|
|
|
|
Bazele proiectarii in constructia de masini studiaza principiile generale, metodele de perfectionare si optimizare ale activitatii de proiectare, metodele de documentare precum si principiile utilizate la adoptarea formei pieselor, ansamblelor si subansamblelor, astfel incat sa se obtina greutate minima, cresterea rigiditatii tinand seama in acelasi timp de influenta concentratorilor de tensiuni, de felul solicitarilor, de tehnologia de elaborare a semifabricatului si nu in ultimul rand de tehnologia de executie.
Constructia de masini, prin implicatiile sale in toate sectoarele vietii economice, are o importanta deosebita. De aceea si proiectarea rationala a masinilor cu o fiabilitate complexa cat mai ridicata constituie o preocupare centrala mai ales pentru cei care invata sa proiecteze, ea trebuind sa asigure concomitent cantitate, calitate si eficienta economica cerinte care pot fi indeplinite daca fiecare parte a masinii este proiectata optimizat.
Masina se defineste ca fiind o instalatie formata din elemente cu miscari determinate in scopul realizarii unui lucru mecanic util sau pentru transformarea energiei dintr-o forma in alta.
Proiectarea este munca desfasurata in vederea elaborarii documentatiei scrise si desenate necesare executarii unei masini, ansamblu sau subansamblu.
Proiectarea cuprinde doua activitati principale:
de conceptie - in cadrul careia se cerceteaza si se rezolva problemele tehnico-economice care apar la intocmirea documentatiei tehnice;
de executie - in cadrul careia se intocmeste documentatia tehnica, scrisa si desenata si care contine rezolvarea si solutia la care s-a ajuns in cadrul activitatii.
Proiectarea fiind o activitate tehnica porneste de la tema de proiectare, ajungand la desenele de executie, in care scop se parcurg urmatoarele faze:
tema de proiectare, in care este necesar sa se precizeze caracteristicile si performantele produsului finit;
studiul tehnico-economic, care trebuie sa dovedeasca sub toate aspectele eficacitatea si economicitatea produsului finit;
transpunerea proiectului in schite functionale cu dimensiuni principale calculate;
calculul dimensiunilor produsului pe baza cinematica, de rezistenta, etc. si intocmirea desenului de ansamblu;
extragerea in final a desenelor de detalii.
Pentru proiectarea masinilor, experienta practica si teoretica de pana acum evidentiaza urmatoarele cerinte principale:
functionalitatea superioara;
fiabilitatea ridicata, specifica destinatiei;
executie si exploatare cat mai eficienta din punct de vedere economic.
In proiectarea sistemelor tehnice partiale se disting urmatoarele etape:
a) Etapa de pregatire, in care proiectantul identifica si selecteaza materialele documentare in vederea analizei temei de proiectare si intocmirii programului calendaristic de proiectare.
b) Etapa de pregatire teoretica, in care proiectantul incepe fundamentarea teoretica a proiectului prin: intocmirea de schite constructive, efectuarea tuturor calculelor principale, analiza metodelor ce pot fi utilizate la finalizarea problemelor de proiectare.
c) Etapa schitarii proiectului: este cea mai complexa si de raspundere solicitand in mare masura creativitatea proiectantului. In principal cuprinde: analiza atenta a solutiilor constructive existente, a utilajelor masinilor si produselor similare, elaborarea de schite constructive noi, intocmirea calculelor de baza, intocmirea schitelor de ansamblu care sa raspunda cerintelor impuse prin tema.
d) Etapa proiectarii tehnice este considerata ca o etapa de finalizare in care proiectantul trebuie: sa precizeze schema definitiva a masinii, sa redacteze calculele finale, sa urmareasca executarea desenelor de ansamblu si a detaliilor, sa stabileasca materialele utilizate, sa controleze toate calculele prezentate in proiect.
e) Etapa elaborarii prototipului de laborator este etapa in care proiectantul trebuie sa se informeze la alte firme cu preocupari similare, despre solutiile tehnice si mai ales tehnologice adoptate, avind insa in vedere caracterul original si de noutate al masinii proiectate.
