|
|
|
|
Tema proiectului
Proiectarea procesului tehnologic pentru reperul flanse (desen nr. ...), a unor echipamente de fabricare aferente, organizarea si programarea fabricarii reperului.
Studiu de caz: Fiabilizarea liniei de transfer uzinaj chiulasa K.
1. Analiza functional - constructiva a piesei.
1.1 Rolul functional al piesei in cadrul ansamblului din care face parte.
Dupa cum se observa din desenul de executie al piesei, se constata ca piesa face parte din clasa tehnologica flansa,si are un rol de sustinere a unui arbore asamblat pe un rulment cu diametrul ø80. Este prevazut cu o gaura filetata intrun un stul cu rol de ungere.
Se constata astfel ca piesa nu transmite miscare, dar ea este supusa la eforturi de incovoiere datorita fortelor care apar in timpul exploatarii, forte ce se transmit datorita angrenajului din cadrul ansamblului.
1.2 Caracteristicile geometrice constructive prescrise piesei.
In figura de mai jos se va realiza codificarea piesei pe care se vor nota suprafetele componente ale piesei.
Cod
Forma
Dimensiunea principala
Treapta de precizie
Ra [![]() ]
]
Toleranta de forma
Toleranta de pozitie
Alte caracteristici
SRE1
cilindrica
exterioara
Ø170
12
6,3
SRE2
cilindrica
exterioara
Ø110
12
6,3
SRI 1
cilindrica
interioara
Ø103
6
0,8
SRI2
cilindrica
interioara
Ø81
12
6,3

Baza A
SRI3
cilindrica
interioara
Ø80
6
0,8
SF1
Suprafata plana
110
7
1,6
SF2
Suprafata plana
16
12
6,3
SF3
Suprafata plana
97
12
6,3
SF4
Suprafata plana
110
7
1,6
G1
Suprafata cilindrica
Ø14, Ø 22
12
6,3
G2
Suprafata cilindrica
M8
12
6,3
G3
Suprafata cilindrica
Ø15,M25x1, Ø26
12
6,3
T1
Suprafata complexa
1X45°
12
6,3
T2
Suprafata complexa
0.5X45°
12
6,3

Baza P
D1
Suprafata plana
2
12
6,3
SC
Suprafata complexa
Ø170, Ø162
12
6,3
1.3 Caracteristicile materialului piesei.
Reperul de executat este realizat din OLC 45, STAS 880-88.
1.2.1 Caracteristicile mecanice - tab.5.5 [1]
Marca
Starea
Rp0,2
[N/mm2]
Rm
[N/mm2]
A5
KCU
[J/cm2]
OLC 45
N
I
360
500
610
700-850
18
14
30
Unde: - N - normalizat; I - imbunatatit.
1.2.2. Caracteristicile chimice - tab.5.4 [1]
Marca
C
Mn
Si
S
P
Altele
OLC 45
0,42-0,5
0,5-0,8
0,17-0,37
0,02-0,045
0,04
As<0,05
1.2.3. Caracteristicile tehnologice - tab.5.5 [1]
Dintre caracteristicile tehnologice ale unui material fac parte si forjabilitatea, aschiabilitatea si calibilitatea.
* Forjabilitatea reprezinta capacitatea metalelor de a se deforma si de a lua o forma noua sub actiunea fortelor exterioare fara a se fisura. La oteluri, forjabilitatea este cu atat mai buna cu cat continutul de carbon este mai redus, astfel marca OLC 45 se poate aprecia ca are o forjabilitate buna.
* Aschiabilitatea este capacitatea materialelor de a putea fi prelucrate prin aschiere cu ajutorul sculelor aschietoare.
Otelurile cu 0,3 - 0,6 % C au aschiabilitate buna; continuturi mai mari de carbon conduc la micsorarea vitezelor de aschiere. Continuturi mai ridicate de S (<0,3%) si de P (<0,2%) in oteluri, imbunatatesc mult aschiabilitatea.
Analizand aceste conditii vom observa ca din punct vedere al continutului de carbon, dar si din cel al continutului de S si P, marca OLC 45 are aschiabilitate buna. Pentru cresterea aschiabilitatii este recomandata o recoacere prealabila de inmuiere.
* Calibilitatea este propietatea materialelor de a se cali.
Calibilitatea otelurilor creste o data cu continutul de carbon si de
elemente de aliere (Mn, Mo, Cr).
Marca de otel OLC 45 prezinta o calibilitate buna, pretandu-se la tratamentul termic al suprafetei si la operatii de tratament termochimic.
Parametrii tratamentului termic : tab.5.5 [1]
Marca
Starea
Recoacere
Normalizare
Calire
Revenire
OLC 45
N
680-700
c
840-870
a
820-850
A
OLC 45
I
830-860
u
Unde: c - cuptor; a - aer; A - apa; u - ulei.
1.4 Tehnologicitatea piesei.
Tehnologicitatea unei piese din punct de vedere al prelucrarilor
mecanice, consta din elaborarea de solutii astfel incat produsul sa fie realizat cu satisfacerea integrala a cerintelor tehnico-functionale impuse, cu cheltuieli minime de efort.
Din punct de vedere al semifabricatului piesa este tehnologica putand fi obtinuta prin procedee clasice de matritare fara a fi nevoie de matrite complexe sau numar mare de etape in obtinerea acesteia. Forma semifabricatului va urmari fidel forma generala a piesei, permitand adaosuri mici de prelucrare.
Se poate spune ca tehnologicitatea se refera la doua aspecte:
tehnologicitatea de exploatare - masura in care produsul executat corespunde cerintelor de functionare pentru care a fost proiectat;
tehnologicitatea de fabricare - masura in care produsul poate fi obtinut cu un cost minim al executiei, cu un volum redus de munca, cu un consum scazut de materiale.
Ne vom referi in continuare numai la tehnologicitatea de fabricare.
Referitor la aceasta, inginerul tehnolog trebuie sa urmareasca
urmatoarele aspecte:
prelucrabilitatea prin aschiere;
forma constructiva a piesei;
modul de prescriere a tolerantelor si rugozitatilor suprafetelor prelucrate;
gradul de unificare si de normalizare a pieselor.
In continuare vom analiza fiecare aspect in parte, cu referinte directe la
reperul primit prin tema de proiect, " FLANSA".
1.4.1 Prelucrabilitatea prin aschiere
La examinarea desenului de executie al unei piese, trebuie avut in vedere ca materialul prescris poate sa se caracterizeze in stare de semifabricat printr-o prelucrabilitate relativ scazuta. In cazul de fata, daca vom alege un semifabricat obtinut prin matritare la cald, este necesara prescrierea unui tratament termic primar care are rolul de a mari prelucrabilitatea prin aschiere.
Inaintea prelucrarilor de netezire se va aplica tratamentul termic cu rolul de satisfacere a unor cerinte privind viitoarea utilizare a piesei, dar si de imbunatatire a prelucrabilitatii, in vederea aplicarii procedeelor de netezire, cunoscut fiind ca o duritate mai mare conduce la obtinerea unei rugozitati mai scazute.
1.4.2. Forma constructiva a piesei
Forma constructiva a piesei trebuie sa fie cat mai apropiata de cea optima pentru asigurarea unei prelucrari cu un volum minim de munca, dar cu respectarea prescriptiilor privind precizia dimensionala si starea suprafetelor.
Din punct de vedere al volumului minim de munca pentru prelucrarea reperului FLANSA, este necesara gasirea unor procedee adecvate de prelucrare posibil a fi aplicate, care vor fi date tabelar.
Dupa cum se observa din desenul de executie, vom avea operatii de: strunjire, gaurire, largire, filetare, lamare si rectificare, deci folosind masini automate sau semiautomate in locul celor universale vom obtine unele avantaje tinand cont ca suntem in cadrul productiei de serie mijlocie.
Realizarea conditiilor impuse de precizie si de calitate a suprafetelor implica:
existenta unei forme constructive cat mai simple si usor de prelucrat: in cazul de fata avem suprafete obtinute prin strunjire, gaurire, largire, filetare si rectificare;
posibilitatea utilizarii corespunzatoare a unor suprafete in calitate de suprafete de orientare sau de fixare;
asigurarea unor posibilitati de strangere suficienta a semifabricatului in dispozitivele de lucru;
folosirea pe cat posibil a sculelor standardizate.
La prelucrarile de strunjire se vor utiliza cu precadere cutite cu placute
din carburi metalice conform STAS-urilor in vigoare. De asemenea, si la celelalte prelucrari ( gaurire, largire, filetare si rectificare) se vor utiliza pe cat posibil scule standardizate, deoarece in acest fel se va reduce volumul de munca legat de aprovizionarea cu scule, in acelasi timp obtinandu-se si o reducere a pretului de cost al fabricatiei, stiut fiind faptul ca o scula standardizata este mai ieftina decat una speciala.
1.4.3. Prescrierea tolerantelor si a rugozitatilor suprafetelor
prelucrate
Desenul de executie trebuie sa cuprinda toate datele privind tolerantele si rugozitatile suprafetelor piesei. Trebuie sa se tina seama ca prin prescrierea unor valori mari pentru tolerante si a unor valori mici pentru rugozitate se poate ajunge la cresteri importante ale costurilor de fabricatie, datorita cresterii numarului de prelucrari necesare obtinerii piesei.
Pentru prescrierea tolerantelor si a rugozitatilor pe desenul de executie se tine seama de urmatoarele aspecte:
pentru suprafetele libere ale piesei (care nu determina parametrii functionali) se prescriu tolerante mai mari sau egale cu cele corespunzatoare preciziei economice;
pentru suprafetele care determina parametrii de functionare a piesei, tolerantele si rugozitatile se prescriu tinand cont de conditiile respective de functionare.
Alegerea procedeelor de prelucrare si a succesiunii acestora se face
tinand seama de rugozitatile si de tolerantele prescrise in desenul de executie: trebuie sa se tina seama ca o anumita metoda de prelucrare (de exemplu: strunjirea de degrosare) asigura obtinerea preciziei dimensionale indicata pe desen, in schimb nu se asigura obtinerea rugozitatii prescrise. In acest caz, mai este necesara o operatie (dupa strunjirea de degrosare se obtine Ra = 12,5µm, iar dupa cea de finisare Ra = 3,2µm) pentru obtinerea calitatii prescrise.
2. Proiectarea semifabricatului
Pentru stabilirea semifabricatului optim pentru reperul "FLANSA" trebuie in primul rand sa se cunoasca:
compozitia chimica a materialului din care se executa reperul;
proprietatile mecanice ale acestui material;
tratamentele termice tehnic posibile de aplicat.
Pe langa aceste caracteristici trebuie avute in vedere si posibilitatile
tehnice de obtinere a semifabricatului, tinandu-se cont de material, printr-un procedeu de semifabricare: din semifabricat laminat, forjat in matrita etc.
2.1. Stabilirea procedeelor de obtinere a semifabricatului
Obtinerea semifabricatului se poate realiza, datorita formei sale simple fie dintr-un semifabricat laminat, fie dintr-un semifabricat matritat.
Alegerea semifabricatului optim consta in verificarea urmatoarelor aspecte tehnico-economice:
felul semifabricatelor corespunzatoare tehnic pentru piesa;
gradul de apropiere al acestor semifabricate de piesa;
costul fiecarui semifabricat tehnic posibil pentru piesa si alegerea semifabricatului cu cost minim.
Gradul de apropiere al semifabricatului de piesa se determina prin
calcularea coeficientului de utilizare a materialului, dat de relatia:
γ = ![]() , [2]
, [2]
unde:
- gpf - masa piesei finite, Kg;
Gsf - masa semifabricatului, Kg.
Calculul masei piesei finite.
m = Vt·ρ [g]
unde:
m - masa piesei;
Vt - volumul total al piesei, mm3;
ρ - densitatea materialului, g/mm3:
ρ = 7,86·10-3 g/mm3
V1 = (л·1702·97)/4 [mm3]; V2 = (л·1102·15)/4 [mm3]; V3 = (л·1032·14)/4 [mm3];
V4 = (л·352·14)/4 [mm3]; V5 = (л·812·80)/4 [mm3]; V6 = (л·202·32)/4 [mm3];
V7 = (л·142·65)/4 [mm3]; V8 = (л·262·20)/4[mm3]; V9 = (л·152·24)/4 [mm3];
Vp = V1 + V2 - V3 - V4 - V5 - 3(V6 + V7 ) - V8 - V9 = 1767349.76 mm3
m =1682011.9 · 7,86·10-3 = 13220.529 g
m ![]() 13.22 Kg
13.22 Kg
2.2 Procedeul economic de realizare a semifabricatului.
Variantele semifabricatului pentru piesa data prin tema de proiect, tinand cont de tipul piesei si de material sunt;
semifabricat laminat
semifabricat matritat.
Calculul maselor:
Calculul masei semifabricatului laminat.
m = [(π · 1732 · 114)/4] · 7.86 · 10-6 = 21.062 Kg
Calculul masei semifabricatului matritat.
m = [(π · 173 · 1142)/4] · 7.86 ·10-6 = 13.53 Kg
Calculul coeficientului de utilizare a materialului, pentru fiecare tip de semifabricat este:
semifabricat laminat:
γl
= ![]() =
= ![]() = 0,62
= 0,62
semifabricat matritat:
γm
= ![]() =
= ![]() = 0,97
= 0,97
Comparand cele doua valori se constata ca gradul de apropiere de piesa cel mai bun il are semifabricatul matritat, deci vom alege drept semifabricat optim pentru reperul "FLANSA" , semifabricatul matritat.
In vederea realizarii unui semifabricat prin matritare sunt necesare urmatoarele opreratii:
debitarea semifabricatelor prin aschiere sau deformare plastica;
incalzirea semifabricatelor la temperatura optima de deformare;
matritarea propriu-zisa, dintr-o singura operatie, sau dintr-o succesiune de operatii, in functie de marimea si complexitatea piesei;
operatii de finisare(debavurarea, indreptarea, calibrarea si curatirea).
Succesiunea operatiilor de matritare propriu-zisa depinde si de utilajele pe care se realizeaza: matritare pe ciocane, matritare pe prese (cu frictiune, mecanice cu excentric, hidraulice) sau pe masini de forjat orizontale.
2.3 Adaosurile totale de prelucrare.
2.3.1. Adaosurile de prelucrare.
Conform tabelelor 8.22 [8] si 5.4 [5], adaosul de prelucrare si tolerantele sunt urmatoarele:
Dimensiunea piesei
Adaosul de prelucrare
pe o parte
Dimensiunea semifabricatului
![]() 170
170
2
![]()
![]() 162
162
1,25
![]()
![]() 110
110
1,50
![]()
![]() 103
103
1,50
![]()
![]() 81
81
1.5
![]()
![]() 80
80
1,50
![]()
16
1,50
![]()
97
110
2.3.2. Adaosurile tehnologice.
Pentru asigurarea executarii corecte a operatiei de matritare, adaosurile de prelucrare sunt completate cu urmatoarele adaosuri tehnologice:
- inclinatii de matritare;
- raze de racordare.
Valoarea inclinatiilor conform tabelului 5.1 [5] pentru piese obisnuite sunt:
- suprafete interioare ![]() ;
;
- suprafete exterioare ![]() .
.
Razele de racordare conform tabelului 5.2 [5] sunt:
- raze interioare : ![]() ;
;
- raze exterioare: ![]() .
.
2.3.3. Planul de separatie.
Pentru ca umplerea locasului matritei sa se faca pe cat posibil prin refulare se impune conditia ca suprafata de separatie sa treaca prin sectiunea piesei care are dimensiunea de gabarit cea mai mare.
2.4. Tratamente termice primare necesare
Tratamentele termice sunt prezentate tabelar la 1.3.3., in cadrul proprietatilor materialului.
2.5 Realizarea desenului de executie al semifabricatului.
3. Proiectarea variantelor preliminare de proces tehnologice
3.1. Incadrarea piesei intr-un tip / grup de produse.
Reperul face parte din clasa de piese flanse deoarece lungimea totala a piesei este mai mica decat diametrul maxim.
3.2. Stabilirea metodelor si procedeelor de prelucrare a suprafetelor semifabricatului
Suprafata
Precizia
Ra
Procedeul de
Forma
COD
Dim.
[µm]
prelucrare
Suprafata cilindrica
SRE1
Ø170
12
6,3
Strunjire
Suprafata cilindrica
SRE2
Ø110
12
6,3
Strunjire
Suprafata plana
SF1
110
7
1,6
Strunjire
Suprafata plana
SF2
16
12
6,3
Strunjire
Suprafata plana
SF3
97
12
6,3
Strunjire
Suprafata plana
SF4
110
7
1,6
Strunjire
Suprafata cilindrica
SRI1
Ø103
6
0,8
Rectificare
Suprafata cilindrica
SRI2
Ø81
12
6,3
Strunjire
Suprafata cilindrica
SRI3
Ø80
6
0,8
Rectificare
Suprafata cilindrica
G1
Ø14, Ø 22
12
6,3
Burghiere, adancire
Suprafata cilindrica
G2
M8
12
6,3
Burghiere, filetare
Suprafata cilindrica
G3
Ø15,M25x1, Ø26
12
6,3
Burghiere, adancire, lamare, filetare
Suprafata complexa
T1
1X45°
12
6,3
Strunjire
Suprafata complexa
T2
0.5X45°
12
6,3
Strunjire
Suprafata plana
D1
2
12
6,3
Strunjire
Suprafata complexa
SC
Ø170, Ø162
12
6,3
Strunjire
3.3 Proiectarea continutului si succesiunii operatiilor procesului tehnologic in doua variante.
SUPRAFATA
Ra
[µm]
Prelucrare intr-o etapǎ
Prelucrare in douǎ sau mai multe etape
FORMA
COD
Var. 1
Var. 2
Prelucrarea finalǎ
Prelucrarea/
prelucrǎrile preliminare
Var.1
Var.2
Var.1
Var.2
Suprafatǎ de revolutie exterioarǎ
SRE1
6,3
Strunjire
Suprafatǎ de revolutie exterioarǎ
SRE2
6,3
Strunjire
Suprafata de revolutie interioara
SRI1
0.8
Rectificare
Rect.
