|
|
|
|
ARMATURI
Generalitati
Tipuri de oteluri
Otelurile sub forma de armaturi pentru constructii din beton sunt conformate fie sub forma de bare fie sub forma de sarme, avand in comun coeficientul de dilatatie termica si modulul de elasticitate.
Principalele tipuri de oteluri sunt:
a). pentru beton armat
oteluri beton laminate la cald: netede sau profilate periodic (OB 00; OB 37; PC 52; PC 60 - cifrele reprezentand rezistentele la rupere in daN/mmp);
sarma trasa neteda pentru beton armat (STNB) si sarma trasa profilata pentru beton (STPB);
sarma trasa recoapta (STR - cu diametru de 1 mm pentru legarea armaturilor sau 2 mm pentru legarea cofrajelor);
bi-oteluri (Bi 31 . 69);
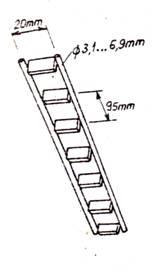
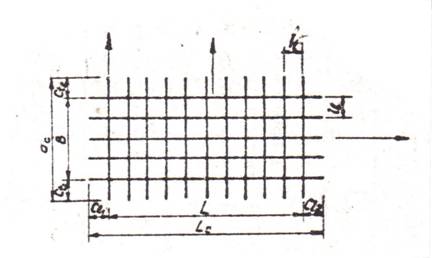
plase sudate uzinate (exemplu cod: 4GQ 126 - 3 = nr.ordine, G L sau N - tipul de plasa, Q sau R - forma ochiului si 126 - aria sectiunii barelor longitudinale/1 m latime)
b). pentru beton precomprimat
oteluri laminate la cald cu profil periodic (PC 90, PC 100);
sarma trefilata neteda (SBP);
sarma amprentata (SBPA);
toroane (TBP);
lite (LPB).
 OTEL PC 52 OTEL PC 60 si PC 90
OTEL PC 52 OTEL PC 60 si PC 90
bi-otel plase sudate
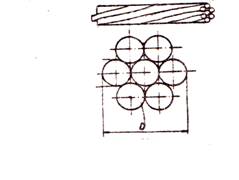
sarme toroane si lite
Livrare oteluri
otelul beton se livreaza in colaci (d < 12 mm) sau in legaturi de bare drepte;
sarma trasa se livreaza in colaci;
bi-otelul se livreaza in colaci;
plasele sudate se livreaza in pachete sau in rulouri (plase asezate 2 cate 2 fata in fata);
sarmele pentru beton precomprimat se livreaza in colaci ambalati;
toroanele se livreaza pe tamburi (diametrul de infasurare 900 mm);
litele se livreaza in tamburi (diametru de infasurare 600 mm pentru d < 2 mm si 1400 mm pentru d > 2 mm).
Verificarea calitatii
certificat de calitate, dimensiuni si profil;
starea suprafetei;
indoire la banc;
proba de tractiune;
suduri;
verificarea sagetilor la derularea colacilor;
limita de curgere si modul de elasticitate;
alungirea la rupere.
Prelucrarea armaturilor
Descolacirea si indreptarea:
a). cu troliu manual - se utilizeaza pentru oteluri OB 37 si PC 52 cu d < 12.
Tractiunea nu va depasi jumatate din limita de curgere pentru oteluri:
forta de intindere: F < 0,5 x A x Rp 0,2 ;
alungire: Al < 2/100 x L
Pentru tehnologie se amenajeaza o platforma betonata cu lungimea de cca. 50 m si latimea de 2-3 m, care la un capat are un stalp fixat in pamant si un cleste special iar la celalalt capat un troliu manual prevazut cu un cleste. Capatul colacului de otel se fixeaza in clestele stalpului, se descolaceste otelul pana la troliu, se taie vergeaua cu o foarfeca manuala si se prinde capatul in clestele troliului. Prin actionarea troliului se intinde vergeaua.
b). cu troliul electric - se utilizeaza pentru orice diametru de otel.
Descolacirea presupune montarea colacilor pe vartelnite, fixarea vergelelor din colaci pe placa de ancorare, prinderea placii in cablul fara sfarsit, pornirea troliului ce actioneaza cablul fara sfarsit si oprirea procesului cand carligul de intindere ajunge la troliu.
Intinderea presupune prinderea vergelelor in fixatorul cu excentric, scoaterea carligului de pe cablul fara sfarsit si prinderea lui de cablul de intindere si pornirea troliului pana la atingerea alungirii de 0,2%.
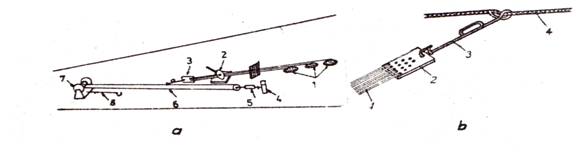
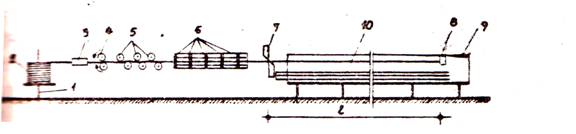
a). instalatie pentru indreptarea otelului beton in colaci
1 - vartelnite; 2 - fixator cu excentric; 3 - placa de ancorare; 4 - stalp de ancorare; 5 - dispozitiv intindere cablu fara sfarsit; 6 - cablu fara sfarsit; 7 - troliu electric; 8 - cablu de intindere
b). fixarea carligului de intindere
1 - vergele; 2 - placa de ancorare; 3 - carlig de intindere; 4 - cablu fara sfarsit
Indreptarea otelului cu masini specifice.