f) Etapa de experimentare si testare este etapa in care proiectantul trebuie sa apeleze la o temeinica documentare, se va referi la aspecte ale practicii de atelier, ale materialelor noi, mai ieftine si avand proprietati imbunatatite.
g) Etapa definitivarii solutiilor de proiectare si de corectare a eventualelor erori urmareste definitivarea solutiei constructive a schemei si a calculelor pe baza rezultatelor din etapa de experimentare.
h) Etapa incheierii concluziilor cuprinde concluzii cu privire la ansamblul lucrarilor de proiectare cu recomandarile ce se impun, intocmirea unui raport care sa contina o temeinica analiza a tuturor lucrarilor de proiectare si executie, intocmirea documentatiei tehnice definitive si multiplicarea acestora.
CONSIDERATII GENERALE
Mecanismele cu surub si piulita se utilizeaza pentru transformarea miscarii de rotatie in miscare de translatie sau invers in conditii de transmitere a unor sarcini (ca transmisii de forta ) sau avand rol cinematic.
Obiectul prezentului proiect il constituie un mecanism surub-piulita cu actionare manuala.
Utilizarea mecanismelor cu suruburi de miscare in constructia de masini se datoreaza avantajelor pe care le prezinta si anume:
constructie simpla si tehnologie de executie usor realizabila;
posibilitatea de transmitere a unor sarcini axiale mari utilizand forte de actionare mici;
raport mare de transmitere;
compactitatea constructiei si gabarit redus;
functionare lina si fara zgomot;
posibilitatea de a asigura in mod simplu autofranarea;
permit utilizarea materialelor ieftine;
pret de cost scazut.
Intre neajunsurile mecanismelor cu suruburi de miscare se mentioneaza:
existenta unei frecari mari intre spirele filetului surubului si piulitei;
prezenta unor puternici concentratori de tensiune in zona filetata afecteaza rezistenta la oboseala a surubului;
lipsa autocentrarii;
necunoasterea exacta a fortelor de strangere.
Mecanismul studiat este o presa cu piulita rotitoare care are ca principala componenta un mecanism cu surub si piulita.
FUNCTIONAREA PRESEI CU PIULITA ROTITOARE
VARIANTE CONSTRUCTIVE
In general, presele cu surub cu actionare manuala se utilizeaza in atelierele mecanice pentru montarea sau demontarea unor ajustaje presate cu dimensiuni reduse si medii, pentru ambutisarea sau stantarea unor piese de dimensiuni reduse care se executa intr-un numar restrans de bucati.
Presele cu piulita rotitoare au avantajul ca surubul executand numai miscare de translatie, poate veni in contact direct cu piesa care se preseaza.
Presa cu piulita rotitoare prezentata in figura 1 este alcatuita din corpul presei (1) executat prin turnare din fonta cenusie sau otel, surubul principal (2) actionand in consola. Din acest motiv coloana trebuie sa fie bine dimensionata, ea fiind solicitata la incovoiere si tractiune. Asa cum rezulta din schita, in sectiune transversala coloana
are un profil T". Surubul de miscare (2) executa numai miscare de translatie fiind impiedicat sa se roteasca datorita fixarii cu pana paralela. Pana paralela este fixata in surubul de miscare cu suruburile (13), ea deplasandu-se in canalul din capacul fix (4) care este montat pe corpul presei cu ajutorul suruburilor (5). Piulita rotitoare, executata din bronz sau fonta este centrata in corpul presei si se sprijina axial pe rulmentul axial cu bile (8) care preia sarcina axiala ce apare in tija surubului in timpul presarii. Rulmentul axial (8) are rolul de a inlocui frecarea de alunecare ce ar apare intre piulita si piesa de reazem cu frecarea cu frecarea de rostogolire la care pierderile prin frecare sunt mult mai reduse. Piulita este actionata in miscarea sa de rotatie de catre butucul cu manetele (9), fixarea impotriva rotirii piulitei fata de butuc realizandu-se prin pana paralela (11). Pentru ca butucul sa nu iasa de pe piulita rotitoare, este fixat cu piulita cu caneluri (12).