Strunjire degr.
Strunjire finisare
Strunjire
degr. si finisare
Suprafata de revolutie interioara
SRI2
6,3
Strunjire
Suprafata de revolutie interioara
SRI3
0,8
Rectificare
Rect.
Strunjire degr.
Strunjire finisare
Strunjire
degr. si finisare
Suprafatǎ frontalǎ
SF1
1,6
Rectificare
Strunjire semifin.
Strunjire finisare
Suprafatǎ frontalǎ
SF2
6,3
Strunjire
Suprafatǎ frontalǎ
SF3
0,8
Strunjire
Suprafatǎ frontalǎ
SF4
6,3
Rectificare
Strunjire semifin.
Strunjire finisare
Suprafatǎ complexa
SC1
6,3
Strunjire
Suprafata cilindrica
G1
6,3
Adancire
Burghiere
Suprafata cilindrica
G2
6,3
Filetare
Burghiere
Suprafata cilindrica
G3
6,3
Filetare
Gaurire
Largire
Lamare
Degajare
D1
6,3
Strunjire
Tesituri
T1
6,3
Strunjire
Tesituri
T2
6,3
Strunjire
4. Proiectarea primei variante de proces tehnologic
4.1. Varianta II
STRUCTURA PRELIMINARA A PROCESULUI TEHNOLOGIC
OPERATIA
FAZA
Masina-unealta
Nr.
Denumire
Schita
Nr.
Denumire
1
Semifinisarea suprafetelor: SRE1, SF1
Largirea suprafetelor SRI1 si SRI2
Fig.1
1
Strunjire longitudinala SRE1
SSM2C
2
Strunjire transversala SF1
3
Largire combinata cu avans
2
Strunjire suprafetelor:
SRE2,SF3,SF4
Largire suprafetelor: SRI4
Fig.2
1
Strunjire semifinisare din cealalta parte
SSM2C
2
Strunjire transversala
3
Largire ø80
3
Finisare suprafata SF1
Finisare suparafata SRI1
Tesire
Fig.3
1
Strunjire finisare
SSM2C
2
Largire finisare ø103
3
Tesire
4
Finisare suprafata SF4
Finisare suprafata SRI 4
Tesire
Fig.4
1
Strunjire finisare dn cealalta parte
SSM2C
2
Largire finisare ø80
3
Tesire
5
Strunjire suprafata SRI 3
Fig.5
1
Strunjire interioara ø81
SN400
6
Degrosare
Tesire interioara
Fig.6
1
Degrosare interioara
SN400
2
Tesire interioara
7
Strunjirea suprafetei SC
Tesire interioara
Fig.7
1
Strunjirea suprafetei SC
SNP
2
Tesire interioara
8
Executarea suprafetei G1
Fig.8
1
Gaurire Ø14
GPR25
2
Adancire ø22
9
Executarea suprafetei G2
Fig.9
1
Gaurire ø6.6
GPR25
2
Filetare M8
10
Executarea suprafetei G3
Fig.10
1
Gaurire ø15
GPR45
2
Largire ø23
3
Lamare ø26
4
Filetare M25
11
CONTROL TEHNIC INTERMEDIAR
12
TRATAMENT TERMIC
13
Netezirea suprafetei SRI1
Fig.11
1
Rectificare pentru SRI1
RU 100
14
Netezirea suprafetei SRI4
Fig.12
1
Rectificare pentru SRI4
RU 100
15
Netezirea suprafetei SF1
Fig.13
1
Rectificare pentru SF1
RU 100
16
Netezirea suprafetei SF4
Fig.14
1
Rectificare pentru SF4
RU100
17
CONTROL TEHNIC FINAL
4.1 Determinarea adaosurilor de prelucrare si calculul dimensiunilor intermediare.
Pentru obtinerea pieselor cu precizia necesarǎ si calitatea suprafetelor impusǎ de conditiile functionale, este necesar ca de pe semifabricat sǎ se indepǎrteze prin aschiere un strat de material care constituie adaosul de prelucrare.
Mǎrimea adaosului de prelucrare trebuie sǎ fie calculatǎ in asa fel incat sǎ se obtinǎ produse de calitate la un pret de cost minim. Dacǎ adaosurile de prelucrare sunt prea mari, se mǎreste greutatea semifabricatului si consumul de material, sunt necesare faze sau operatii suplimentare de prelucrare prin aschiere, se mǎreste consumul de scule aschietoare si uzura utilajelor, cresc consumurile de energie electricǎ etc.
In cazul cand adaosurile de prelucrare sunt prea mici nu se pot indepǎrta complet straturile superficiale cu defecte ale semifabricatului, deci nu se pot obtine precizia si rugozitatea prescrisǎ a suprafetelor prelucrate si ca urmare se mǎreste procentul de rebut. Rezultǎ cǎ este necesar sǎ se stabileascǎ valori optime pentru adaosurile de prlucrare.
Adaosul de prelucrare intermediar minim se calculeazǎ cu relatiile urmǎtoare:
pentru adaosuri simetrice pe diametru - suprafete de revolutie:
2Acmin
= 2 · (Rzp + Sp) + 2 · 
pentru adaosuri simetrice la suprafete plane opuse prelucrate simultan:
2Acmin = 2 · (Rzp + Sp) + 2 · (ρp + εc)
pentru adaosuri asimetrice la suprafete plane opuse prelucrate in faze diferite sau pentru o singurǎ suprafatǎ planǎ:
Acmin = Rzp + Sp + ρp + εc
Notatii utilizate:
Acmin - adaosul de prelucrare minim, considerat pe o parte (pe razǎ sau pe o fatǎ planǎ);
Rzp - inǎltimea neregularitǎtilor de suprafatǎ rezultate la faza precedentǎ;
Sp - adancimea stratului superficial defect format la faza precedenta;
ρp - abaterile spatiale ale suprafetei de prelucrat, rǎmase dupǎ efectuarea fazei precedente;
εc - eroarea de asezare la faza de prelucrare consideratǎ.
Calculul adaosului de prelucrare
la suprafata SRE1 ![]()
a. Operatia curenta: strunjire de semifinisare - operatia precedentǎ: matritarea
![]()
εc = 0;
Rzp = 200µm;
Sp = 250µm.
ρp = 2 · ∆c · lc;
∆c = 0,08 µm/mm
ρp = 2 · 0,08 · 75 = 12 µm
2Acmin = 2 · 450 + 2 · 12 = 924 µm
2Acnom = 2Acmin + Tp
Toleranta Tp pentru operatia de matritare este:
Tp = 1000 µm
2Acnom = 924 + 1000 = 1924 µm
dpmax = 170 + 1,92 = 171.9 mm
dpmin = 171.5 - 0,6 = 170.9 mm
Diametrul piesei inainte de strunjire va
fi: 171.5![]() mm.
mm.
Calculul adaosului de prelucrare la suprafata SRE2 ø110
a. Operatia curenta: strunjire de semifinisare - operatia precedentǎ: matritarea
![]()
εc = 0;
Rzp = 200µm;
Sp =250µm.
ρp = 2 · ∆c · lc;
∆c = 0,1 µm/mm
lc = 15 mm
ρp = 2 · 0,1 · 15 = 3 µm
2Acmin = 2 · 450 + 2 · 3 = 906 µm
2Acnom = 2Acmin + Tp
Toleranta Tp pentru operatia de matritare este:
Tp = 870 µm
2Acnom = 906 + 870 = 1776 µm
dpmax = 110 + 1,776 = 111.77 mm ≈ 111.8 mm
dpmin = 111.5 - 0,67 = 110.83 mm
Diametrul piesei inainte de strunjire va
fi: Φ111.5![]() mm.
mm.
Calculul adaosului de prelucrare la suprafata SRI1
a. Operatia curenta: rectificare - operatia precedentǎ: strunjire de finisare
![]()
εc = 0;
Rzp = 25µm;
Sp =25µm.
ρp = 2 · ∆c · lc;
∆c = 0,2 µm/mm
lc = 16 mm
ρp = 2 · 0,20 · 16 = 6.4 µm
2Acmin = 2 · (25 + 25) + 2 · 6.4 = 112.8 µm
2Acnom = 2Acmin + Tp
Toleranta Tp pentru operatia de strunjire este:
Tp = 220 µm
2Acnom = 112.8 + 220 = 332.8 µm
dpmax = 103 - 0,332 = 102.66 mm
dpmin = 102.66 - 0.22 = 102.44 mm
Diametrul piesei inainte de rectificare
va fi: Φ102.7![]() mm.
mm.
b. Operatia curenta: strunjire de finisare - operatia precedentǎ: strunjire de semifinisare
![]()
εc = 0;
Rzp = 50µm;
Sp =50µm.
ρp = 2 · ∆c · lc;
∆c = 0,20 µm/mm
lc = 16 mm
ρp = 2 · 0,20 · 16 = 6.4 µm
2Acmin = 2 · (50 + 50) + 2 · 6.4 = 212.8 µm
2Acnom = 2Acmin + Tp
Toleranta Tp pentru operatia de strunjire este:
Tp = 350 µm
2Acnom = 212.8 + 350 = 562.8 µm
dpmax = 102.7 - 0,562 = 102.14 mm
dpmin = 102.14 - 0,350 = 101.79 mm
Diametrul piesei inainte de strunjire va
fi: Φ102.14![]() mm.
mm.
c. Operatia curenta: strunjire de semifinisare - operatia precedentǎ: degrosare
![]()
εc = 0;
Rzp = 100µm;
Sp = 100µm.
ρp = 2 · ∆c · lc;
∆c = 0,20 µm/mm
lc = 16 mm
ρp = 2 · 0,20 · 16 = 6.4 µm
2Acmin = 2 · 200 + 2 · 6.4 = 412.8 µm
2Acnom = 2Acmin + Tp
Toleranta Tp pentru operatia de matritare este:
Tp = 540 µm
2Acnom = 412.8 + 540 = 952.8 µm
dpmax = 102.14 - 0.952 = 101.18 mm ≈ 101.2 mm
dpmin = 101.2 - 0,540 = 100.648 mm
Diametrul piesei inainte de strunjire va
fi: Φ101.2![]() mm.
mm.
d. Operatia curenta: strunjire de degrosare - operatia precedentǎ: matritare
![]()
εc = 0;
Rzp = 200µm;
Sp = 250µm.
ρp = 2 · ∆c · lc;
∆c = 0,20 µm/mm
lc = 16 mm
ρp = 2 · 0,20 · 16 = 6.4 µm
2Acmin = 2 · 450 + 2 · 6.4 = 912.8 µm
2Acnom = 2Acmin + Tp
Toleranta Tp pentru operatia de matritare este:
Tp = 870 µm
2Acnom = 912.8 + 870 = 1782.8 µm
dpmax = 101.2 - 1.78 = 99.42 mm
dpmin = 99 - 0,44 = 98.56 mm
Diametrul piesei inainte de strunjire va
fi: Φ99![]() mm.
mm.
Calculul adaosului de prelucrare la suprafata SRI2 ø35.
a. Operatia curenta: strunjire de degrosare - operatia precedentǎ: matritare
![]()
εc = 0;
Rzp = 200µm;
Sp = 250µm.
ρp = 2 · ∆c · lc;
∆c = 0,20 µm/mm
lc = 14 mm
ρp = 2 · 0,20 · 14 = 5.6 µm
2Acmin = 2 · 450 + 2 · 5.6 = 911.2 µm
2Acnom = 2Acmin + Tp
Toleranta Tp pentru operatia de matritare este:
Tp = 620 µm
2Acnom = 911.2 + 620 = 1531.2 µm
dpmax = 35 - 1,53 = 33.47 mm
dpmin = 33 - 0,22 = 32.78 mm
Diametrul piesei inainte de strunjire va
fi: Φ33![]() mm.
mm.
Calculul adaosului de prelucrare la suprafata SRI3 ø81
a. Operatia curenta: finisare - operatia precedentǎ: strunjire de semifinisare
![]()
εc = 0;
Rzp = 25µm;
Sp =25µm.
ρp = 2 · ∆c · lc;
∆c = 0,12 µm/mm
lc = 75 mm
ρp = 2 · 0,20 · 75 = 18 µm
2Acmin = 2 · (25 + 25) + 2 · 18 = 136 µm
2Acnom = 2Acmin + Tp
Toleranta Tp pentru operatia de strunjire este:
Tp = 220 µm
2Acnom = 136 + 220 = 356 µm
dpmax = 81- 0.356 = 80.64 mm
dpmin = 80.64 - 0,220 = 80.42 mm
Diametrul piesei inainte de rectificare
va fi: Φ80.7![]() mm.
mm.
b. Operatia curenta: strunjire de semifinisare - operatia precedentǎ: strunjire de degrosare
![]()
εc = 0;
Rzp = 100µm;
Sp =100µm.
ρp = 2 · ∆c · lc;
∆c = 0,12 µm/mm
lc = 75 mm
ρp = 2 · 0,12 · 75 = 618 µm
2Acmin = 2 · (100 + 100) + 2 · 18 = 436 µm
2Acnom = 2Acmin + Tp
Toleranta Tp pentru operatia de strunjire este:
Tp = 540 µm
2Acnom = 436 + 540 = 976 µm
dpmax = 80.7 - 0,976 = 79.72 mm
dpmin = 79.7 - 0,540 = 79.18 mm
Diametrul piesei inainte de strunjire va
fi: Φ79,7![]() mm.
mm.
c. Operatia curenta: strunjire de degrosare - operatia precedentǎ: matritare
![]()
εc = 0;
Rzp = 200µm;
Sp = 250µm.
ρp = 2 · ∆c · lc;
∆c = 0,12 µm/mm
lc = 16 mm
ρp = 2 · 0,12 · 75 = 18 µm
2Acmin = 2 · (200 + 250) + 2 · 18 = 936 µm
2Acnom = 2Acmin + Tp
Toleranta Tp pentru operatia de matritare este:
Tp = 870 µm
2Acnom = 936 + 870 = 1806 µm
dpmax = 79.7 - 1,8 = 77.9 mm
dpmin = 77.5 - 0,27 = 77.23 mm
Diametrul piesei inainte de strunjire va
fi: Φ77.5![]() mm.
mm.
Calculul adaosului de prelucrare la suprafata SRI4
a. Operatia curenta: rectificare - operatia precedentǎ: strunjire de finisare
![]()
εc = 0;
Rzp = 25µm;
Sp =25µm.
ρp = 2 · ∆c · lc;
∆c = 0,2 µm/mm
lc = 6 mm
ρp = 2 · 0,20 · 6 = 2.4 µm
2Acmin = 2 · (25 + 25) + 2 · 2.4 = 104.8 µm
2Acnom = 2Acmin + Tp
Toleranta Tp pentru operatia de strunjire este:
Tp = 190 µm
2Acnom = 104.8 + 190 = 294.8 µm
dpmax = 80 - 0,294 = 79.70 mm
dpmin = 79.70 - 0.19 = 79.51 mm
Diametrul piesei inainte de rectificare
va fi: Φ79.7![]() mm.
mm.
b. Operatia curenta: strunjire de semifinisare - operatia precedentǎ: degrosare
![]()
εc = 0;
Rzp = 100µm;
Sp = 100µm.
ρp = 2 · ∆c · lc;
∆c = 0,20 µm/mm
lc = 6 mm
ρp = 2 · 0,20 · 6 = 2.4 µm
2Acmin = 2 · 200 + 2 · 2.4 = 444.8 µm
2Acnom = 2Acmin + Tp
Toleranta Tp pentru operatia de matritare este:
Tp = 460 µm
2Acnom = 444.8 + 460 = 904.8 µm
dpmax = 79.7 - 0.904 = 78.79 mm
dpmin = 78.9 - 0,460 = 78.33 mm
Diametrul piesei inainte de strunjire va
fi: Φ78.9![]() mm.
mm.
d. Operatia curenta: strunjire de degrosare - operatia precedentǎ: matritare
![]()
εc = 0;
Rzp = 200µm;
Sp = 250µm.
ρp = 2 · ∆c · lc;
∆c = 0,12 µm/mm
lc = 6 mm
ρp = 2 · 0,12 · 6 = 2.4 µm
2Acmin = 2 · 450 + 2 · 2.4 = 904.8 µm
2Acnom = 2Acmin + Tp
Toleranta Tp pentru operatia de matritare este:
Tp = 740 µm
2Acnom = 904.8 + 740 = 1644.8 µm
dpmax = 78.9 - 1.64 = 77.26 mm
dpmin = 77 - 0.5 = 76.76 mm
Diametrul piesei inainte de strunjire va
fi: Φ77![]() mm.
mm.
