU TIMPI CU BI - LEVEL
La prima apasare a butonului, aparatul este pornit si furnizeaza 25% din curentul principal setat. La eliberarea butonului, curentul creste pina la valoarea curentului de sudura si se mentine la aceasta valoare. De fiecare data butonul este apasat (este necesar un interval de timp intre apasare si eliberare), curentul va varia intre valoarea parametrului "bi-level" setat si valoarea parametrului "curent principal". Daca butonul este apasat pentru o perioada mai lunga, curentul va scadea pina la 25% din valoarea curentului de sudare.. Aceasta ultima valoare se va mentine pina la eliberarea butonul la sfirsitul ciclului de sudare.
PROCEDURI DE SUDARE TIG IN CURENT ALTERNATIV
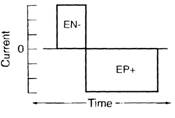
Acest tip de proceduri permite utilizarea aparatului pentru sudarea unor materiale, cum ar fi aluminiu si magneziu, care in timpul sudarii formeaza la suprafata un strat protector si izolator de oxid.
Inversarea polaritatii curentului de sudare permite "spargerea" stratului superficial de oxid, ca urmare a unui proces denumit "sablare ionica". Tensiunea electrodului de Wolfram alterneaza intre valori pozitive si negative. In perioada pozitiva, oxidul este indepartat de pe suprafata, permitind formarea baii de sudura. Pe durata alternantei negative, se aplica cantitatea maxima de caldura. Posibilitatea de modificare a parametrilor curentului alternativ (frecventa, balansul si valoarea alternantei pozitive) permite reducerea duratei si intensitatii acestei alternante pozitive la minimum, ceea ce conduce la cresterea vitezei de sudare si reducerea cantitatii de caldura aplicata electrodului.
 Modificarea
parametrilor descrisi la operatiile de sudare TIG in curent continuu ( amorsare
HF sau LIFT doi sau patru pasi) este posibila si in curent alternativ.
Modificarea
parametrilor descrisi la operatiile de sudare TIG in curent continuu ( amorsare
HF sau LIFT doi sau patru pasi) este posibila si in curent alternativ.
IN TABELUL 4 sint prezentate citeva date privind sudarea aluminiului.
Se recomanda utilizarea unui electrod de wolfram pur (cap verde), ca fiind cel mai potrivit pentru astfel de sudare.
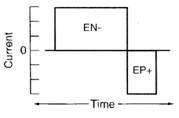
In cadrul acestor proceduri de sudare, se poate modifica raportul alternanta negativa/total timp, intre 20 si 90%.
Valori mai mari ale raportului conduc la sudarea mai rapida, penetrare mai buna, concentrare mai buna a arcului, baie de sudura mai ingusta si scaderea incalzirii electrodului.
Valori mai mici permit o mai buna curatare a pieselor.
O valoare a raportului prea mica va avea ca rezultat un arc mai mare si o crestere a suprafetei dezoxidate, ceea ce conduce la supraincalzirea electrodului si la formarea unei picaturi la suprafata sa, care va reduce posibilitatea de amorsare a arcului si va permite descarcari in diverse directii.
O valoare prea mare a raportului va conduce la "murdarirea" baii de sudura si aparitia unor puncte negre in baie
IN TABELUL 5, sint prezentate citeva efecte ale modificarii parametrilor la sudarea in curent alternativ.
INTRETINERE
ATENTIE!
Nu umblati in interioriul aparatului inainte de a-l fi debransat de la reteaua de alimentare.
Eventualele controale efectuate sub tensiune in interiorul aparatului pot provoca socuri electrice datorate contactului direct cu partile aflate sub tensiune.
Inspectati periodic interiorul aparatului si indepartati praful depus, cu ajutorul unui jet slab de aer.
Evitati de maniera absoluta efectuarea operatiilor de sudare cu aparatul demontat.
PISTOLETUL
Evitati punerea pistoletului peste propriile cabluri, sau peste piesele calde. Aceasta poate conduce la topirea materialelor izolatoare si la scoaterea din functiune a pistoletului.
Periodic, verificati conexiunile tuturor furtunelor.
Montati intotdeauna penseta si port penseta corespunzatoare diametrului electrodului, pentru a evita supraincalzirea acestuia, difuzia proasta a gazului si, in consecinta, performante reduse.
DEPANARE
IN EVENTUALITATEA UNEI FUNCTIONARI NECORESPUNZATOARE SI INAINTEA UNEI INTERVENTII MAI SISTEMATICE VERIFICATI URMATOARELE :
Curentul de sudare, reglat din potentiometru, in raport cu scala gradata, corespunde tipului si diametrului electrodului utilizat.
Intrerupatorul general aflat in pozitia "PORNIT", martorul luminos corespunzator este aprins. In caz contrar pana consta in mod normal in linia de alimentare (cablu, priza si sau stecher, sigurante, etc.)
Martorul luminos galben este stins. Pozitia aprins indica interventia termostatului de protectie. Asteptati racirea naturala a aparatului. Verificati buna functionare a ventilatorului.
Tensiunea de retea sa nu fie prea mare. Daca martorul luminos ramine aprins dupa repunerea in functiune si dupa ce ati verificat ca tensiunea din retea nu depaseste 260 V a.c., atunci se cere interventia unui specialist.
Legaturile circuitului de sudare sint corect efectuate, in special contactul de masa este bun.
ATENTIE ! TENSIUNI DE ALIMENTARE MAI MARI DE 280 V a.c. POT DETERIORA APARATUL.
Verificati ca toate conexiunile circuitului de sudare sa fie corect realizate, in special ca clestele de masa sa fie bine atasat de piesa de prelucrat, fara alte materiale(vopsea,rugina) intre el si piesa de lucru.
Gazul protector (Argon 99,5%) sa fie de tipul, calitatea si in cantitatea corespunzatoare.
ATENTIE: utilizati intotdeauna un cleste izolat pentru inlaturarea electrozilor consumati din clestele port-electrod sau pentru manipularea pieselor ce se sudeaza. Asigurati-va ca dupa terminarea operatiilor de sudare clestele port-electrod este scos de sub tensiune.