Pentru a reduce frecarile dintre spirele filetului si ale piulitei, dintre piulita si corpul presei si dintre elementele ce alcatuiesc rulmentul axial aceste zone se ung cu unsori consistente corespunzatoare.
In figura 2 este prezentata presa cu piulita rotitoare cu doua coloane. Masa (1) se executa prin turnare din fonta. Cele doua coloane (2) care sustin traversa fixa (6) au sectiunea circulara plina si se executa din otel-carbon de constructie (din semifabricate laminate). Surubul de miscare (3) este fixat impotriva rotirii in coloana mobila (15) cu ajutorul unui stift (16) care se monteaza cu ajustaj intermediar in capatul surubului, si cu joc in alezajul din traversa mobila (15). Traversa fixa (6) executata prin turnare din fonta sau otel, se monteaza pe capetele celor doua coloane cu ajustaj (strangere mica) si se fixeaza cu ajutorul piulitelor (8).
Piulita rotitoare (13), executata din fonta sau bronz este actionata de manetele (10) care prin intermediul butucului si a penei paralele (12) imprima piulitei miscarea de rotatie. Piulita este fixata in sens radial in coloana fixa (6) (frecare de alunecare) iar in sens axial se sprijina pe rulmentul axial cu bile (14) (frecare de rostogolire).
Considerand constructia simetrica fata de axa de rotatie a surubului de miscare, cele doua coloane (2) sunt egal incarcate (fiecare cu jumatate din forta ce actioneaza in surub). In cazul acestei constructii sectiunea surubului nu este slabita prin practicarea canalului de pana, incarcarea este mai uniforma, executia este mai simpla. Dezavantajul consta in faptul ca piesele care se preseaza sau se decupeaza (prin stantare) etc. trebuie sa intre intre cele doua coloane.
Presa cu piulita rotitoare prevazuta in figura 3 este o constructie ce se monteaza pe masa muncitorului lacatus si se utilizeaza in special pentru montarea si demontarea unor piese de dimensiuni reduse ce formeaza ajustaje cu strangere.
Aceasta presa este alcatuita dintr-o masa (1) ce se executa prin turnare din otel (sau din elemente sudate). Cu masa (1) face corp comun o bratara elestica in care se fixeaza coloana cilindrica (executata din teava) ce se sudeaza pe placa (7) alcatuind astfel o parte din corpul presei. Coloana impreuna cu placa (7) - corpul presei - se poate deplasa in sens axial regland pozitia capatului surubului de miscare (2) in functie de inaltimile pieselor ce intervin in operatiile ce se executa. Aceasta reglare se face strangand sau desfacand bratara elastica cu ajutorul surubului (15). Piulita rotitoare (9) este la fel fixata si pozitionata ca si in cazul celorlalte doua variante constructive. In cazul de fata, surubul de miscare (2) este asigurat impotriva rotirii de o pana speciala (4) fixata in capacul (5) cu ajutorul surubului (3). In timp ce surubul se deplaseaza axial, pana (4) culiseaza in canalul de pana practicat in surub. Soliutia constructiva ofera avantajul reglarii inaltimii de presare in functie de marimea pieselor si la o lungime relativ redusa a surubului de miscare (2).
JUSTIFICAREA ALEGERII FACUTE
La alegerea tipului de presa s-a pornit de la premiza ca exista un numar mare de solicitari pe piata si un alt aspect important a fost ca la realizarea presei sa avem nevoie de cat mai putine utilaje si cat mai simple. In figura din anexa 1 este prezentata presa cu piulita rotitoare cu doua coloane. Masa (1) se executa prin turnare din fonta. Cele doua coloane (2) care sustin traversa fixa (6) au sectiunea circulara plina si se executa din otel carbon de constructie. Surubul de miscare (3) este fixat impotriva rotirii in coloana mobila (15) cu ajutorul unui stift (16) care se monteaza cu ajustaj intermediar in capatul surubului si cu joc in alezaj in traversa mobila (15). Traversa fixa (6) executata prin turnarea din fonta sau otel se monteaza pe capetele celor doua coloane cu ajustaj intermediar (strangere mica) si se fixeaza cu ajutorul piulitelor (8).