Calculul adaosului de prelucrare la suprafata SF1 ( l = 110mm)
a. Operatia curenta: rectificare - operatia precedentǎ: finisare
![]()
εc = 0;
Rzp = 25µm;
Sp = 25µm.
ρp = ∆c · lc;
∆c = 0,15 µm/mm
lc = 33.2 mm
ρp = 0,15 · 33.2 = 5.025 µm
Acmin = 25+ 25 + 5.025 = 55.025 µm
Acnom = Acmin + Tp
Toleranta Tp pentru operatia de matritare este:
Tp = 250 µm
Acnom = 55.025 + 250 = 305.025 µm
Lpmax = 110 + 0.305 = 110.3 mm
Lpmin = 110.3 - 0.25 = 110.05 mm
Lungimea piesei va fi: 110.3![]() mm.
mm.
b. Operatia curenta: strunjire de finisare - operatia precedentǎ: semifinisare
![]()
εc = 0;
Rzp = 50µm;
Sp = 50µm.
ρp = ∆c · lc;
∆c = 0,15 µm/mm
lc =33.2 mm
ρp = 0,15 · 33.2 = 5.025 µm
2Acmin = 100 + 5.025 = 105.025 µm
2Acnom = 2Acmin + Tp
Toleranta Tp pentru operatia de matritare este:
Tp = 400 µm
2Acnom = 105.025 + 400 = 505.025 µm
dpmax = 110.3 + 0.505 = 110.8 mm
dpmin = 78.9 - 0,460 = 78.33 mm
Lungimea piesei
va fi: 110.8![]() mm.
mm.
c. Operatia curenta: strunjire de semifinisare - operatia precedentǎ: matritare
![]()
εc = 0;
Rzp = 200 µm;
Sp = 250µm.
ρp = ∆c · lc;
∆c = 0,15 µm/mm
lc =33.2 mm
ρp = 0,15 · 33.2 = 5.025 µm
2Acmin = 450 + 5.025 = 455.025 µm
2Acnom = 2Acmin + Tp
Toleranta Tp pentru operatia de matritare este:
Tp = 1000 µm
2Acnom = 455.025 + 1000 = 1455.025 µm
dpmax = 110.8 + 1.455 = 112.25 mm
dpmin = 112.25 - 0.70 = 111.55 mm
Lungimea piesei
va fi: 112![]() mm.
mm.
Calculul adaosului de prelucrare la suprafata SF2 ( l = 34mm)
a. Operatia curenta: strunjire de degrosare - operatia precedentǎ: matritare
![]()
εc = 0;
Rzp = 200µm;
Sp = 250µm.
ρp = ∆c · lc;
∆c = 0,15 µm/mm
lc = 34 mm
ρp = 0,15 · 34 = 5.1 µm
Acmin = 200 + 250 + 5.1 = 455.1 µm
Acnom = Acmin + Tp
Toleranta Tp pentru operatia de strunjire este:
Tp = 870 µm
Acnom = 455.1 + 870 = 1325.1 µm
Lpmax = 16 - 1.32 = 14.68 mm ≈ 14,7 mm
Lpmin = 14,5 - 0.62 = 13,88mm
Lungimea piesei inainte de strunjire va
fi: 14,5![]() mm.
mm.
Calculul adaosului de prelucrare la suprafata SF3 ( l = 26mm)
a. Operatia curenta: strunjire de degrosare - operatia precedentǎ: matritare
![]()
εc = 0;
Rzp = 200µm;
Sp = 250µm.
ρp = ∆c · lc;
∆c = 0,15 µm/mm
lc = 26 mm
ρp = 0,15 · 26 = 3.9 µm
Acmin = 200 + 250 + 3.9 = 453.9 µm
Acnom = Acmin + Tp
Toleranta Tp pentru operatia de strunjire este:
Tp = 1000 µm
Acnom = 453.9 + 1000 = 1453.9 µm
Lpmax = 97 + 1.453 = 98.5 mm
Lpmin = 98 - 0.5 = 97.5mm
Lungimea piesei inainte de strunjire va
fi: 98![]() mm
mm
Calculul adaosului de prelucrare la suprafata SF4 ( l = 110mm)
a. Operatia curenta: rectificare - operatia precedentǎ: strunjire de finisare
![]()
εc = 0;
Rzp = 25µm;
Sp = 25µm.
ρp = ∆c · lc;
∆c = 0,20 µm/mm
lc = 15 mm
ρp = 0,20 · 15 = 3 µm
Acmin = 25 + 25 + 3 = 53 µm
Acnom = Acmin + Tp
Toleranta Tp pentru operatia de rectificare este:
Tp = 220 µm
Acnom = 53 + 220 = 273 µm
Lpmax = 110 + 0,273 = 110,273 mm
Lpmin = 110.3 - 0,220 = 110,08 mm
Lungimea piesei inainte de strunjire va
fi: 110,3![]() mm.
mm.
b. Operatia curenta: strunjire de finisare - operatia precedentǎ: strunjire de degrosare
![]()
εc = 0;
Rzp = 50µm;
Sp = 50µm.
ρp = ∆c · lc;
∆c = 0,20 µm/mm
lc = 15 mm
ρp = 0,20 · 15 = 3 µm
Acmin = 50 + 50 + 3 = 103 µm
Acnom = Acmin + Tp
Toleranta Tp pentru operatia de strunjire este:
Tp = 350 µm
Acnom = 103 + 350 = 453 µm
Lpmax = 110,3 + 0,453 = 110,75 mm
Lpmin = 110,8 - 0,350 = 110,45 mm
Lungimea piesei inainte de strunjire va
fi: 110,8![]() mm.
mm.
c. Operatia curenta: strunjire de degrosare - operatia precedentǎ: matritare
![]()
εc = 0;
Rzp = 200µm;
Sp = 250µm.
ρp = ∆c · lc;
∆c = 0,20 µm/mm
lc = 15 mm
ρp = 0,20 · 15 = 3 µm
Acmin = 200 + 250 + 3 = 453 µm
Acnom = Acmin + Tp
Toleranta Tp pentru operatia de matritare este:
Tp = 870 µm
Acnom = 453 + 870 = 1323 µm
Lpmax = 110.8 + 1,32 = 112.12 mm
Lpmin = 140 - 0,870 = 111.23 mm
Lungimea piesei inainte de strunjire va
fi: 111.5![]() mm.
mm.
4.2.3 Stabilirea principalelor caracteristici ale elementelor sistemului tehnologic.
4.2.4 Stabilirea metodei de reglare la dimensiune a sistemului tehnologic.
4.2.5 Determinarea valorilor parametrilor regimului de lucru.
4.2.6 Determinarea normei de timp.
4.2 Proiectarea operatiilor procesului tehnologic.
4.2.1 Intocmirea schitei operatiei.
4.2.2 Precizarea fazelor operatiei si a modului de lucru.
Tabelul 2
OPERATIA / ETAPA
Masina-unealta
S.D.V.-uri
Observatii
Nr. crt.
Denumirea
Schita
1.
Strunjire de degrosare dintr-o parte si largire
Fig.1
SSM2C
cutit 16x16 STAS 6382-80
cutit 16x16 STAS 6381-80
16x16 STAS 6379-80
largitor
universal cu trei bacuri
2.
Strunjire de degrosare din cealalta parte si largire de degrosare
Fig.2
SSM2C
cutit 16x16 STAS 6382-80
cutit 16x16 STAS 6381-80
16x16 STAS 6379-80
largitor
universal cu trei bacuri
3.
Strunjire de finisare dintr-o parte si largire
Fig.3
SSM2C
cutit 16x16 STAS 6382-80
cutit 16x16 STAS 6381-80
16x16 STAS 6379-80
largitor combinat
universal cu trei bacuri
4.
Strunjire de finisare din cealalta parte si largire
Fig.4
SSM2C
cutit 20x20 STAS 6382-80
cutit 16x16 STAS 6381-80
largitor
universal cu trei bacuri
5.
Strunjire degajare interioara D1
Fig.5
SN 400
cutit pt. degajari
universal cu trei bacuri
6.
Strunjire degajare D2 si tesire T2
Fig.6
SN 400
cutit pt. degajari
cutit 16x16 STAS 6379-80
universal cu trei bacuri
7.
Strunjire degajare D3 si tesire T4
Fig.7
SN 400
cutit pt. degajari
cutit 10x10 STAS 6379-80
universal cu trei bacuri
8.
Strunjire degajare D4 si tesire T3
Fig.8
SN 400
cutit pt. degajari
cutit 16x16 STAS 6379-80
universal cu trei bacuri
9.
Frezare degrosare SP5 si SP6
Fig.9
FU 42
freze disc cu doua taisuri;
dispozitiv de frezat;
subler
10.
Frezare degrosare SP1 si SP2
Fig.10
FU 42
freze disc cu doua taisuri;
dispozitiv de frezat;
subler
11.
Frezare degrosare SP3 si SP4
Fig.11
FU 42
freze disc cu doua taisuri;
dispozitiv de frezat;
subler
12.
Gaurire G1
Fig.12
G 25
burghiu STAS 575-80
dispozitiv de gaurit
13.
Gaurire G2
Fig.13
GPR 25
burghiu STAS 575-80
tarod M12
dispozitiv de lucru;
subler;
lera.
14.
Gaurire G3
Fig.14
GPR 25
burghiu STAS 575-80
lamator;
tarod M20
dispozitiv de lucru
15.
Tratament termic
16.
Rectificare interioara SRI 5
Fig.15
RU 100
disc abraziv
dispozitiv de rectificat
17.
Rectificare interioara SRI 1
Fig.16
RU 100
disc abraziv
dispozitiv de rectificat
18.
Rectificare interioara SRI 2
Fig.17
RU 100
disc abraziv
dispozitiv de rectificat
19.
Rectificare exterioara SRE 1
Fig.18
RU 100
disc abraziv bitronconic
dispozitiv de rectificat
20.
Rectificare exterioara SRE 2
Fig.19
WMW
disc abraziv
dispozitiv de rectificat
21.
Control tehnic final
Operatia 01. Strunjire semifinisare dintr o parte si largire combinata.
1. Schita operatiei
2. Fazele operatiei:
orientat si fixat semifabricatului in dispozitiv;
prelucrarea suprafetelor;
Desprinderea piesei din dispozitiv.
Pe sania longitudinala se va monta cutitul N1 care prelucreaza suprafata SRE1;
Pe sania transversala se va monta cutitul N2 care prelucreaza suprafata SF1;
In pinola se monteaza largitorul N3 care prelucreaza suprafetele SRI1 si SRI2.
3. Masina-unealta. Scule. Caracteristici.
Prelucrarea va avea loc pe strung semiautomat cu doua carucioare (SSM2C)cu urmatoarele caracteristici:
- gama de turatii ale axului principal: ....56 80 100 112 140 160 200 224 315 400 450 560 630 710
- gama de avansuri longitudinale: .0.125 0.15 0.2 0.25 0.40 0.50 0.80 1.00
- gama de avansuri transversale: .0.125 0.15 0.2 0.25 0.40 0.50 0.80 1.00
-puterea masinii unelte 24kw
-randamentul η=0.81
Scule utilizate
N1 - cutite drepte STAS 358-86;
N2 - cutite frontale STAS 6313-80.
N3 - largitor
Stabilirea modului de instalare a sculelor.
Saniile strungului semiautomat sunt prevazute cu suporti port-scule avand locasuri pentru instalara cutitelor prevazute cu cozii prismatice sau/si patrate. Fixarea acestora realizandu-se cu suruburi.
5. Regimul de aschiere.
La acesta operatie s-a utilizat metoda analitica.
Stabilirea adancimilor de aschiere.

![]() [mm]
[mm]
![]() [mm]
[mm]
![]() [mm]
[mm]
![]() [mm]
[mm]
Calculul avansului de lucru.
 , C4 = 35.7, HB = 210, x1 = 1,
y1 = 0.75, n1 = 0.35.
, C4 = 35.7, HB = 210, x1 = 1,
y1 = 0.75, n1 = 0.35.
 [mm/rot]
[mm/rot]
 [mm/rot]
[mm/rot]
s3=Ks · Cs · D0.6 s3 = 0.49 [mm/rot]
unde: - Ks = 1 pentru l < 3D
- Cs = 0.031
S4=Ks · Cs · D0.6 s4 = 0.26[mm/rot]
Stabilirea avansului.
S1= 1 [mm/rot]
S2= 0.5 [mm/rot]
S3= 0.5 [mm/rot]
S4= 0.5 [mm/rot]
Calculul lungimilor curselor de lucru.
![]()
![]() [mm]
[mm]
![]() [mm]
[mm]
![]() [mm]
[mm]
![]() [mm]
[mm]
Calculul lungimilor curselor de aschiere.
![]()
![]() [mm]
[mm]
![]() [mm]
[mm]
![]() [mm]
[mm]
![]() [mm]
[mm]
Calculul numarului de rotatii ale arborelui principal pentru curselor de lucru.

![]() rot
rot
![]() rot
rot
![]() rot
rot
![]() rot
rot
Calculul numarului de rotatii ale arborelui principal pentru curselor de aschiere.

![]() rot
rot
 rot
rot
 rot
rot
![]() rot
rot
Calculul coeficientilor timpilor de aschiere.

![]()
![]()
![]()
![]()
Stabilirea durabilitatilor conventional-economice.
![]() mm
mm
![]()
Calculul durabilitatilor sculelor aschietoare.
![]()
![]() min
min
![]() min
min
![]() min
min
![]() min
min
Determinarea vitezei de aschiere.
 , k1=0,93,
k2=1, k3=0,9, k4=k5=k6=k7=k8=k9=1,
cv= 60,8, xv= 0,25, yv=0,66, n= 1,75, m= 0,15
, k1=0,93,
k2=1, k3=0,9, k4=k5=k6=k7=k8=k9=1,
cv= 60,8, xv= 0,25, yv=0,66, n= 1,75, m= 0,15
 m/min
m/min
 m/min
m/min
 m/min
m/min
 m/min
m/min
Stabilirea turatiilor conventional-economice ale arborelui principal.
![]() [rot/min]
[rot/min]
![]() [rot/min]
[rot/min]
![]() [rot/min]
[rot/min]
Calculul ceficientului exponentiali a-i vitezei relative.
![]()
![]()
Determinarea marimilor auxiliare.
Determinarea vitezei comune.
 [rot/min]
[rot/min]
![]() [rot/min]
[rot/min]
![]() [rot/min]
[rot/min]
![]() [rot/min]
[rot/min]
![]() [rot/min]
[rot/min]
Determinarea turatiei reale.
![]() [rot/min]
[rot/min]
Calculul vitezei efective de aschiere.
![]()
![]() [m/min]
[m/min]
![]() [m/min]
[m/min]
![]() [m/min]
[m/min]
![]() [m/min]
[m/min]
Verificarea puterii.
![]()
![]() [N]
[N]
![]() [N]
[N]
![]() [N]
[N]
![]() [N]
[N]
![]() [kW]
[kW]
![]() [kW]
[kW]
![]() [kW]
[kW]
![]() [kW]
[kW]
Calculul raportului intre turatia efectiva a arborelui principal si turatia conventional-economica.

![]()
![]()
![]()
![]()
Determinarea coeficientilor de corectie a-i durabilitatii relative.
![]() ,
, ![]() ,
, ![]() ,
, ![]()
Durabilitatea de calcul.
![]()
![]() [min]
[min]
![]() [min]
[min]
![]() [min]
[min]
![]() [min]
[min]
Calculul raportului intre durabilitatea unei scule si durabilitatea sculei limitative.

![]()
![]()
![]()
![]()
Stabilirea normelor de timp.
Ca unitate de masura pentru munca depusa la realizarea unei piese se utilizeaza norma de munca. Aceasta se determina ca norma de timp sau ca norma de productie.
Norma de timp Nt reprezinta timpul necesar executarii unei unitati de produs de catre un executant cu pregatire corespunzatoare, care lucreaza cu o intensitate normala, in anumite conditii tehnico-organizatorice, bine precizate.
Norma de productie Np reprezinta cantitatea de produs executata in unitatea de timp, in aceleasi conditii ca cele precizate anterior.
Intre cele doua norme exista relatia: Nt=l/Np;
In industria constructoare de masini, indicele de baza este norma de timp.
Norma de timp pentru operatia de prelucrare a unei singure piese se determina cu relatia :
Nf=tb+ta+td+ton+TPi/n, [min]. unde:
tb - este timpul de baza si reprezinta timpul in care masina-unealta actioneaza efectiv asupra piesei, cu un regim de aschiere bine determinat, in vederea modificarii formei, dimensiunilor si calitatii suprafetelor piesei;
ta - este timpul ajutator consumat pentru efectuarea diferitelor miscari necesare executarii lucrarii, in care piesa nu sufera nici o modificare ; cuprinde timpii afectati prinderii-desprinderii piesei, comenzii masinii, masuratorilor, etc;
td - timpul de deservire, este timpul in cursul caruia executantul asigura pe intreaga perioada a schimbului de munca atat mentinerea in stare de functionare a utilajelor si sculelor cat si organizarea, aprovizionarea, ordinea si curatenia locului de munca. ( schimbare scule, reglare masina, evacuare aschii, aranjare piese, ungerea si curatirea utilajului, primirea si predarea schimbului).