Aceste utilaje au urmatorii parametri principali: putere, viteza de indreptare, diametrul si tipul armaturii si productivitate.
Partile principale ale utilajelor sunt: vartelnita, mechanism de avans si indreptare, mechanism de taiere a barelor, support pentru sustinerea barelor indreptate si taiate si sisteme de reglare si automatizare a operatiunilor.
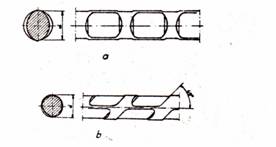
Masina cu bacuri
schema mecanism masina cu toba rotiroare cu bacuri
 1 - vartelnita; 2 - colac; 3 - inel de ghidare; 4 - toba rotitoare cu
bacuri; 5 - role de tragere; 6 - mechanism de taiere; 7 - limitator si
intrerupator pentru foarfeca; 8 - jghiab metalic; 9 - bare indreptate si taiate
1 - vartelnita; 2 - colac; 3 - inel de ghidare; 4 - toba rotitoare cu
bacuri; 5 - role de tragere; 6 - mechanism de taiere; 7 - limitator si
intrerupator pentru foarfeca; 8 - jghiab metalic; 9 - bare indreptate si taiate
toba rotitoare cu bacuri
1 - carcasa toba; 2 - bac; 3 - surub de reglare; 4 - vergea de otel beton;
Se aseaza colacul pe vartelnita, se introduce capatul liber al vergelei prin inelul de ghidare, prin toba rotitoare, printre rolele de tragere si prin mecanismul de taiere, se regleaza distanta dintre bacuri si dintre rolele de tragere dupa diametrul vergelei, se fixeaza limitatorul care comanda mecanismul de taiere la lungimea dorita a barei, se fixeaza numaratorul de bare si se porneste instalatia. Dupa pornire toba se roteste in jurul axului longitudinal cu viteza si vergeaua de otel antrenata de rolele de tragere este trasa printer bacurile reglate dupa diametrul barei, fiind indoita in toate directiile si rezultand la iesirea din toba bara indreptata si curatata de rugina. Aceasta trece prin dreptul dispozitivului de taiere, prin jghiabul de ghidare si atinge limitatorul care comanda taierea, iar bara cade in partea inferioara a jgheabului.
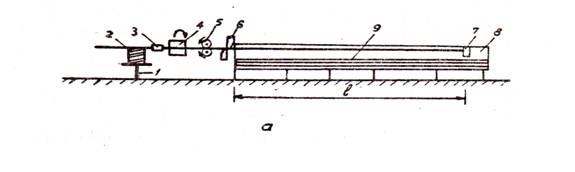
Masina cu role
schema agregatului
1 - vartelnita; 2 - colac; 3 - inel de ghidare; 4 - role de tragere; 5 - role de indreptare verticale; 6 - role de indreptare orizontale; 7 - ghilotina; 8 - limitator - intrerupator pentru taiere; 9 - jghiab metallic; 10 - bare indreptate si taiate
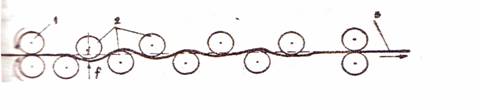
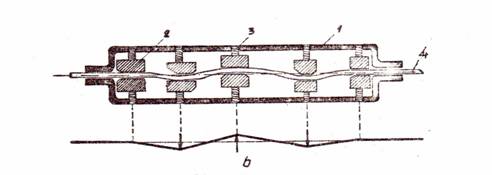
schema rolelor
1 - role de tragere; 2 - role de indreptare; 3 -vergea
Se aseaza colacul pe vartelnita, se regleaza distanta dintre rolele de taiere si indreptare dupa diametrul vergelei, se introduce capatul vergelei prin inelul de ghidare, prin rolele de indreptare si prin mecanismul de taiere, se fixeaza limitatorul pentru lungime si taiere, se regleaza numaratorul de bare si se porneste instalatia. Dupa pornire vergeaua este impinsa intre rolele verticale si orizontale si prin curbari successive descrescatoare bara se indreapta si se curate. Limitatorul comanda lungimea si taierea.
Indreptarea otelului pentru beton precomprimat
Se utilizeaza dispozitive asemanatoare betonului armat sau dispozitive cu teava buclata.
Taierea
Se poate realize manual cu foarfece sau stante (d > 12 mm) sau mecanizat cu state sau aggregate complexe: fierastraie circulare, discuri rotative cu carbomid, flacara oxiacetilenica, etc.
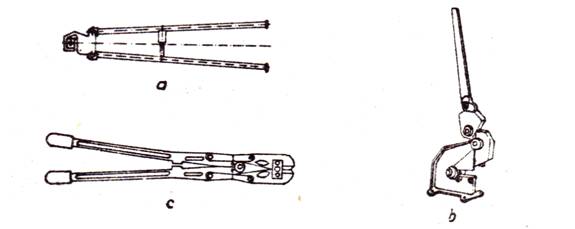
dispozitive de taiere
a). foarfeca de mana; b). stanta manuala; c). cleste manual pentru plase