Piulita rotitoare (13) executata din fonta sau bronz este actionata de manetele (10) care prin intermediul butucului si a penei paralele (12) imprima piulitei miscarea de rotatie. Piulita este fixata in sens radiar in coloana fixa (6) (frecare de alunecare), iar in sens axial se sprijina pe rulmentul axial cu bile (14) (frecare de rostogolire).
Considerand constructia simetrica fata de axa de rotatie a surubului de miscare cele doua coloane (2) sunt egal incarcate (fiecare cu jumatate din forta ce actioneaza in surub). In cazul acestei constructii sectiunea surubului nu este slabita prin practicarea canalului de pana, incarcarea este mai uniforma, executia mai simpla. Dezavantajul consta in faptul ca piesele care se preseaza sau se decupeaza prin stantare trebuie sa intre intre cele doua coloane.
In cazul uzurii pieselor acestea pot fi usor inlocuite sau rectificate deoarece sunt standardizate, acesta fiind principalul atu al acestei solutii.
JUSTIFICAREA ALEGERII PROFILULUI FILETULUI PENTRU SURUB SI PIULITA
Pentru surubul de miscare se utilizeaza in exclusivitate filetul cilindric cu profil patrat, trapezoidal si rotund executate cu pas normal, fin sau mare.
Filetul cilindric cu profil patrat este standardizat dar realizeaza randament maxim. Are o utilizare limitata deoarece apar jocuri axiale ca urmare a aparitiei uzurii la flancurile de angrenare. Solutiile constructive pentru inlaturarea acestui neajuns fiind foarte complicate. Alte dezavantaje sunt rezistenta scazuta la rigiditate a spirei, prelucrarea prin frezare si rectificare se poate face numai in conditii speciale.
Filetul ferastrau are un profil asimetric trapezoidal, poate prelua sarcini numai intr-un singur sens. Se apreciaza ca filetul ferastrau este mai costisitor din punct de vedere al raportului pret-timp de executie.
Pasul fin si normal asigura conditia de autofranare. Pasul fin micsoreaza deplasarile axiale. Deosebirea dintre filetul cu pas normal, mare si fin la acelasi diametru nominal consta in modelarea diametrului interior si a unghiurilor de inclinare.
PROFILUL SI RANDAMENTUL FILETULUI Tr
Filetul trapezoidal are profilul de forma unui trapez isoscel cu unghiul la varf de 30s si baza egala cu pasul. Flancul filetului are o inclinare de 15s. Jocurile la diametrul interior si exterior sunt egale, iar fundul filetului este rotunjit cu r 0,25 mm
Filetul trapezoidal este standardizat in STAS 2114 1-75 si se executa cu pas fin, normal si mare. Profilul filetului trapezoidal este prezentat in figura.
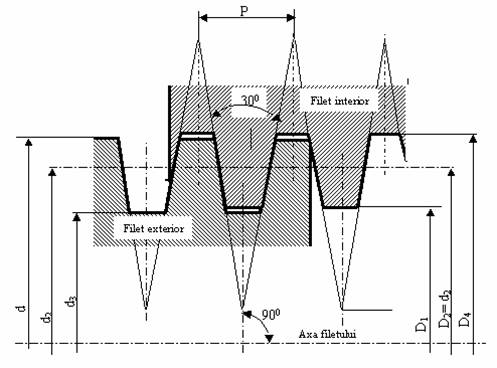
Filetul trapezoidal are o rezistenta si o rigiditate mai mare ca filetul patrat.
Folosirea piulitei reglabile permite eliminarea jocului axial creat in urma uzarii flancurilor, avantaj care impune filetul trapezoidal ca principala solutie pentru mecanismele surub-piulita. Filetul trapezoidal asigura o buna centrare intre surub si piulita.