Td = Tdt + Tdo[min].
Tdt - timpul de deservire tehnica;
Tdo - timpul de deservire organizatorica.
ton - reprezinta timpul afectat odihnei si necesitatilor fiziologice ale executantului, cuprinzand si timpii de intreruperi reglementate tehnologic de exploatarea utilajului;
Tpi - este timpul de pregatire-incheiere si reprezinta timpul in care se face primirea comenzii, studiul documentatiei de executie, primirea si predarea sculelor, dispozitivelor si verificatoarelor, primirea semifabricatelor, predarea pieselor si a restului de material.
n- numarul pieselor ce compun lotul sau care se executa intr-un schimb de lucru,
-productia anualǎ: 10000buc;
-productia lunarǎ: 10000/11 = 909buc;
-productia zilnicǎ: 909/21,5 = 43buc;
-productia pe schimb: 43/2 = 22buc;
n = 22 buc.
In cadrul lucrari elaborate, stabilirea normei de timp se face calculand timpul de baza, pe baza regimurilor de aschiere determinate anterior, cu alegerea celorlalte componente din tabele normative existente in lucrari de specialitate
Nr.
Operatie
tpi
tb
ta
top
td
ti
nt
1
Strunjire de semifinisare dintr-o parte+largire
0.909
2.11
1.72
3.83
0.073
0.21
5.013
Operatia 03. Strunjire de finisare SF1, largire finisare SRI1 si tesire.
1. Schita operatiei.
2. Fazele operatiei:
orientat si fixat semifabricatului in dispozitiv;
prelucrarea suprafetelor;
desprinderea piesei din dispozitiv.
Pe sania longitudinala se va monta cutitul N2 care prelucreaza suprafata SRE1;
Pe sania transversala se va monta cutitul N1 care prelucreaza suprafata SF1;
In pinola se monteaza largitorul N3 care prelucreaza suprafetele SRI1.
3. Masina-unealta. Scule. Caracteristici.
Prelucrarea va avea loc pe strung semiautomat cu doua carucioare (SSM2C)
Scule utilizate
N1 - cutite drepte STAS 358-86;
N2 - cutit pentru tesituri STAS 352-86.
N3 - largitor
Stabilirea modului de instalare a sculelor.
Saniile strungului semiautomat sunt prevazute cu suporti port-scule avand locasuri pentru instalarea cutitelor prevazute cu cozii prismatice sau/si patrate. Fixarea acestora realizandu-se cu suruburi.
5. Regimul de aschiere.
La acesta operatie s-a utilizat metoda analitica.
Stabilirea adancimilor de aschiere.
![]() [mm]
[mm]
![]() [mm]
[mm]
![]() [mm]
[mm]
Calculul avansului de lucru.
, C4 = 35.7, HB = 210, x1 = 1,
y1 = 0.75, n1 = 0.35.
 [mm/rot]
[mm/rot]
 [mm/rot]
[mm/rot]
s3=Ks · Cs · D0.6 s3 = 0.49 [mm/rot]
unde: - Ks = 1 pentru l < 3D
- Cs = 0.031
Stabilirea avansului.
S1= 0.5 [mm/rot]
S2= 0.125 [mm/rot]
S3= 0.4 [mm/rot]
Calculul lungimilor curselor de lucru.
![]()
![]() [mm]
[mm]
![]() [mm]
[mm]
lc3 = 20[mm]
Calculul lungimilor curselor de aschiere.
![]()
![]() [mm]
[mm]
![]() [mm]
[mm]
![]() [mm]
[mm]
Calculul numarului de rotatii ale arborelui principal pentru curselor de lucru.
![]() rot
rot
![]() rot
rot
![]() rot
rot
Calculul numarului de rotatii ale arborelui principal pentru curselor de aschiere.
![]() rot
rot
![]() rot
rot
![]() rot
rot
Calculul coeficientilor timpilor de aschiere.
![]()
![]()
![]()
Stabilirea durabilitatilor conventional-economice.
![]() mm
mm
![]()
Calculul durabilitatilor sculelor aschietoare.
![]()
![]() min
min
![]() min
min
![]() min
min
Determinarea vitezei de aschiere.
, k1=0,93,
k2=1, k3=0,9, k4=k5=k6=k7=k8=k9=1,
cv= 60,8, xv= 0,25, yv=0,66, n= 1,75, m= 0,15
 m/min
m/min
 m/min
m/min
 m/min
m/min
Stabilirea turatiilor conventional-economice ale arborelui principal.
![]() [rot/min]
[rot/min]
![]() [rot/min]
[rot/min]
![]() [rot/min]
[rot/min]
Calculul ceficientului exponentiali a-i vitezei relative.
![]()
z3=4
Determinarea marimilor auxiliare.
Determinarea vitezei comune.
 [rot/min]
[rot/min]
 [rot/min]
[rot/min]
 [rot/min]
[rot/min]
Determinarea turatiei reale.
![]() [rot/min]
[rot/min]
Calculul vitezei efective de aschiere.
![]()
![]() [m/min]
[m/min]
![]() [m/min]
[m/min]
![]() [m/min]
[m/min]
Verificarea puterii.
![]()
![]() [N]
[N]
![]() [N]
[N]
![]() [N]
[N]
![]() [kW]
[kW]
![]() [kW]
[kW]
![]() [kW]
[kW]
Calculul raportului intre turatia efectiva a arborelui principal si turatia conventional-economica.
![]()
![]()
![]()
Determinarea coeficientilor de corectie a-i durabilitatii relative.
![]() ,
, ![]() ,
, ![]() ,
,
Durabilitatea de calcul.
![]() [min]
[min]
![]() [min]
[min]
![]() [min]
[min]
Calculul raportului intre durabilitatea unei scule si durabilitatea sculei limitative.
![]()
![]()
![]()
![]()
Stabilirea normelor de timp.
Ca unitate de masura pentru munca depusa la realizarea unei piese se utilizeaza norma de munca. Aceasta se determina ca norma de timp sau ca norma de productie.
Norma de timp Nt reprezinta timpul necesar executarii unei unitati de produs de catre un executant cu pregatire corespunzatoare, care lucreaza cu o intensitate normala, in anumite conditii tehnico-organizatorice, bine precizate.
Norma de productie Np reprezinta cantitatea de produs executata in unitatea de timp, in aceleasi conditii ca cele precizate anterior.
Intre cele doua norme exista relatia: Nt=l/Np;
In industria constructoare de masini, indicele de baza este norma de timp.
Norma de timp pentru operatia de prelucrare a unei singure piese se determina cu relatia :
Nf=tb+ta+td+ton+TPi/n, [min]. unde:
tb - este timpul de baza si reprezinta timpul in care masina-unealta actioneaza efectiv asupra piesei, cu un regim de aschiere bine determinat, in vederea modificarii formei, dimensiunilor si calitatii suprafetelor piesei;
ta - este timpul ajutator consumat pentru efectuarea diferitelor miscari necesare executarii lucrarii, in care piesa nu sufera nici o modificare ; cuprinde timpii afectati prinderii-desprinderii piesei, comenzii masinii, masuratorilor, etc;
td - timpul de deservire, este timpul in cursul caruia executantul asigura pe intreaga perioada a schimbului de munca atat mentinerea in stare de functionare a utilajelor si sculelor cat si organizarea, aprovizionarea, ordinea si curatenia locului de munca. ( schimbare scule, reglare masina, evacuare aschii, aranjare piese, ungerea si curatirea utilajului, primirea si predarea schimbului).
Td = Tdt + Tdo[min].
Tdt - timpul de deservire tehnica;
Tdo - timpul de deservire organizatorica.
ton - reprezinta timpul afectat odihnei si necesitatilor fiziologice ale executantului, cuprinzand si timpii de intreruperi reglementate tehnologic de exploatarea utilajului;
Tpi - este timpul de pregatire-incheiere si reprezinta timpul in care se face primirea comenzii, studiul documentatiei de executie, primirea si predarea sculelor, dispozitivelor si verificatoarelor, primirea semifabricatelor, predarea pieselor si a restului de material.
n- numarul pieselor ce compun lotul sau care se executa intr-un schimb de lucru,
-productia anualǎ: 10000buc;
-productia lunarǎ: 10000/11 = 909buc;
-productia zilnicǎ: 909/21,5 = 43buc;
-productia pe schimb: 43/2 = 22buc;
n = 22 buc.
In cadrul lucrari elaborate, stabilirea normei de timp se face calculand timpul de baza, pe baza regimurilor de aschiere determinate anterior, cu alegerea celorlalte componente din tabele normative exstente in lucrari de specialitate
Nr.
Operatie
tpi
tb
ta
top
td
ti
nt
1
Strunjire de semifinisare dintr-o parte+largire
0.909
2.12
1.72
3.84
0.0744
0.21
5.042
Operatia 14. Rectificarea suprafetei SF1.
Stabilirea avansului de patrunde:
Avansul se alege din tab. 22.41
St = 0.030
Stabilirea vitezei de aschiere si a vitezei avansului principal:
![]()
Vp = 20 m/min
Stabilirea puterii necesare:
![]()
Stabilirea normelor de timp.
Ca unitate de masura pentru munca depusa la realizarea unei piese se utilizeaza norma de munca. Aceasta se determina ca norma de timp sau ca norma de productie.
Norma de timp Nt reprezinta timpul necesar executarii unei unitati de produs de catre un executant cu pregatire corespunzatoare, care lucreaza cu o intensitate normala, in anumite conditii tehnico-organizatorice, bine precizate.
Norma de productie Np reprezinta cantitatea de produs executata in unitatea de timp, in aceleasi conditii ca cele precizate anterior.
Intre cele doua norme exista relatia: Nt=l/Np;
In industria constructoare de masini, indicele de baza este norma de timp.
Norma de timp pentru operatia de prelucrare a unei singure piese se determina cu relatia :
Nf=tb+ta+td+ton+TPi/n, [min]. unde:
tb - este timpul de baza si reprezinta timpul in care masina-unealta actioneaza efectiv asupra piesei, cu un regim de aschiere bine determinat, in vederea modificarii formei, dimensiunilor si calitatii suprafetelor piesei;
ta - este timpul ajutator consumat pentru efectuarea diferitelor miscari necesare executarii lucrarii, in care piesa nu sufera nici o modificare ; cuprinde timpii afectati prinderii-desprinderii piesei, comenzii masinii, masuratorilor, etc;
td - timpul de deservire, este timpul in cursul caruia executantul asigura pe intreaga perioada a schimbului de munca atat mentinerea in stare de functionare a utilajelor si sculelor cat si organizarea, aprovizionarea, ordinea si curatenia locului de munca. ( schimbare scule, reglare masina, evacuare aschii, aranjare piese, ungerea si curatirea utilajului, primirea si predarea schimbului).
Td = Tdt + Tdo[min].
Tdt - timpul de deservire tehnica;
Tdo - timpul de deservire organizatorica.
ton - reprezinta timpul afectat odihnei si necesitatilor fiziologice ale executantului, cuprinzand si timpii de intreruperi reglementate tehnologic de exploatarea utilajului;
Tpi - este timpul de pregatire-incheiere si reprezinta timpul in care se face primirea comenzii, studiul documentatiei de executie, primirea si predarea sculelor, dispozitivelor si verificatoarelor, primirea semifabricatelor, predarea pieselor si a restului de material.
n- numarul pieselor ce compun lotul sau care se executa intr-un schimb de lucru,
-productia anualǎ: 10000buc;
-productia lunarǎ: 10000/11 = 909buc;
-productia zilnicǎ: 909/21,5 = 43buc;
-productia pe schimb: 43/2 = 22buc;
n = 22 buc.
In cadrul lucrari elaborate, stabilirea normei de timp se face calculand timpul de baza, pe baza regimurilor de aschiere determinate anterior, cu alegerea celorlalte componente din tabele normative existente in lucrari de specialitate
Nr.
Operatie
tpi
tb
ta
top
td
ti
nt
1
Rectificare
1.33
2.61
1.4
4.01
0.0913
0.1203
5.55
Operatia 08. Gaurire ø14 si largire ø22.
Schita operatiei.
2. Fazele operatiei:
orientat si fixat piesa in dispozitiv;
efectuarea prelucrarii;
indexare;
desprinderea piesei din dispozitiv.
Operatia se realizeaza pe masina de gaurit GPR25.
Caracteristici:
- diametrul maxim conventional Ø25 mm
- lungimea cursei burghiului315 mm
- adancimea maxima de gaurire 22 mm
- puterea motorului 3 kw
Turatia axului principal [rot/min]
40;56;80;112;160;224;315;450;630;900;1250;1800
Avansuri [mm/rot]
0.10;0.13;0.19;0.27;0.32;0.53;0.75;1.06;1.5
Adancimea de aschiere la gaurire :
![]()
![]() t = 7 [mm]
t = 7 [mm]
t = 11[mm]
Avansul de aschiere :
S = KsCsD0.6[mm/rot]
In care:
- Ks este coeficientul de corectie ; Ks = 0.85
Cs coeficientul de avans; Cs= 0.038
D diametrul burghiului ; D =14 [mm]
![]()
![]() s = 0.157
s = 0.157
s = 0.201
Din gama de avansuri a masinii de gaurit GPR 25 se alege avansurile
S = 0.19 [mm/rot].
Viteza de aschiere se determina cu ajutorul relatiei :
![]()
![]()
![]() v = 10.3243 [m/min]
v = 10.3243 [m/min]
unde :
Cv = 5
Zv = 0.4
m = 0.2
Yv = 0.7
KTV = 1
KLV = 0.6
KSV = 0.8
KMV = 1
Iar KVP = KMV
KTV KLV KSV ![]() KVP
= 0.48
KVP
= 0.48
Se calculeaza turatia sculei :
![]()
![]() n =
234073 [rot/min]
n =
234073 [rot/min]
Din gama de turatii a masinii - unelte adopt turatia n = 224 [rot/min] si se calculeaza viteza reala de aschiere:
![]()
![]() vr
= 9.85 [m/min]
vr
= 9.85 [m/min]
Forta axiala, momentul si puterea de aschiere.
Relatii de calcul si valorile corespunzatoare sunt :
- pentru forta de aschiere :
![]()
![]() Fax =3293.97 [N]
Fax =3293.97 [N]![]() Fax =329.397
[daN]
Fax =329.397
[daN]
unde :
HB = 207
XF = 1.07
YF = 0.72
KF = 1KF = KaF KχF KηF
- pentru momentul de aschiere :
![]()
![]() Mas = 1513.83[Nmm]
Mas = 1513.83[Nmm]
![]() Mas = 151.383 [daNmm]
Mas = 151.383 [daNmm]
unde :
CF = 630
XM = 1.71
YM = 0.84
CM = 67
- pentru puterea necesara gauririi:
![]()
![]() P = 34.77 [W]
P = 34.77 [W] ![]() P = 0.3477 [KW]
P = 0.3477 [KW]
P [KW] < PMU [KW]
Stabilirea normelor de timp.
Ca unitate de masura pentru munca depusa la realizarea unei piese se utilizeaza norma de munca. Aceasta se determina ca norma de timp sau ca norma de productie.
Norma de timp Nt reprezinta timpul necesar executarii unei unitati de produs de catre un executant cu pregatire corespunzatoare, care lucreaza cu o intensitate normala, in anumite conditii tehnico-organizatorice, bine precizate.
Norma de productie Np reprezinta cantitatea de produs executata in unitatea de timp, in aceleasi conditii ca cele precizate anterior.
Intre cele doua norme exista relatia: Nt=l/Np;
In industria constructoare de masini, indicele de baza este norma de timp.
Norma de timp pentru operatia de prelucrare a unei singure piese se determina cu relatia :
Nf=tb+ta+td+ton+TPi/n, [min]. unde:
tb - este timpul de baza si reprezinta timpul in care masina-unealta actioneaza efectiv asupra piesei, cu un regim de aschiere bine determinat, in vederea modificarii formei, dimensiunilor si calitatii suprafetelor piesei;
ta - este timpul ajutator consumat pentru efectuarea diferitelor miscari necesare executarii lucrarii, in care piesa nu sufera nici o modificare ; cuprinde timpii afectati prinderii-desprinderii piesei, comenzii masinii, masuratorilor, etc;
td - timpul de deservire, este timpul in cursul caruia executantul asigura pe intreaga perioada a schimbului de munca atat mentinerea in stare de functionare a utilajelor si sculelor cat si organizarea, aprovizionarea, ordinea si curatenia locului de munca. ( schimbare scule, reglare masina, evacuare aschii, aranjare piese, ungerea si curatirea utilajului, primirea si predarea schimbului).
Td = Tdt + Tdo[min].