Filetele cu pas fin au randament mai scazut. Randamentul suruburilor de miscare creste la cele care se executa cu pas mare sau cu mai multe inceputuri, cresterea fiind determinata si de alegerea corecta a cuplului de materiale, de precizia de executie si de calitatea suprafetelor in contact.
NOTAREA FILETELOR DE MISCARE TRAPEZOIDALE
Notarea filetelor de miscare de uz general se face conform regulilor de notare specificate in STAS 139-79. In conformitate cu aceasta reglementare un filet trapezoidal cu diametrul nominal 32 si pasul 6, cu doua inceputuri avand sensul stanga se noteaza:
Tr 32x12(P6)
Pasul filetului cu cele mai multe inceputuri Ph se defineste in functie de pasul filetului cu un singur inceput si de numarul de inceputuri (n) si pasul filetului cu un singur inceput.
Ph n·p
MATERIALE UTILIZATE
Principalul dezavantaj al mecanismelor cu surub si piulita consta in existenta unei frecari mari intre spirele surubului si a piulitei, ceea ce are ca rezultat uzura flancurilor si randamentul scazut.
Uzura surubului de miscare mai este influentata si de variatia solicitarii axiale.
In timpul functionarii de existenta unor puternici concentratori de tensiune si de repartizarea neuniforma pe spire specifica suruburilor de miscare din mecanismele cu surub si piulita. Dat fiind conditiile speciale specifice de lucru si pentru realizarea de mecanisme cu surub su piulita cu randament cat mai bun. Materialul cuplei de frecare surub-piulita trebuie sa indeplineasca urmatoarele conditii de baza: comportarea buna la frecare fara predispozitie la gripaj, o buna rezistenta la uzura, coeficientul de frecare cat mai mic.
Alegerea materialului pentru surub si piulita ca elemente componente ale mecanismelor depinde de mai multi factori cu pondere diferita. Pentru surubul principal supus unor solicitari mijlocii si mari am optat pentru OLC45. Rezistente admisibile pentru piese cu concentratori de tensiune:
rezistenta la tractiune: sat sac 87 N mm2
rezistenta la incovoiere: sai 96104 N mm2
rezistenta la rasucire: tat 52..57 N mm2
rezistenta la forfecare: taf 70 N mm2
Rezistenta la solicitari mecanice:
rezistenta la tractiune: sat sac 240 N mm2
rezistenta la incovoiere: sai 276 N mm2
rezistenta la rasucire: tat 156 N mm2
rezistenta la forfecare: taf 192 N mm2
Piulita a fost conceputa incat sarcinile sa fie concentrate asupra ei deoarece prin dimensiunile si configuratia ei este o piesa mai putin costisitoare, mai usor de realizat si care poate fi inlocuita usor.
Materialul pentru piulita trebuie sa aiba modulul de elasticitate mai mic decat cel al materialului ales pentru surub. Alegerea materialului pentru piulita se va face in asa fel incat sa se limiteze presiunea de contact dintre spirele surubului si ale piulitei la valori reduse evitandu-se uzura prematura.
Pentru piulita s-a ales Fgn400-12.
Piese cu concentratori de tensiune:
rezistenta la tractiune: sat 49 N mm2
Piese fara concentratori de tensiune:
rezistenta la tractiune: sat 133 N mm2
Pe baza schitei constructive si a modului de functionare se poate stabili care sunt solicitarile tijei surubului in diferite sectiuni.
ALEGEREA PROFILULUI FILETULUI
Pe baza celor aratate in memoriul tehnic, s-a ales un profil trapezoidal in conformitate cu STAS 2114 1-75.
ALEGEREA MATERIALULUI SURUBULUI SI A PIULITEI
Tinand seama de faptul ca la presa manuala viteza relativa dintre flancul surubului si cel al piulitei este redusa si nu se impune durificarea superficiala a flancurilor filetului surubului, cupla de material a fost pentru surub OLC 45 si pentru piulita Fgn 400.