Tdt - timpul de deservire tehnica;
Tdo - timpul de deservire organizatorica.
ton - reprezinta timpul afectat odihnei si necesitatilor fiziologice ale executantului, cuprinzand si timpii de intreruperi reglementate tehnologic de exploatarea utilajului;
Tpi - este timpul de pregatire-incheiere si reprezinta timpul in care se face primirea comenzii, studiul documentatiei de executie, primirea si predarea sculelor, dispozitivelor si verificatoarelor, primirea semifabricatelor, predarea pieselor si a restului de material.
n- numarul pieselor ce compun lotul sau care se executa intr-un schimb de lucru,
-productia anualǎ: 10000buc;
-productia lunarǎ: 10000/11 = 909buc;
-productia zilnicǎ: 909/21,5 = 43buc;
-productia pe schimb: 43/2 = 22buc;
n = 22 buc.
In cadrul lucrari elaborate, stabilirea normei de timp se face calculand timpul de baza, pe baza regimurilor de aschiere determinate anterior, cu alegerea celorlalte componente din tabele normative existente in lucrari de specialitate
Nr.
Operatie
tpi
tb
ta
top
td
ti
nt
1
Rectificare
0.590
22.62
0.51
23.13
0.85
0.92
25.50
Operatia 02. Strunjire semifinisare din cealalta parte si largire ø80 .
1. Schita operatiei.
2. Fazele operatiei:
orientat si fixat piesa in dispozitiv;
efectuarea prelucrarii;
desprinderea piesei din dispozitiv.
3. Masina-unealta. Scule. Caracteristici.
Prelucrarea va avea loc pe strung semiautomat cu doua carucioare (SSM2C) cu urmatoarele caracteristici
- gama de turatii ale axului principal: ....56 80 100 112 140 160 200 224 315 400 450 560 630 710
- gama de avansuri longitudinale: .0.125 0.15 0.2 0.25 0.40 0.50 0.80 1.00
- gama de avansuri transversale: .0.125 0.15 0.2 0.25 0.40 0.50 0.80 1.00
-puterea masinii unelte 24kw
-randamentul η=0.81
Scule utilizate
N1 - cutite frontale STAS 6313-80.
N2 - cutite drepte STAS 358-86;
N3 - largitor
Stabilirea modului de instalare a sculelor.
Saniile strungului semiautomat sunt prevazute cu suporti port-scule avand locasuri pentru instalarea cutitelor prevazute cu cozii prismatice sau/si patrate. Fixarea acestora realizandu-se cu suruburi
5. Regimul de aschiere.
La acesta operatie s-a utilizat metoda dupa normative.
Parametrii regimului de
aschiere
Simbol
Valoare
Adancimea de aschiere [mm]
t
0.75
1
0.7
1.1
Avansul de lucru [mm/rot]
s
0.8
1
0.9
1
Durabilitatea sculelor [min]
Tec
30
30
30
25
Viteza de aschiere [m/min]
v
47.49
30
45
163
Turatia piesei [rot/min]
nmu
140
Viteza efectiva
vef
48.38
75
48
35
Puterea nacesara [kW]
Nr
23.75
Stabilirea normelor de timp.
Ca unitate de masura pentru munca depusa la realizarea unei piese se utilizeaza norma de munca. Aceasta se determina ca norma de timp sau ca norma de productie.
Norma de timp Nt reprezinta timpul necesar executarii unei unitati de produs de catre un executant cu pregatire corespunzatoare, care lucreaza cu o intensitate normala, in anumite conditii tehnico-organizatorice, bine precizate.
Norma de productie Np reprezinta cantitatea de produs executata in unitatea de timp, in aceleasi conditii ca cele precizate anterior.
Intre cele doua norme exista relatia: Nt=l/Np;
In industria constructoare de masini, indicele de baza este norma de timp.
Norma de timp pentru operatia de prelucrare a unei singure piese se determina cu relatia :
Nf=tb+ta+td+ton+TPi/n, [min]. unde:
tb - este timpul de baza si reprezinta timpul in care masina-unealta actioneaza efectiv asupra piesei, cu un regim de aschiere bine determinat, in vederea modificarii formei, dimensiunilor si calitatii suprafetelor piesei;
ta - este timpul ajutator consumat pentru efectuarea diferitelor miscari necesare executarii lucrarii, in care piesa nu sufera nici o modificare ; cuprinde timpii afectati prinderii-desprinderii piesei, comenzii masinii, masuratorilor, etc;
td - timpul de deservire, este timpul in cursul caruia executantul asigura pe intreaga perioada a schimbului de munca atat mentinerea in stare de functionare a utilajelor si sculelor cat si organizarea, aprovizionarea, ordinea si curatenia locului de munca. ( schimbare scule, reglare masina, evacuare aschii, aranjare piese, ungerea si curatirea utilajului, primirea si predarea schimbului).
Td = Tdt + Tdo[min].
Tdt - timpul de deservire tehnica;
Tdo - timpul de deservire organizatorica.
ton - reprezinta timpul afectat odihnei si necesitatilor fiziologice ale executantului, cuprinzand si timpii de intreruperi reglementate tehnologic de exploatarea utilajului;
Tpi - este timpul de pregatire-incheiere si reprezinta timpul in care se face primirea comenzii, studiul documentatiei de executie, primirea si predarea sculelor, dispozitivelor si verificatoarelor, primirea semifabricatelor, predarea pieselor si a restului de material.
n- numarul pieselor ce compun lotul sau care se executa intr-un schimb de lucru,
-productia anualǎ: 10000buc;
-productia lunarǎ: 10000/11 = 909buc;
-productia zilnicǎ: 909/21,5 = 43buc;
-productia pe schimb: 43/2 = 22buc;
n = 22 buc.
In cadrul lucrari elaborate, stabilirea normei de timp se face calculand timpul de baza, pe baza regimurilor de aschiere determinate anterior, cu alegerea celorlalte componente din tabele normative existente in lucrari de specialitate
Nr.
Operatie
tpi
tb
ta
top
td
ti
nt
1
Strunjire de semifinisare dintr-o parte+largire
0.909
6.41
0.51
8.07
0.22
0.44
9.64
Operatia 04. Strunjire finisare din cealalta parte, largire finisare ø80 si tesire .
1. Schita operatiei.
2. Fazele operatiei:
orientat si fixat piesa in dispozitiv;
efectuarea prelucrarii;
desprinderea piesei din dispozitiv.
3. Masina-unealta. Scule. Caracteristici.
Prelucrarea va avea loc pe strung semiautomat cu doua carucioare (SSM2C) cu urmatoarele caracteristici
- gama de turatii ale axului principal: ....56 80 100 112 140 160 200 224 315 400 450 560 630 710
- gama de avansuri longitudinale: .0.125 0.15 0.2 0.25 0.40 0.50 0.80 1.00
- gama de avansuri transversale: .0.125 0.15 0.2 0.25 0.40 0.50 0.80 1.00
-puterea masinii unelte 24kw
-randamentul η=0.81
Scule utilizate
N1 - cutite frontale STAS 6313-80.
N2 - cutite drepte STAS 358-86;
N3 - largitor
Stabilirea modului de instalare a sculelor.
Saniile strungului semiautomat sunt prevazute cu suporti port-scule avand locasuri pentru instalara cutitelor prevazute cu cozii prismatice sau/si patrate. Fixarea acestora realizandu-se cu suruburi
5. Regimul de aschiere.
La acesta operatie s-a utilizat metoda dupa normative.
Parametrii regimului de
aschiere
Simbol
Valoare
Adancimea de aschiere [mm]
t
0.8
0.5
0.5
Avansul de lucru [mm/rot]
s
0.50
0.15
0.9
Durabilitatea sculelor [min]
Tec
30
30
25
Viteza de aschiere [m/min]
v
39.7
129
40
Turatia piesei [rot/min]
nmu
140
Puterea nacesara [kW]
Nr
21
Stabilirea normelor de timp.
Ca unitate de masura pentru munca depusa la realizarea unei piese se utilizeaza norma de munca. Aceasta se determina ca norma de timp sau ca norma de productie.
Norma de timp Nt reprezinta timpul necesar executarii unei unitati de produs de catre un executant cu pregatire corespunzatoare, care lucreaza cu o intensitate normala, in anumite conditii tehnico-organizatorice, bine precizate.
Norma de productie Np reprezinta cantitatea de produs executata in unitatea de timp, in aceleasi conditii ca cele precizate anterior.
Intre cele doua norme exista relatia: Nt=l/Np;
In industria constructoare de masini, indicele de baza este norma de timp.
Norma de timp pentru operatia de prelucrare a unei singure piese se determina cu relatia :
Nf=tb+ta+td+ton+TPi/n, [min]. unde:
tb - este timpul de baza si reprezinta timpul in care masina-unealta actioneaza efectiv asupra piesei, cu un regim de aschiere bine determinat, in vederea modificarii formei, dimensiunilor si calitatii suprafetelor piesei;
ta - este timpul ajutator consumat pentru efectuarea diferitelor miscari necesare executarii lucrarii, in care piesa nu sufera nici o modificare ; cuprinde timpii afectati prinderii-desprinderii piesei, comenzii masinii, masuratorilor, etc;
td - timpul de deservire, este timpul in cursul caruia executantul asigura pe intreaga perioada a schimbului de munca atat mentinerea in stare de functionare a utilajelor si sculelor cat si organizarea, aprovizionarea, ordinea si curatenia locului de munca. ( schimbare scule, reglare masina, evacuare aschii, aranjare piese, ungerea si curatirea utilajului, primirea si predarea schimbului).
Td = Tdt + Tdo[min].
Tdt - timpul de deservire tehnica;
Tdo - timpul de deservire organizatorica.
ton - reprezinta timpul afectat odihnei si necesitatilor fiziologice ale executantului, cuprinzand si timpii de intreruperi reglementate tehnologic de exploatarea utilajului;
Tpi - este timpul de pregatire-incheiere si reprezinta timpul in care se face primirea comenzii, studiul documentatiei de executie, primirea si predarea sculelor, dispozitivelor si verificatoarelor, primirea semifabricatelor, predarea pieselor si a restului de material.
n- numarul pieselor ce compun lotul sau care se executa intr-un schimb de lucru,
-productia anualǎ: 10000buc;
-productia lunarǎ: 10000/11 = 909buc;
-productia zilnicǎ: 909/21,5 = 43buc;
-productia pe schimb: 43/2 = 22buc;
n = 22 buc.
In cadrul lucrari elaborate, stabilirea normei de timp se face calculand timpul de baza, pe baza regimurilor de aschiere determinate anterior, cu alegerea celorlalte componente din tabele normative existente in lucrari de specialitate
Nr.
Operatie
tpi
tb
ta
top
td
ti
nt
1
Strunjire de semifinisare dintr-o parte+largire+tesire
0.909
2.489
1.72
4.2
0.086
0.231
5.42
Operatia 05. Strunjire interioara intr-o etapa.
1. Schita operatiei.
2. Fazele operatiei:
orientat si fixat piesa in dispozitiv;
efectuarea prelucrarii;
desprinderea piesei din dispozitiv.
3. Masina-unealta. Scule. Caracteristici.
Prelucrarea va avea loc pe strung nor,al (SN400) cu urmatoarele caracteristici
- gama de turatii ale axului principal: ....36 70 100 115 140 160 200 224 315 400 450 480 560 630 710
- gama de avansuri longitudinale: .0.125 0.15 0.2 0.25 0.40 0.50 0.80 1.00
- gama de avansuri transversale: 1/2 din avansul longitudinal
-puterea masinii unelte 7,5kw
-randamentul η=0.85
Scule utilizate
N1 - cutit lateral dreapta pentru canal interior 16x16 STAS 6311-67.
Stabilirea modului de instalare a sculelor.
Saniile strungului normale sunt prevazute cu suporti port-scule avand locasuri pentru instalara cutitelor prevazute cu cozii prismatice sau/si patrate. Fixarea acestora realizandu-se cu suruburi
5. Regimul de aschiere.
La acesta operatie s-a utilizat metoda dupa normative
Parametrii regimului de
aschiere
Simbol
Valoare
Adancimea de aschiere [mm]
t
0.35
Avansul longitudinal [mm/rot]
s
0.40
Avansul transversal [mm/rot]
s
0.20
Durabilitatea sculelor [min]
Tec
60
Viteza de aschiere [m/min]
v
69
Turatia piesei [rot/min]
nmu
160
Viteza efectiva
vef
97
Puterea nacesara [kW]
Nr
1.13
Stabilirea normelor de timp.
Ca unitate de masura pentru munca depusa la realizarea unei piese se utilizeaza norma de munca. Aceasta se determina ca norma de timp sau ca norma de productie.
Norma de timp Nt reprezinta timpul necesar executarii unei unitati de produs de catre un executant cu pregatire corespunzatoare, care lucreaza cu o intensitate normala, in anumite conditii tehnico-organizatorice, bine precizate.
Norma de productie Np reprezinta cantitatea de produs executata in unitatea de timp, in aceleasi conditii ca cele precizate anterior.
Intre cele doua norme exista relatia: Nt=l/Np;
In industria constructoare de masini, indicele de baza este norma de timp.
Norma de timp pentru operatia de prelucrare a unei singure piese se determina cu relatia :
Nf=tb+ta+td+ton+TPi/n, [min]. unde:
tb - este timpul de baza si reprezinta timpul in care masina-unealta actioneaza efectiv asupra piesei, cu un regim de aschiere bine determinat, in vederea modificarii formei, dimensiunilor si calitatii suprafetelor piesei;
ta - este timpul ajutator consumat pentru efectuarea diferitelor miscari necesare executarii lucrarii, in care piesa nu sufera nici o modificare ; cuprinde timpii afectati prinderii-desprinderii piesei, comenzii masinii, masuratorilor, etc;
td - timpul de deservire, este timpul in cursul caruia executantul asigura pe intreaga perioada a schimbului de munca atat mentinerea in stare de functionare a utilajelor si sculelor cat si organizarea, aprovizionarea, ordinea si curatenia locului de munca. ( schimbare scule, reglare masina, evacuare aschii, aranjare piese, ungerea si curatirea utilajului, primirea si predarea schimbului).
Td = Tdt + Tdo[min].
Tdt - timpul de deservire tehnica;
Tdo - timpul de deservire organizatorica.
ton - reprezinta timpul afectat odihnei si necesitatilor fiziologice ale executantului, cuprinzand si timpii de intreruperi reglementate tehnologic de exploatarea utilajului;
Tpi - este timpul de pregatire-incheiere si reprezinta timpul in care se face primirea comenzii, studiul documentatiei de executie, primirea si predarea sculelor, dispozitivelor si verificatoarelor, primirea semifabricatelor, predarea pieselor si a restului de material.
n- numarul pieselor ce compun lotul sau care se executa intr-un schimb de lucru,
-productia anualǎ: 10000buc;
-productia lunarǎ: 10000/11 = 909buc;
-productia zilnicǎ: 909/21,5 = 43buc;
-productia pe schimb: 43/2 = 22buc;
n = 22 buc.
In cadrul lucrari elaborate, stabilirea normei de timp se face calculand timpul de baza, pe baza regimurilor de aschiere determinate anterior, cu alegerea celorlalte componente din tabele normative existente in lucrari de specialitate
Nr.
Operatie
tpi
tb
ta
top
td
ti
nt
1
Strunjire interioara intr-o etapa
0.909
2.68
1.72
4.4
0.093
0.242
5.64
Operatia 06. Strunjire degajare si tesire interioara.
1. Schita operatiei.
2. Fazele operatiei:
orientat si fixat piesa in dispozitiv;
efectuarea prelucrarii;
desprinderea piesei din dispozitiv.
3. Masina-unealta. Scule. Caracteristici.
Prelucrarea va avea loc pe strung normal (SNP) cu urmatoarele caracteristici
- gama de turatii ale axului principal: ....36 70 100 115 140 160 200 224 315 400 450 480 560 630 710
- gama de avansuri longitudinale: .0.125 0.15 0.2 0.25 0.40 0.50 0.80 1.00
- gama de avansuri transversale: 1/2 din avansul longitudinal
-puterea masinii unelte 7,5kw
-randamentul η=0.85
5. Regimul de aschiere.
La acesta operatie s-a utilizat metoda dupa normative
Parametrii regimului de
aschiere
Simbol
Valoare
Adancimea de aschiere [mm]
t
1
2
Avansul longitudinal [mm/rot]
s
0.40
0.4
Durabilitatea sculelor [min]
Tec
60
Viteza de aschiere [m/min]
v
51
Turatia piesei [rot/min]
nmu
200
Viteza efectiva
vef
54
Puterea nacesara [kW]
Nr
0.82
Stabilirea normelor de timp.
Ca unitate de masura pentru munca depusa la realizarea unei piese se utilizeaza norma de munca. Aceasta se determina ca norma de timp sau ca norma de productie.
Norma de timp Nt reprezinta timpul necesar executarii unei unitati de produs de catre un executant cu pregatire corespunzatoare, care lucreaza cu o intensitate normala, in anumite conditii tehnico-organizatorice, bine precizate.
Norma de productie Np reprezinta cantitatea de produs executata in unitatea de timp, in aceleasi conditii ca cele precizate anterior.
Intre cele doua norme exista relatia: Nt=l/Np;
In industria constructoare de masini, indicele de baza este norma de timp.
Norma de timp pentru operatia de prelucrare a unei singure piese se determina cu relatia :
Nf=tb+ta+td+ton+TPi/n, [min]. unde:
tb - este timpul de baza si reprezinta timpul in care masina-unealta actioneaza efectiv asupra piesei, cu un regim de aschiere bine determinat, in vederea modificarii formei, dimensiunilor si calitatii suprafetelor piesei;
ta - este timpul ajutator consumat pentru efectuarea diferitelor miscari necesare executarii lucrarii, in care piesa nu sufera nici o modificare ; cuprinde timpii afectati prinderii-desprinderii piesei, comenzii masinii, masuratorilor, etc;
td - timpul de deservire, este timpul in cursul caruia executantul asigura pe intreaga perioada a schimbului de munca atat mentinerea in stare de functionare a utilajelor si sculelor cat si organizarea, aprovizionarea, ordinea si curatenia locului de munca. ( schimbare scule, reglare masina, evacuare aschii, aranjare piese, ungerea si curatirea utilajului, primirea si predarea schimbului).
Td = Tdt + Tdo[min].
Tdt - timpul de deservire tehnica;
Tdo - timpul de deservire organizatorica.
ton - reprezinta timpul afectat odihnei si necesitatilor fiziologice ale executantului, cuprinzand si timpii de intreruperi reglementate tehnologic de exploatarea utilajului;
Tpi - este timpul de pregatire-incheiere si reprezinta timpul in care se face primirea comenzii, studiul documentatiei de executie, primirea si predarea sculelor, dispozitivelor si verificatoarelor, primirea semifabricatelor, predarea pieselor si a restului de material.
n- numarul pieselor ce compun lotul sau care se executa intr-un schimb de lucru,
-productia anualǎ: 10000buc;
-productia lunarǎ: 10000/11 = 909buc;
-productia zilnicǎ: 909/21,5 = 43buc;
-productia pe schimb: 43/2 = 22buc;
n = 22 buc.
In cadrul lucrari elaborate, stabilirea normei de timp se face calculand timpul de baza, pe baza regimurilor de aschiere determinate anterior, cu alegerea celorlalte componente din tabele normative existente in lucrari de specialitate.
Nr.
Operatie
tpi
tb
ta
top
td
ti
nt
1
Strunjire degajare + tesire interiaora
0.909
0.162
1.72
1.882
0.0056
0.103
2.90
Operatia 07. Tesire interioara strunjire suprafata conica.
1. Schita operatiei.
2. Fazele operatiei:
orientat si fixat piesa in dispozitiv;
efectuarea prelucrarii;
desprinderea piesei din dispozitiv.
3. Masina-unealta. Scule. Caracteristici.
Prelucrarea va avea loc pe strung normal (SNP) cu urmatoarele caracteristici
- gama de turatii ale axului principal: ....36 70 100 115 140 160 200 224 315 400 450 480 560 630 710
- gama de avansuri longitudinale: .0.125 0.15 0.2 0.25 0.40 0.50 0.80 1.00
- gama de avansuri transversale: 1/2 din avansul longitudinal
-puterea masinii unelte 7,5kw
-randamentul η=0.85
Scule utilizate
N1 - cutite pentru tesituri 6x4.
N2 - cutite drepte 25x25 STAS 358-86;
5. Regimul de aschiere.
La acesta operatie s-a utilizat metoda dupa normative.
Parametrii regimului de
aschiere
Simbol
Valoare
Adancimea de aschiere [mm]
t
0.5
10.6
Avansul longitudinal [mm/rot]
s
0.40
0.50
Durabilitatea sculelor [min]
Tec
45
90
Viteza de aschiere [m/min]
v
61
128
Turatia piesei [rot/min]
nmu
200
Puterea nacesara [kW]
Nr
1.30
Stabilirea normelor de timp.
Ca unitate de masura pentru munca depusa la realizarea unei piese se utilizeaza norma de munca. Aceasta se determina ca norma de timp sau ca norma de productie.
Norma de timp Nt reprezinta timpul necesar executarii unei unitati de produs de catre un executant cu pregatire corespunzatoare, care lucreaza cu o intensitate normala, in anumite conditii tehnico-organizatorice, bine precizate.
Norma de productie Np reprezinta cantitatea de produs executata in unitatea de timp, in aceleasi conditii ca cele precizate anterior.
Intre cele doua norme exista relatia: Nt=l/Np;
In industria constructoare de masini, indicele de baza este norma de timp.
Norma de timp pentru operatia de prelucrare a unei singure piese se determina cu relatia :
Nf=tb+ta+td+ton+TPi/n, [min]. unde:
tb - este timpul de baza si reprezinta timpul in care masina-unealta actioneaza efectiv asupra piesei, cu un regim de aschiere bine determinat, in vederea modificarii formei, dimensiunilor si calitatii suprafetelor piesei;
ta - este timpul ajutator consumat pentru efectuarea diferitelor miscari necesare executarii lucrarii, in care piesa nu sufera nici o modificare ; cuprinde timpii afectati prinderii-desprinderii piesei, comenzii masinii, masuratorilor, etc;
td - timpul de deservire, este timpul in cursul caruia executantul asigura pe intreaga perioada a schimbului de munca atat mentinerea in stare de functionare a utilajelor si sculelor cat si organizarea, aprovizionarea, ordinea si curatenia locului de munca. ( schimbare scule, reglare masina, evacuare aschii, aranjare piese, ungerea si curatirea utilajului, primirea si predarea schimbului).
Td = Tdt + Tdo[min].
Tdt - timpul de deservire tehnica;
Tdo - timpul de deservire organizatorica.
ton - reprezinta timpul afectat odihnei si necesitatilor fiziologice ale executantului, cuprinzand si timpii de intreruperi reglementate tehnologic de exploatarea utilajului;
Tpi - este timpul de pregatire-incheiere si reprezinta timpul in care se face primirea comenzii, studiul documentatiei de executie, primirea si predarea sculelor, dispozitivelor si verificatoarelor, primirea semifabricatelor, predarea pieselor si a restului de material.
n- numarul pieselor ce compun lotul sau care se executa intr-un schimb de lucru,
-productia anualǎ: 10000buc;
-productia lunarǎ: 10000/11 = 909buc;
-productia zilnicǎ: 909/21,5 = 43buc;
-productia pe schimb: 43/2 = 22buc;
n = 22 buc.
In cadrul lucrari elaborate, stabilirea normei de timp se face calculand timpul de baza, pe baza regimurilor de aschiere determinate anterior, cu alegerea celorlalte componente din tabele normative existente in lucrari de specialitate
Nr.
Operatie
tpi
tb
ta
top
td
ti
nt
1
Tesire int. +str. supr. SC
0.909
0.113
1.72
1.833
0.0.0039
0.1008
2.84
Operatia 09. Gaurire ø6.6 si filetare M8
1. Schita operatiei.
5. Regimul de aschiere.
La acesta operatie s-a utilizat metoda dupa normative.
Parametrii regimului de
aschiere
Simbol
Valoare
Adancimea de aschiere [mm]
t
3.3
0.7
Avansul longitudinal [mm/rot]
s
0.10
1
Durabilitatea sculelor [min]
Tec
25
90
Viteza de aschiere [m/min]
v
23.5
28
Turatia piesei [rot/min]
nmu
1250
100
Puterea nacesara [kW]
Nr
1.3
Stabilirea normelor de timp.
Ca unitate de masura pentru munca depusa la realizarea unei piese se utilizeaza norma de munca. Aceasta se determina ca norma de timp sau ca norma de productie.
Norma de timp Nt reprezinta timpul necesar executarii unei unitati de produs de catre un executant cu pregatire corespunzatoare, care lucreaza cu o intensitate normala, in anumite conditii tehnico-organizatorice, bine precizate.
Norma de productie Np reprezinta cantitatea de produs executata in unitatea de timp, in aceleasi conditii ca cele precizate anterior.
Intre cele doua norme exista relatia: Nt=l/Np;
In industria constructoare de masini, indicele de baza este norma de timp.
Norma de timp pentru operatia de prelucrare a unei singure piese se determina cu relatia :
Nf=tb+ta+td+ton+TPi/n, [min]. unde:
tb - este timpul de baza si reprezinta timpul in care masina-unealta actioneaza efectiv asupra piesei, cu un regim de aschiere bine determinat, in vederea modificarii formei, dimensiunilor si calitatii suprafetelor piesei;
ta - este timpul ajutator consumat pentru efectuarea diferitelor miscari necesare executarii lucrarii, in care piesa nu sufera nici o modificare ; cuprinde timpii afectati prinderii-desprinderii piesei, comenzii masinii, masuratorilor, etc;
td - timpul de deservire, este timpul in cursul caruia executantul asigura pe intreaga perioada a schimbului de munca atat mentinerea in stare de functionare a utilajelor si sculelor cat si organizarea, aprovizionarea, ordinea si curatenia locului de munca. ( schimbare scule, reglare masina, evacuare aschii, aranjare piese, ungerea si curatirea utilajului, primirea si predarea schimbului).
Td = Tdt + Tdo[min].
Tdt - timpul de deservire tehnica;
Tdo - timpul de deservire organizatorica.
ton - reprezinta timpul afectat odihnei si necesitatilor fiziologice ale executantului, cuprinzand si timpii de intreruperi reglementate tehnologic de exploatarea utilajului;
Tpi - este timpul de pregatire-incheiere si reprezinta timpul in care se face primirea comenzii, studiul documentatiei de executie, primirea si predarea sculelor, dispozitivelor si verificatoarelor, primirea semifabricatelor, predarea pieselor si a restului de material.
n- numarul pieselor ce compun lotul sau care se executa intr-un schimb de lucru,
-productia anualǎ: 10000buc;
-productia lunarǎ: 10000/11 = 909buc;
-productia zilnicǎ: 909/21,5 = 43buc;
-productia pe schimb: 43/2 = 22buc;
n = 22 buc.
In cadrul lucrari elaborate, stabilirea normei de timp se face calculand timpul de baza, pe baza regimurilor de aschiere determinate anterior, cu alegerea celorlalte componente din tabele normative sxistente in lucrari de specialitate
Nr.
Operatie
tpi
tb
ta
top
td
ti
nt
1
Gaurire + filetare
0.595
1.659
0.51
2.172
0.063
0.086
2.917
Operatia 10. Gaurire ø15, largire ø23, lamare ø26 si filetare M25x1 .
1. Schita operatiei.
5. Regimul de aschiere.
La acesta operatie s-a utilizat metoda dupa normative.
Parametrii regimului de
aschiere
Simbol
Valoare
Adancimea de aschiere [mm]
t
7.5
4
1.5
1
Avansul longitudinal [mm/rot]
s
0.22
0.25
0.1
1.25
Durabilitatea sculelor [min]
Tec
60
60
60
60
Viteza de aschiere [m/min]
v
18.4
24.3
13.8
6.7
Turatia piesei [rot/min]
nmu
420
320
218
Puterea nacesara [kW]
Nr
0.95
Stabilirea normelor de timp.
Ca unitate de masura pentru munca depusa la realizarea unei piese se utilizeaza norma de munca. Aceasta se determina ca norma de timp sau ca norma de productie.
Norma de timp Nt reprezinta timpul necesar executarii unei unitati de produs de catre un executant cu pregatire corespunzatoare, care lucreaza cu o intensitate normala, in anumite conditii tehnico-organizatorice, bine precizate.
Norma de productie Np reprezinta cantitatea de produs executata in unitatea de timp, in aceleasi conditii ca cele precizate anterior.
Intre cele doua norme exista relatia: Nt=l/Np;
In industria constructoare de masini, indicele de baza este norma de timp.
Norma de timp pentru operatia de prelucrare a unei singure piese se determina cu relatia :
Nf=tb+ta+td+ton+TPi/n, [min]. unde:
tb - este timpul de baza si reprezinta timpul in care masina-unealta actioneaza efectiv asupra piesei, cu un regim de aschiere bine determinat, in vederea modificarii formei, dimensiunilor si calitatii suprafetelor piesei;
ta - este timpul ajutator consumat pentru efectuarea diferitelor miscari necesare executarii lucrarii, in care piesa nu sufera nici o modificare ; cuprinde timpii afectati prinderii-desprinderii piesei, comenzii masinii, masuratorilor, etc;
td - timpul de deservire, este timpul in cursul caruia executantul asigura pe intreaga perioada a schimbului de munca atat mentinerea in stare de functionare a utilajelor si sculelor cat si organizarea, aprovizionarea, ordinea si curatenia locului de munca. ( schimbare scule, reglare masina, evacuare aschii, aranjare piese, ungerea si curatirea utilajului, primirea si predarea schimbului).
Td = Tdt + Tdo[min].
Tdt - timpul de deservire tehnica;
Tdo - timpul de deservire organizatorica.
ton - reprezinta timpul afectat odihnei si necesitatilor fiziologice ale executantului, cuprinzand si timpii de intreruperi reglementate tehnologic de exploatarea utilajului;
Tpi - este timpul de pregatire-incheiere si reprezinta timpul in care se face primirea comenzii, studiul documentatiei de executie, primirea si predarea sculelor, dispozitivelor si verificatoarelor, primirea semifabricatelor, predarea pieselor si a restului de material.
n- numarul pieselor ce compun lotul sau care se executa intr-un schimb de lucru,
-productia anualǎ: 10000buc;
-productia lunarǎ: 10000/11 = 909buc;
-productia zilnicǎ: 909/21,5 = 43buc;
-productia pe schimb: 43/2 = 22buc;
n = 22 buc.
In cadrul lucrari elaborate, stabilirea normei de timp se face calculand timpul de baza, pe baza regimurilor de aschiere determinate anterior, cu alegerea celorlalte componente din tabele normative existente in lucrari de specialitate
Nr.
Operatie
tpi
tb
ta
top
td
ti
nt
1
Gaurire + filetare
0.595
2.098
0.51
2.609
0.079
0.104
3.3881
Operatia 13. Rectificare ø80 .
1. Schita operatiei.
Masina de rectificat exterior RU 100
Diametrul piesei de rectificat min-15 mm
max240 mm
Lungimea maxima de rectificat 800 mm
Conul masinii Morse 3
Dimensiunea discului de rectificatD=400 mm
B=80 mm
Puterea motorului de antrenare - Disc abraziv 2.2 kw
Piesa
Deplasarea rapida [m/min] 50
Turatiile axului port-piesa [rot/min] 50;100;200;400
Avansul longitudinal [m/min]26
Avansul transversal[m/min]0.010.1
Rotire suport piesa 70
5. Regimul de aschiere.
La acesta operatie s-a utilizat metoda dupa normative.
Parametrii regimului de
aschiere
Simbol
Valoare
Adancimea de aschiere [mm]
t
0.35
Avansul longitudinal [mm/rot]
s
0.035
Durabilitatea sculelor [min]
Tec
10
Viteza de aschiere [m/min]
v
31
Turatia piesei [rot/min]
nmu
50
Puterea nacesara [kW]
Nr
1.25
Stabilirea normelor de timp.
Ca unitate de masura pentru munca depusa la realizarea unei piese se utilizeaza norma de munca. Aceasta se determina ca norma de timp sau ca norma de productie.
Norma de timp Nt reprezinta timpul necesar executarii unei unitati de produs de catre un executant cu pregatire corespunzatoare, care lucreaza cu o intensitate normala, in anumite conditii tehnico-organizatorice, bine precizate.
Norma de productie Np reprezinta cantitatea de produs executata in unitatea de timp, in aceleasi conditii ca cele precizate anterior.
Intre cele doua norme exista relatia: Nt=l/Np;
In industria constructoare de masini, indicele de baza este norma de timp.
Norma de timp pentru operatia de prelucrare a unei singure piese se determina cu relatia :
Nf=tb+ta+td+ton+TPi/n, [min]. unde:
tb - este timpul de baza si reprezinta timpul in care masina-unealta actioneaza efectiv asupra piesei, cu un regim de aschiere bine determinat, in vederea modificarii formei, dimensiunilor si calitatii suprafetelor piesei;
ta - este timpul ajutator consumat pentru efectuarea diferitelor miscari necesare executarii lucrarii, in care piesa nu sufera nici o modificare ; cuprinde timpii afectati prinderii-desprinderii piesei, comenzii masinii, masuratorilor, etc;
td - timpul de deservire, este timpul in cursul caruia executantul asigura pe intreaga perioada a schimbului de munca atat mentinerea in stare de functionare a utilajelor si sculelor cat si organizarea, aprovizionarea, ordinea si curatenia locului de munca. ( schimbare scule, reglare masina, evacuare aschii, aranjare piese, ungerea si curatirea utilajului, primirea si predarea schimbului).
Td = Tdt + Tdo[min].
Tdt - timpul de deservire tehnica;
Tdo - timpul de deservire organizatorica.
ton - reprezinta timpul afectat odihnei si necesitatilor fiziologice ale executantului, cuprinzand si timpii de intreruperi reglementate tehnologic de exploatarea utilajului;
Tpi - este timpul de pregatire-incheiere si reprezinta timpul in care se face primirea comenzii, studiul documentatiei de executie, primirea si predarea sculelor, dispozitivelor si verificatoarelor, primirea semifabricatelor, predarea pieselor si a restului de material.
n- numarul pieselor ce compun lotul sau care se executa intr-un schimb de lucru,
-productia anualǎ: 10000buc;
-productia lunarǎ: 10000/11 = 909buc;
-productia zilnicǎ: 909/21,5 = 43buc;
-productia pe schimb: 43/2 = 22buc;
n = 22 buc.