MEMORIU JUSTIFICATIV DE CALCUL
Calculul diametrului mediu al filetului
Deoarece principala solicitare la care este supusa tija surubului (partea filetata) este la strivire, diametrul mediu al filetului se determina din conditia de rezistenta a filetului la strivire:
 [1, pag. 55]
[1, pag. 55]
unde: F - forta axiala;
Yh - factorul dimensional la filete
trapezoidale, 
Ym - factorul lungimii filetului, ![]()
qa=7 N mm2, conform tabelului 3.3. [1]
d2=28,09 [mm]
Pentru a obtine o montare rapida a capului de presare, se va lua un pas mare. Se alege din STAS 2114 1-75 filetul cu dimensiunile:
d = 32 [mm], d2 = 29 [mm], D4 = 33 [mm]
d3 =25 [mm], d1 = 25 [mm] D![]() =26 [mm]
=26 [mm]
p = 6 [mm].
Alegerea numarului de inceputuri
La presa cu piulita rotitoare nu se impune conditia autofranarii, dimpotriva actionarea lor fiind frecventa, se impune alegerea unui numar de inceputuri mai mare n = 2 pentru cresterea randamentului si a productivitatii.
Verificarea autofranarii
Deoarece pe parcursul lucrarii in calcule intervin si j am facut si calculul de verificare al autofranarii.
Conditia de autofranare:
bm < j [1, pag. 56] (1)
in care bm este unghiul de inclinare a elicei pe diametrul d2.
![]() (2)
(2)
j este unghiul de frecare.
![]() (3)
(3)
m = 0,1 - coeficient de frecare
a1 = 15 - pentru filet trapezoidal.
Calculul numarului de spire in contact
Din expresia factorului:
![]() [1, pag. 56] (4)
[1, pag. 56] (4)
Se deduce numarul de spire in contact:
![]() [1, pag. 56] (5)
[1, pag. 56] (5)
Se impune conditia:
6 z 11 [1, pag. 56]
satisfacuta de z = 9,66
Calculul lungimii filetului piulitei
Din relatia (4) exprimand lungimea filetului m al piulitei, se obtine:
m = zp (6)
m = 58 [mm]
Calculul lungimii filetului surubului
Lf = h + m + 3p [1, pag. 57] (7)
Lf = 276 [mm]
Verificarea tijei la solicitari compuse
Se stabilesc sectiunile solicitate la: compresiune, torsiune si compuse.
Efortul unitar echivalent:
![]() [1, pag. 60] (8)
[1, pag. 60] (8)
Efortul unitar la compresiune:
![]() [N/mm2] [1, pag. 61] (9)
[N/mm2] [1, pag. 61] (9)
Efortul unitar de rasucire:
 [N/mm2] [1, pag. 61] (10)
[N/mm2] [1, pag. 61] (10)
![]() [N/m] (11)
[N/m] (11)
![]() [N/mm2]
[N/mm2]
Verificarea spirelor surubului
Spirele surubului se verifica la: strivire, incovoiere si forfecare.
Verificarea la strivire:
![]() [1, pag. 63] (12)
[1, pag. 63] (12)
H1 - inaltimea utila
H1 = 0.5p H1 = 3 [mm]
q = 6,61 [N/mm2]
Verificarea la incovoiere:
 [1, pag. 63] (13)
[1, pag. 63] (13)
ac - jocul la fund
ac = 0,5 pentru filete cu pasul cuprins intre: p = 6..12 [mm]
h - grosimea spirei la baza
h = 0,634p, pentru filete trapezoidale
h = 3,8 [mm]
si =43,02 [N/mm2]
Verificarea la forfecare:
![]() [N/mm2] [1, pag. 63] (14)
[N/mm2] [1, pag. 63] (14)
![]()
Verificarea la flambaj
Verificarea la flambaj se face cu formulele de verificare la flambaj a barelor drepte care au coeficient de zveltete l 60
lf =2 l conform tabel 4.3. pag. 63 (15)
100 < 375 - conditie satisfacuta (Ltot < lf)
Forma si dimensiunile piulitei rotitoare
Piulita se dimensioneaza in urmatoarele etape:
Filetul pentru piulita de fixare a rotii manevra: Diametrul d1 se calculeaza astfel incat sa reziste la o solicitare compusa (intindere si rasucire).