In cadrul lucrari elaborate, stabilirea normei de timp se face calculand timpul de baza, pe baza regimurilor de aschiere determinate anterior, cu alegerea celorlalte componente din tabele normative sxistente in lucrari de specialitate
Nr.
Operatie
tpi
tb
ta
top
td
ti
nt
1
Rectificare
0.590
0.092
1.4
1.492
0.0032
0.044
22.872
Operatia 14. Rectificare SF4 .
1. Schita operatiei.
Masina de rectificat exterior RU 100
Diametrul piesei de rectificat min-15 mm
max240 mm
Lungimea maxima de rectificat 800 mm
Conul masinii Morse 3
Dimensiunea discului de rectificatD=400 mm
B=80 mm
Puterea motorului de antrenare - Disc abraziv 2.2 kw
Piesa
Deplasarea rapida [m/min] 50
Turatiile axului port-piesa [rot/min] 50;100;200;400
Avansul longitudinal [m/min]26
Avansul transversal[m/min]0.010.1
Rotire suport piesa 70
5. Regimul de aschiere.
La acesta operatie s-a utilizat metoda dupa normative.
Parametrii regimului de
aschiere
Simbol
Valoare
Adancimea de aschiere [mm]
t
0.40
Avansul longitudinal [mm/rot]
s
0.020
Durabilitatea sculelor [min]
Tec
10
Viteza de aschiere [m/min]
v
31.5
Turatia piesei [rot/min]
nmu
80
Puterea nacesara [kW]
Nr
1.25
Stabilirea normelor de timp.
Ca unitate de masura pentru munca depusa la realizarea unei piese se utilizeaza norma de munca. Aceasta se determina ca norma de timp sau ca norma de productie.
Norma de timp Nt reprezinta timpul necesar executarii unei unitati de produs de catre un executant cu pregatire corespunzatoare, care lucreaza cu o intensitate normala, in anumite conditii tehnico-organizatorice, bine precizate.
Norma de productie Np reprezinta cantitatea de produs executata in unitatea de timp, in aceleasi conditii ca cele precizate anterior.
Intre cele doua norme exista relatia: Nt=l/Np;
In industria constructoare de masini, indicele de baza este norma de timp.
Norma de timp pentru operatia de prelucrare a unei singure piese se determina cu relatia :
Nf=tb+ta+td+ton+TPi/n, [min]. unde:
tb - este timpul de baza si reprezinta timpul in care masina-unealta actioneaza efectiv asupra piesei, cu un regim de aschiere bine determinat, in vederea modificarii formei, dimensiunilor si calitatii suprafetelor piesei;
ta - este timpul ajutator consumat pentru efectuarea diferitelor miscari necesare executarii lucrarii, in care piesa nu sufera nici o modificare ; cuprinde timpii afectati prinderii-desprinderii piesei, comenzii masinii, masuratorilor, etc;
td - timpul de deservire, este timpul in cursul caruia executantul asigura pe intreaga perioada a schimbului de munca atat mentinerea in stare de functionare a utilajelor si sculelor cat si organizarea, aprovizionarea, ordinea si curatenia locului de munca. ( schimbare scule, reglare masina, evacuare aschii, aranjare piese, ungerea si curatirea utilajului, primirea si predarea schimbului).
Td = Tdt + Tdo[min].
Tdt - timpul de deservire tehnica;
Tdo - timpul de deservire organizatorica.
ton - reprezinta timpul afectat odihnei si necesitatilor fiziologice ale executantului, cuprinzand si timpii de intreruperi reglementate tehnologic de exploatarea utilajului;
Tpi - este timpul de pregatire-incheiere si reprezinta timpul in care se face primirea comenzii, studiul documentatiei de executie, primirea si predarea sculelor, dispozitivelor si verificatoarelor, primirea semifabricatelor, predarea pieselor si a restului de material.
n- numarul pieselor ce compun lotul sau care se executa intr-un schimb de lucru,
-productia anualǎ: 10000buc;
-productia lunarǎ: 10000/11 = 909buc;
-productia zilnicǎ: 909/21,5 = 43buc;
-productia pe schimb: 43/2 = 22buc;
n = 22 buc.
In cadrul lucrari elaborate, stabilirea normei de timp se face calculand timpul de baza, pe baza regimurilor de aschiere determinate anterior, cu alegerea celorlalte componente din tabele normative sxistente in lucrari de specialitate
Nr.
Operatie
tpi
tb
ta
top
td
ti
nt
1
Rectificare
0.590
1.69
1.4
3.09
0.059
0.0927
4.57
Calculul timpului de baza:
Pentru strunjire, frezare:
![]()
Pentru rectificare cu avans de patrundere:

Pentru filetare:
Calculul timpului ajutator.
Sunt stabiliti functie de specificul fiecarei operatii.
Calculul timpului de deservire.
strunjire: 3,5% Tb;
frezare: 6,5% Tb;
gaurire:3,5% Tb;
filetare: 3,5% Tb;
rectificare: 3,5% Tb;
Calculul timpului de odihna.
strunjire: 5,5% Top;
frezare: 4,5% Top;
gaurire4% Top;
filetare: 3,5% Top;
rectificare: 3% Top;
brosare: 9.5%Top;
Stabilirea acestor regimuri sunt facute dupa metoda statistica.
Operatia
t
[mm]
sp
[mm/rot]
np
[rot/min]
tb
nt
Nr.
Denumire
8
Gaurire ø14
7
0,19
224
7.17
8.85
9
Adancire ø22
4
0.19
224
7.824
9.55
10
Gaurire ø6.6
3.3
0.20
160
9.279
11.11
11
Filetare M8
0.7
1
250
0.348
1.5005
12
Gaurire ø15
7.5
0,25
224
2.678
4.0037
13
Adancire ø23
4
0.20
224
1.6741
2.9257
16
Lamare ø26
1.5
0,40
500
0.1275
1.262
17
Filetare M25
1
0,125
200
0.0977
2.8708
Estimarea variantei optime se poate face prin compararea normelor de timp.
VARIANTA I
VARIANTA II
NT = 90.35 [min]
NT = 94.57 [min]
Diferenta : 4.224 min/piesa
Stiind ca productia anuala este de 10000 de piese, rezulta o economie de timp de aproximativ 59800 minute, adica 996 de ore, ceea ce inseamna ca se face o economie de bani, pentru un salariu orar de circa 3,5 RON, de circa 3486 RON.
CUPRINS
Analiza functional - constructiva a piesei.
Rolul functional al piesei in cadrul ansamblului din care face parte..1
Caracteristicile materialului piesei1
Caracteristicile mecanice.2
1.2.2. Caracteristicile tehnologice..2
1.2.3. Caracteristicile chimice..2
1.3. Tehnologicitatea piesei din punct de vedere al prelucrarilor mecanice.3
Prelucrabilitatea prin aschiere..3
Forma constructiva a piesei4
Prescrierea tolerantelor si a rugozitatilor suprafetelor prelucrate..5
PROIECTAREA SEMIFABRICATULUI
2.1. Procedee de obtinere a semifabricatului si alegerea procedeului optim6
2.2. Stabilirea tratamentelor termice primare necesare..9
Caracteristicile geometrice constructive prescrise piesei
3.1. Schita piesei cu codificarea suprafetelor componente.10
3.2. Stabilirea procedeelor de prelucrare..11
PROIECTAREA CONTINUTULUI SI SUCCESIUNII OPERATIILOR PROCESULUI TEHNOLOGIC IN DOUA VARIANTE
4.1. Varianta I.13
4.2. Varianta II..14
5. Determinarea adaosurilor de prelucrare si calculul dimensiunilor intermediare
6. Proiectarea operatiilor procesului tehnologic de fabricare pentru varianta I.
Operatia 01. Strunjire semifinisare dintr o parte si largire combinata..37
Operatia 02. Strunjire semifinisare din cealalta parte si largire ø80 .58
Operatia 03. Strunjire de finisare SF1, largire finisare SRI1 si tesire45
Operatia 04. Strunjire finisare din cealalta parte, largire finisare ø80 si tesire.61
Operatia 05. Strunjire interioara intr-o etapa.64
Operatia 06. Strunjire degajare si tesire interioara..66
Operatia 07. Tesire interioara strunjire suprafata conica.69
Operatia 08. Gaurire ø14 si largire ø2254
Operatia 09. Gaurire ø6.6 si filetare M8..71
Operatia 10. Gaurire ø15, largire ø23, lamare ø26 si filetare M25x173
Operatia 12. Rectificarea suprafetei SF1.52
Operatia 13. Rectificare ø80 .76
Operatia 14. Rectificare SF4 .78
7. Proiectarea celei de-a doua variante de proces tehnologic.81
8. Analiza economica a celor doua variante de proces tehnologic....................81
Partea a II-a. Proiectarea unor echipamente de fabricatie.
1. Datele necesare proiectarii dispozitivelor
1.1. Stadiul de prelucrare a piesei.
Piesa finala se pbtine prin prelucrari in mai multe operatii. Pentru operatia la care se proiecteaza dispozitivul piesa este intr un anumit stadiu de prelucrare.
1.2. Elementele operatiei pentru care se proiecteaza dispozitivul
Elementele operatiei care trebuiesc cunoscute pentru proiectarea dispozitivului sunt : fazele operatiei, masina unealta utilizata, sculele utilizate, regimul de aschiere, fortele de aschiere.
Fazele operatiei sunt :
gaurire la Ø14
Indexare
gaurire la Ø14
indexare
gaurire la Ø14
indexare
Operatia se realizeaza intr-o singura faza.
Masina - unealta.
Prelucrarea se realizeaza pe o masina de gaurit G 25 cu urmatoarele caracteristici:
Cursa maxima a axului principal, mm
224
Conul axului principal
Morse nr. 4
Distanta intre axul burghiului si coloana , mm
315
Distanta max. intre masa si partea frontala a axului principal, mm
710
Distanta max. dintre placa de baza si partea frontala a axului , mm
1120
Suprafata mesei, mm
425x530
Numarul de canale si dimensiunea acestora
3 canale paralele T12 STAS 1385 :1995
Suprafata placii de baza, mm
560x560
Nr. de canale pe placa
2 canale T18, STAS 1385 :1995
Gama de turatii rot/min
40; 56; 80; 112; 160; 224;
315; 450; 630; 900; 1250; 1800
Gama de avansuri mm/rot
0.10; 0.13; 0.19; 0.27; 0.38; 0.53; 0.75; 1.06; 1.5;
Puterea motorului principal kw
3
Scula utilizata :
Pentru prelucrarea data se poate utiliza un burghiu elicoidal cu coada conica tip NMD STAS 575 - 80 cu urmatoarele dimensuni :
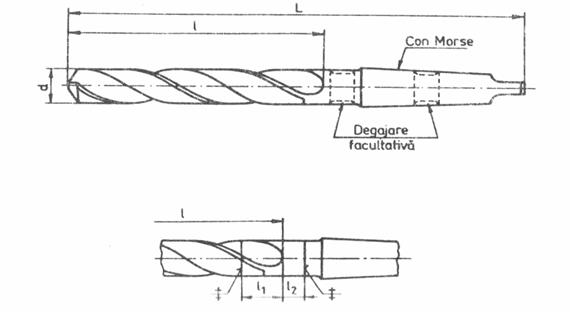
- diametrul burghiului : d = 14 mm ;
- lungimea partii active :l = 108 mm ;
- lungimea totala : L = 189 mm ;
- con Morse 1.
Scula este realizata din otel rapid Rp3.
Parametrii geometrici principali ai partii aschietoare a burghiului elicoidal sunt:
- unghiul la varf : 2χ=120° ;
- unghiul de asezare : α = 14° ;
- unghiul de degajare: γ = 20° ;
Durabilitatea recomandata este : T = 20 min.
Regimul de aschiere.
Regimul de aschiere pentru fiecare faza a operatiei se alege din normative sau se calculeaza. Parametrii regimului de aschiere care trebuiesc stabiliti sunt : adancimea de aschiere, avansul si viteza de aschiere.
Adancimea de aschiere la gaurire :
![]()
![]() t = 7 [mm]
t = 7 [mm]
Avansul de aschiere :
S = KsCsD0.6[mm/rot]
In care:
- Ks este coeficientul de corectie ; Ks = 0.85
Cs coeficientul de avans; Cs= 0.038
D diametrul burghiului ; D =14 [mm]
![]()
![]() s = 0.157
s = 0.157
Din gama de avansuri a masinii de gaurit G 25 se alege avansul
S = 0.19 [mm/rot].
Viteza de aschiere se determina cu ajutorul relatiei :
![]()
![]()
![]() v =
10.3243 [m/min]
v =
10.3243 [m/min]
unde :
Cv = 5
Zv = 0.4
m = 0.2
Yv = 0.7
KTV = 1
KLV = 0.6
KSV = 0.8
KMV = 1
Iar KVP = KMV
KTV KLV KSV ![]() KVP
= 0.48
KVP
= 0.48
Se calculeaza turatia sculei :
![]()
![]() n = 234073
[rot/min]
n = 234073
[rot/min]
Din gama de turatii a masinii - unelte adopt turatia n = 224 [rot/min] si se calculeaza viteza reala de aschiere:
![]()
![]() vr
= 9.85 [m/min]
vr
= 9.85 [m/min]
Forta axiala, momentul si puterea de aschiere.
Relatii de calcul si valorile corespunzatoare sunt :
- pentru forta de aschiere :
![]()
![]() Fax =3293.97 [N]
Fax =3293.97 [N]![]() Fax =329.397
[daN]
Fax =329.397
[daN]
unde :
HB = 207
XF = 1.07
YF = 0.72
KF = 1KF = KaF KχF KηF
- pentru momentul de aschiere :
![]()
![]() Mas = 1513.83[Nmm]
Mas = 1513.83[Nmm]
![]() Mas = 151.383 [daNmm]
Mas = 151.383 [daNmm]
unde :
CF = 630
XM = 1.71
YM = 0.84
CM = 67
- pentru puterea necesara gauririi:
![]()
![]() P = 34.77 [W]
P = 34.77 [W] ![]() P = 0.3477 [KW]
P = 0.3477 [KW]
P [KW] < PMU [KW]
2. Stabilirea sistemului bazelor de orientare a piesei in dispozitiv.
2.1. Schita operatiei
Schita operatiei se obtine plecand de la desenul de executie avand in vedere :
pozitia piesei pe masina - unealta de prelucrat ;
pozitia muncitorului fata de masina - unealta in care acesta opereaza cu dispozitivul.
Avand in vedere ca burghiul de gaurit lucreaza pe verticala, ca piesa se prinde de masa masinii si ca muncitorul in timpul lucrului sta in fata masinii de gaurit, piesa se vede in pozitia in care muncitorul lucreaza.
1.2. Stabilirea cotelor de realizat pe piesa la prelucrare si a sistemului bazelor de cotare
Pentru a stabili varianta optima de orientare trebuie sa se stabileasca cotele care determina pozitia suprefetei de prelucrat pe piese si deci si bazele de cotare corespunzatoare, precum si precizia care se cere acestora.
In afara cotelor nominale care determina pozitia suprafetei de prelucrat
pe piesa trebuie sa se stabileasca si abaterile impuse acestor cote pentru a sti ce precizie trebuie sa se realizeze la prelucrare.
Abaterile pentru cotele de precizie mai ridicata sunt trecute pe desenul de executie si se extrag din acest desen. Pentru cotele libere (netolerate) abaterile se stabilesc dupa STAS 2300-88 (SR EN 22768-1:1995).
Cotele care determina pozitia alezajului de prelucrat Ø14, bazele corespunzatoare, suprafetele care le determina si abaterile maxime admise la cotele respective sunt trecute in tabelul 2.
Tabelul : 2
Cote care
determina pozitia
alezajului pe
piesa
(cote care tb. reali-
zate la prelucrare
Cote trecute
pe desen sau
rezulta prin
pozitia
particulara
a piesei.
Bazele
de
cotare
Suprafetele
care le
determina
abaterile
maxime
admise
la cote
Abaterile sunt
Trecutepe desen
Sau sunt alese
Conform
STAS 2300-88
![]()
Realizata de
pozitia
particulara
Axa supra-
fetei conice
interioare A
A
0.2
STAS 2300-88
![]()
![]()
Realizata de
Pozitia
particulara
Plan determi-
nat de
suprafata B
B
1.8
STAS 2300-88
2.3. Stabilirea sistemului bazelor de orientare a piesei la prelucrare si a elementelor de orientare .
In sistemul bazelor de orientare se determina la prelucrare pozitia suprafetei de prelucrat. Acest sistem se materializeaza prin elemente de orientare care vin in contact cu suprafetele de orientare ale semifabricatului.
Daca pentru o operatie data sistemul bazelor de cotare este unic, sistemul bazelor de orientare poate fi ales in mai multe variante, prin aceea ca bazele de orientare pot sau nu sa coincida cu cele de cotare sau ca o baza de orientare poate fi materializata cu diverse elemente de orientare.
Conform schitei semifabricatului baza de orientare (suprafata A) este diferita de baza de cotare (suprafata B), rezultand urmatoarele variante de orientare :
Variantele de orientare sunt: V1(1,2), V2(2,4), V3(2,3,).
Tabelul :2
Bazele de orientare
Elemente de orientare
utilizate
Simbolul elementelor de
orientare
Suprafata conica interioara
A
Varfuri simple de centrare

Suprafata B
Placute de reazem plane
![]()
Suprafata cilindrica
exterioara
Bucsa autocentranta
![]()
Suprafata cilindrica
exterioara
Dorn cilindric scurt
![]()
Variante de orientare si fixare a semifabricatului.
 2.4.
Calculul erorilor maxime admise la orienatre
2.4.
Calculul erorilor maxime admise la orienatre
Eroarea maxima admisa la orientarea unui semifabricat in dispozitiv este data de relatia:
ead(d) = Tp(d) - (Td(d) +w(d) ) [mm].
ead(d) este eroarea de orientare maxima admisa la cota d, in mm;
Tp(d) - toleranta piesei la cota d, de realizat la prelucrare, in mm;
Td(d) - toleranta la cota functionala a dispozitivului, corespunzatoare cotei d a piesei, in mm;
w(d) - precizia medie economica pentru diverse procedee de prelucrare la cota d, corespunzatoare procedeului utilizat.
Tolerantele la cotele functionale ale dispozitivelor folosite la prelucrarea pe masini-unelte se stabilesc procentual din tolerantele care trebuiesc realizate la cotele corespunzatoare ale pieselor, folosind relatia:
Td(d) =![]() Tp(d)
[mm].
Tp(d)
[mm].
ead(concentricitate) = Tp(c) - (Td(c) +w(c) ) = 0,2 - (0,05 + 0,002) = 0,148 [mm].
Td(c)
=![]() Tp(c)
=
Tp(c)
= ![]() x 0,2 = 0,05.
x 0,2 = 0,05.
Tp(c) =0.2
w(c) = 0,002 [mm], din tabelul 2.11 [2].
ead(perp.) = Tp(p) - (Td(p) +w(p) ) = 1,8 - (0,45 + 0,002) = 1,348[mm].
Td(p)
=![]() x Tp(p) =
x Tp(p) = ![]() x 1,8 = 0,45.
x 1,8 = 0,45.
Td(p) =1.8
εad© = 0.13
εad┴ = 2.27
2.5. Calculul erorilor de orientare la prelucrare
V1 : [1] [2]
![]()
εc = 0 (j = 0 ; BO ≡ BC) ;
ε┴ = 0 (BO ≡ BC) ;
V2 [2] [4]
ε┴ = 0.2 (BO ≡ BC)
![]()
j = Dbmax - dpmin
V3 [2] [3]
Εc = 0.2 (j = 0 ; BO ≡ BC) ;
ε┴ = 0.2 (BO ≡ BC) ;
Varianta de orientare
Erori de orientare la cotele de realizat
Erori admisibile la cotele de realizat
DA/NU
![]()
![]()
1
0
0
0.13
2.27
DA
2
10.055
0.2
NU
3
0,2
0.2
NU
2.6. Alegerea variantei optime de orientare.
Aleg varianta optima 1, cu utilizarea a trei cepi de sprijin si a unui bolt de centrare.
Stabilirea fixarii piesei.
Marimea fortelor de fixare a semifabricatelor in dispozitiv se calculeaza in ipoteza ca semifabricatul este simplu rezemat pe elementele de orientare ale dispozitivului. In acest caz forta de fixare rezulta din conditia de pastrare a echilibrului semifabricatului pe reazeme, considerand ca atat fortele de fixare cat si celelalte forte care actioneaza asupra acestuia sunt niste vectori.
Calculul fortei de strangere necesara
Pentru a calcula marimea fortei de fixare se analizeaza, pe rand, efectul momentului si a fortei de aschiere asupra pastrarii echilibrului semifabricatului pe reazeme.
Analizand efectul fortei si momentului
asupra piesei se ajunge la concluzia ca acestea sunt preluate de
elementele de orientare rezultand ca nu ar fi necesara strangerea
piesei. Aceasta concluzie este valabila daca atat forta cat
si momentul ar fi constante. In realitate momentul, de exemplu, este creat
de cele doua forte care apar pe cele doua taisuri ale
burghiului. Aceste forte nu sunt egale fapt ce face ca piesa sa fie
deplasata la fiecare rotatie a burghiului. Diferenta intre cele
doua forte poate fi apreciata la maxim ![]() din
forta.
din
forta.
Fortele corespunzatoare momentului sunt:
![]() [daN].
[daN].
In cazul cel mai defavorabil diferenta intre cele doua forte Fm se preia prin frecare pe suprafata frontala, incat se poate scrie:
![]() .
.
![]() .
.
μ - este coeficient de frecare;
K - coeficient de siguranta ( se alege din tabele in functie de tipul prelucrarii).

Fm Fm
![]()
![]()
![]()
![]()

4. Varianta optima de orientare si fixare.
5. Proiectarea asamblului dispozitivului.
5.1. Proiectarea reazemelor.
Reazemele principale fixe se construiesc sub forma unor cepi sau placute de reazem, care se preseaza sau se fixeaza cu suruburi in corpul dispozitivului, ceea ce face ca distanta de la fetele de lucru la corpul dispozitivului sa ramana constanta.
Pentru sprijinirea pe suprafetele semifabricatelor pe baze brute (turnate, forjate), sau pentru sprijinirea pe suprafete prelucrate a unor semifabricate de dimensiuni relativ mici, se folosesc cepi de reazem. Fetele de lucru ale cepurilor se construiesc in functie de rugozitatea bazelor. Astfel, pentru suprafetele netede (prelucrate), se executa cepuri cu fata de lucru plana, iar pentru suprafetele neprelucrate -cepuri cu fata de lucru sferica sau zimtata. Avand in vedere dificultatile ce se ivesc la indepartarea aschiilor marunte care se depun intre zimti, se recomanda plasarea cepurilor cu fetele zimtate numai pe peretii laterali si superiori ai corpului dispozitivului. Sprijinirea semifabricatelor pe fete zimtate mareste stabilitatea acestora in timpul prelucrarii si necesita forte de strangere mai mici.
Cep de sprijin.
Asamblarea cepurilor se realizeaza cu ajutorul cozilor care se preseaza in locasurile executate in corpul dispozitivelor. Pentru a usura prelucrarea si presarea cepurilor si in special pentru a permite inlocuire usoara a lor dupa uzura, gaurile se executa strapunse. Daca dupa asamblare nu se pot rectifica simultan fetele de lucru ale cepurilor plasate pe aceeasi baza, atunci cota H ( inaltimea capului) se va executa cu tolerante pentru arbore in clasa a - 2-a de precizie, dupa ajustaj alunecator.
1.1 Fig.1
D
d
c
L
H![]()
220
112
22
52
332
Cepurile se executa la H cu abateri in campul h12
Notare: Cep H (h6) x D
Material: OSC 8 pentru D≤12; OLC 15 D>12 cementat pe 0.8-1.2 mm si
calit la 55-60 HRC
Bolt de centrare
Adopt bolt de centrare. Degajarile realizate pe suprafata de reazem limiteaza contactul cu piesa si indeparteaza pericolul ca aschiilecare patrund intre alezajele gaurilor si capetele suruburilor sa ajunga in contact cu suprafata piesei.
Fig. 2
5.2. Calculul fortei de strangere realizata.
![]()
![]()
![]()
5.3. Proiectarea sistemului de fixare a piesei.
Aleg mecanism cu piulita si saiba detasabila de dimensiuni mari. Prin alezaj are loc scoaterea saibei peste piulita.
 Fig. 5
Fig. 5
5.4. Proiectarea celorlalte elemente din structura dispozitivului: corp, elemente de legatura cu masina unealta, elemente de ghidare a sculei, etc.
Corpurile dispozitivelor sunt partile cele mai importante deoarece ele trebuie sa preia toate fortele de strangere si prelucrare, ele trebuie sa indeplineasca mai multe cerinte pentru a asigura rolul functional printre care: trebuie sa fie usoare dar suficient de rezistente si rigide, trebuie sa permita evacuarea usoara a aschiilor si introducere usoara a semifabricatului fara pericol de accidentare de aceea trebuie evitate pragurile, adanciturile si muchiile ascutite.
Corpurile se pot fabrica prin mai multe procedee astfel avem: corpuri turnate, corpuri sudate, corpuri asamblate cu suruburi si stifturi, corpuri mixte. Constructia corpului din elemente asamblate prezinta cea mai slaba rigiditate, motiv pentru care se utilizeaza numai in cazul unor corpuri simple formate din cateva elemente.
Uneori, cand corpurile au dimensiuni relativ mici, este mai economic ca acestea sa se fabrice dintr-o bucata din materiale forjate sau chiar laminate. Aceste constructii asigura o precizie mai buna decat variantele sudate, prin eliminarea deformatiilor cauzate de sudura si prin aceea ca au mai putin cote in lanturile de dimensiuni.
Elementele de asamblare
Partile componente ale dispozitivului se asambleaza intre ele, cu elemente de asamblare.
Asamblarea demontabila ofera posibilitate prelucrarii individuale a tuturor elementelor componente ale dispozitivului si demontarii lor in cazuri de necesitate, fara deteriorare.
Dezavantajul consta in volumul mare de prelucrari si in rigiditatea uneori scazuta a dispozitivului.
Elementele principale de asamblare sunt: suruburi, piulite, stifturi cilindrice si conice, stifturi normalizate, saibe, pene, etc. Elementele sunt in general standardizate si normalizate, incat proiectantului ii revine sarcina de a alege din norme pe cele care se preteaza mai bine scopului urmarit. Dimensiunile elementelor de asamblare se aleg, in general constructiv, uneori fiind insa necesara o verificare la solicitarile la care sunt supuse.
Suruburile ca elemente de asamblare demontabile in constructia dispozitivelor sunt cele executate conform STAS 5144 - 70 cu cap cilindric inecat. Gaurile si lacasurile acestor suruburi se dimensioneaza si tolereaza conform STAS 5783 - 72. Suruburile cu cap hexagonal se utilizeaza mai rar, totusi, la asamblarea elementelor unor dispozitive mari, grele, la care trebuie sa se faca o strangere foarte puternica, se folosesc suruburi STAS 4272 - 70 si 6220 - 69. Lungimile de insurubare se aleg in functie de diametrul filetului si de natura materialului piesei. Astfel pentru oteluri se alege l = (1,2 . 1,5)d; fonta l = (1,7 . 2)d; aliaje neferoase l = (2 . 2,2)d.
Stifturile cilindrice si conice se folosesc pentru pozitionarea elementelor dispozitivului in plan perpendicular pe axa stifturilor. Gaurile pentru stifturi se tolereaza in H7, iar pentru o asamblare corecta se indica toleranta de pozitie la perpendicularitate de 0,01 [mm]. In constructia dispozitivelor se folosesc stifturi cilindrice forma "A" STAS 1599 - 79 care sunt tolerate in campul m6.
Stifturile se folosesc pentru asigurarea pozitiei reciproce intre doua elemente ale dispozitivului. Se folosesc intotdeauna doua stifturi.
Suruburile se folosesc pentru fixarea a doua sau mai multe elemente a unui dispozitiv in pozitia in care au fost centrate.
Se va folosi un dispozitiv format din elemente asamblate.
Elementele de legatura a dispozitivului cu masina-unealta
Elementele de legatura ale dispozitivului cu masina unealta sunt urechile.
Pentru fixarea dispozitivului pe masa masinii unelte se folosesc suruburi pentru canale T. Acestea se introduc in urechile prevazute in placa de baza a dispozitivului.
Conform STAS 1386-70 se aleg urmatoarele dimensiuni:
a
B1
b1
b2
d(m)
D
K
D2
m
S
b3
b4
l
min
max.
min
max.
min
max.
18
30
32
12
14
30
36
16
40
10
27.7
40
24
18
36
27
Elemente de ghidare a sculei
Bucsa de ghidare rapid schimbabila
Bucsele de ghidare folosite la rigidizarea sculelor de gaurit si la pozitionarea axelor sculelor in raport cu cele ale gaurilor din piese sunt, in general, standardizate si pot fi fixe sau detasabile. Bucsele fixe se impart in cilindrice, conice, sau detasabile. Bucsele cilindrice fara guler sunt presate in corpul dispozitivului si se folosesc la dispozitivele la care nu se cer schimbari frecvente ale bucsei. Acestea sunt standardizate. Bucsele conice nu prezinta pericolul depresarii cu placa port bucse. Bucsele cilindrice fixe cu guler STAS 1228/2-75, se utilizeaza cand grosimea placii de ghidare este mica sau cand bucsa trebuie sa serveasca si ca opritor pentru scula. Bucsele fixe fara guler pot servii si ca bucse de baza pentru montarea bucselor de ghidare schimbabile, pentru a evita uzura premature a corpului dispozitivului.
Bucsele cilindrice cu guler sunt detasabile si se pot inlocui usor dupa ce se uzeaza. Asigurarea impotriva ridicarii din placa port-bucsa se face printr-un surub. Dupa forma locasului din capul bucselor, aceste pot fi schimbabile sau rapid schimbabile caz in care prin rotire invers rotirii burghiului bucsa poate fi scoasa pe directie axiala.
Bucsa rapid schimbabila
Dimensiunile STAS sunt:
d
d1
d2
d3
d4
b
l1
l2
l3
l4
l5
h
h1
l
f
r
r1
11
18
30
25
17.5
28
16
21
2.5
2
18
3
1
27
1
5
9
Tabel 4.80 [8]
Montajul bucselor schimbabile se face conform STAS 1228/3-75.
Montajul bucsei rapid schimbabile
Placa port-bucsa.
Placile port-bucse sunt elemente caracteristice ale dispozitivelor de gaurit, in care se introduc bucsele de ghidare. Dupa cum placile se leaga cu corpul dispozitivului se recunosc: fixe, articulate sau rabatabile, amovibile, suspendate si ridicabile.
Am utilizat placa port bucsa rabatabila care permite introducerea piesei in dispozitiv pe directie verticala.
1 - bucsa rapid schimbabila;
2 - bucsa de uzura;
3 - surub de blocare;
4 - placa rabatabila;
5 - bolt;
6 - opritor;
7 - surub M6;
8 - arc tractiune;
9 - cep reglabil.
Elemente de asamblare
Surub M8
d
Pozitia si dimensiunile gaurii
filetate pentru suruburi de fixare
Surub de fixare
Dimensiunile bucsei fixe fara guler STAS 1228/1-75
Peste
Pana la
l 2
H13
d7
H13
l8
Filet
d1
d2
l1
10
12
21.0
8
16
M8
19
26
28
d5
Filet
D
h13
l6
H13
l7
h2
d6
H13
n
t
8
17
3,3
12
5
11
2
3
Elementele de asamblare sunt folosite la:
8xM6 folosite la :asamblarea opritorului si clichetului, asamblarea corpurilor dispozitivului, asamblarea boltului.
4xM8 asamblarea placii de baza
2 stifturi STAS 1599-80 asamblare placa de baza in corpul dispozitivului si asamblare indexorului
Motorul hidraulic.
Elementele componente ale unui motor rotativ cu membrana cu fixare pe capacul din fata sunt: D = 90 [mm]; D1 = 145 [mm]; D2 = 102 [mm];D3 = 27 [mm]; d = 10 [mm]; d1 = 48 [mm].
Presiunea maxima admisibila a aerului in camera : 10 daN / cm2.
Se verifica etanseitatea cu aer comprimat la 10 daN / cm2 si functionarea la 4 daN / cm2.
Celelalte elemente ale dispozitivului sunt prezentate in desenele de executie.
Fig. 6
5.5. Cotarea ansamblului dispozitivului.
5.6. Alegerea materialelor pentru elementele dispozitivului.
Tabelul 1
Grupa de elemente
Materiale
Tratamente
Utilizare
Elemente de orientare
OLC 45
Cementare0,8-1,2 [mm]
Calit 55-60 HRC
Cep
Bolt
Elemente de ghidare a sculelor
OLC 45
Calit 55-60 HRC
Bucsa de ghidare a burghiului
Elemente de stangere
OLC 45
Cementare0,8-1,2 [mm]
Calit 55-60 HRC
Tija
Corpul dispozitivului
OL37
Detensionat
Corp
Elemente de asamblare
OL 60
OLC 45
Imbunatatit
Stifturi
Suruburi
5.7. Modului de lucru al dispozitivului.
Pentru prelucrarea gaurilor se parcurg urmatoarele etape:
se rabate placa suport a bucsei de ghidare;
se aseaza piesa pe bolt si se orienteaza pe cep;
se introduce aer comprimat prin stut, aer cu ajutorul caruia se trage tija realizand astfel strangerea;
se prelucreaza piesa
se rabate placa suport a bucselor de ghidare;
se indexeaza dispozitivul cu cate 120s pana se executa cele trei gauri ;
se introduce aer comprimat prin celalalt stut si se desprinde piesa;
se reia ciclul pentru fiecare piesa.
Pentru realizarea unei alte piese se reiau operatiile prezentate mai sus.
5.8. Masuri de protectie la utilizarea dispozitivului.