 [1, pag. 66] (16)
[1, pag. 66] (16)
unde: sat =49[N/mm2]
b = 1,3 - coeficient de corectie intindere-rasucire
Deoarece avem doua solicitari pentru a simplifica calculele s-a apelat la acest coeficient de corectie care tine seama de natura dubla a solicitarii.
d 1 = 40,92 mm]
Din STAS 510-74 se alege un filet M40, cu urmatoarele caracteristici:
d 1 = 38,376 mm] d = 40 mm] p = 1,5 mm]
Diametrul portiunii de calare a rotii:
Dc = d + (10..14) mm] (17)
Dc = 52 mm]
Diametrul exterior De al corpului piulitei.
Initial se determina diametrul D0 al portiunii de degajare. Deoarece pana ce impiedica rotirea surubului este montata pe surub, atunci:
![]() (18)
(18)
unde: d - diametrul exterior al surubului
t - inaltimea penei in exteriorul surubului
jN 2 mm, distanta dintre pana si piulita
t = 0 [mm]
D0 36 [mm]
Diametrul exterior De se calculeaza din conditia de rezistenta la solicitarea compusa (intindere si rasucire)
 (19)
(19)
De = 56,01 [mm]
Deoarece piulita este turnata se satisface conditia ca peretele piulitei sa fie in sectiunea cea mai subtire cu g3 5. Deci trebuie satisfacuta conditia:
![]() [mm] (20)
[mm] (20)
g3 = 10 [mm]
Diametrul portiunii de montare a rulmentului
Se opteaza pentru un rulment axial cu bile pe un rand pentru ca are o incarcare radiala, axiala foarte buna. Deoarece sarcina are un singur sens s-a optat pentru un rulment axial cu un simplu efect.
Din STAS 3922-86 se alege un rulment cu:
df = 62 [mm]
Dr = 85 [mm]
H = 17 [mm]
dm = 73,5 [mm]
Diametrul gulerului piulitei: Dg
dm < Dg < D2
In catalogul de rulmenti se da o valoare minima: Dg min = 80 [mm]
Verificarea piulitei
Piulita este supusa la patru tipuri de solicitari in patru zone diferite. Aceste solicitari au directie fie normala fie tangentiala. Astfel zona 1, zona filetata supusa unei solicitari compuse; efortul unitar echivalent are relatia de calcul:
![]() [1, pag. 70] (21)
[1, pag. 70] (21)
Efortul unitar normal are relatia de calcul:
 [N/mm2]
[N/mm2]
Efortul unitar tangential se calculeaza:
 [1, pag. 69] (22)
[1, pag. 69] (22)
![]() (23)
(23)
m = 58 [mm]
lx = 3,75 [mm]
Mtx = 3,85 [N m]
d1 40,92 [mm]
tt 0,49 [N/mm2]
sech 37,74 [N/mm2]
Zona 3, solicitare compusa:
![]() [1, pag. 69] (25)
[1, pag. 69] (25)
Efortul unitar normal are relatia de calcul
![]() [N/mm2]
[N/mm2]
 [1, pag. 69] (26)
[1, pag. 69] (26)
![]() (27)
(27)
![]()
m0 0,01 - coeficient de frecare.
Mt2 = 5,2 [N m]
![]()
![]() [N m]
[N m]
asadar:
![]() [N m]
[N m]
Inlocuind in formula (26) se obtine:
tt = 2,13 [N/mm2]
![]() [N/mm2]
[N/mm2]
Verificarea gulerului
Verificarea la incovoiere se face cu formula:
![]()
![]() [mm]
[mm]
![]() [N/mm2]
[N/mm2]
Verificarea la forfecare se face cu formula:
![]() [N/mm2]
[N/mm2]
BIBLIOGRAFIE
1. Dorina Matiesan - Elemente de proiectare pentru mecanismele cu surub si piulita
2. Jula Aurel - Mecanisme surub piulita. Ĩndrumator de proiectare
3. Draghici - Ĩndrumator de proiectare ĩn constructia de masini
4. - Colectie STAS, vol. I, II si III