|
|
|
|
PROCEDEE DE REALIZARE A ALINIAMENTELOR INDUSTRIALE
Abstract
The article contains a summary of the latest methods used in the alignment of industrial equipment. The purpose is to create a model in which the observations obtained by the means of sensors, can be correlated and used in a consistent manner.
Specific applications are presented based on the use of laser systems laser systems, motorized theodolites, CCD cameras, inertial sensors).
The last part presents a practical example of creating a dynamic alignment.
alignment, rotating machinery, laser systems, inertial sensors
Procedee de realizare a aliniamentelor industriale
1. INTRODUCERE
In ceea ce priveste definirea aliniamentelor masinilor rotative, este necesara determinarea a doi parametri esentiali: unghiul de abatere de la aliniament si deplasarea in functie de o directie spatiala data. Aceasta directie se poate regasi in cerintele constructive (aliniament absolut) sau poate fi data in functie de o anumita axa (aliniament rotativ). Toate metodele de realizare a aliniamentelor determina implicit sau explicit numai unul sau ambii parametri. Daca este determinat numai unghiul de abatere de la aliniament discutam despre o problema de paralelism. Daca sunt determinate ambele, atat unghiul de abatere cat si deplasarea este vorba despre o problema de coliniaritate.
Metodele de realizare a aliniamentelor difera in functie de numarul de masuratori folosite pentru determinarea unghiului de abatere de la aliniament si a deplasarii. Prin urmare, pot fi reprezentate de modele abstracte care fac legatura dintre parametrii aliniamentelor si masuratorile propriu-zise. Aceste transformari exprima tipul de contact fizic dintre aparatul de masurat si masina, viteza de realizare a alinierii, gradul de automatizare, capacitatile de monitorizare a dependentei de timp precum si cerintele referitoare la starea de functionare a masinilor in timpul efectuarii masuratorilor. In conformitate cu aceste caracteristici metodele de realizare a alinimentelor, se diferentiaza astfel:
Metode relative vs metode absolute
Metoda cu contact vs metode non contact
Metode manuale vs metode automate
Metode statice vs metode dinamice
Diferenta dintre metodele absolute si cele relative a fost déjà explicata. Diferenta dintre metodele cu contact si cele non contact, depinde de gradul de acces fizic la componente in timpul procesului tehnologic. Metodele "rim-and-face" sunt metode de contact tipice, in timp metodele care utilizeaza teodolite sau camere digitale sunt metode tipice non contact. Avantajul major al metodelor non contact consta in posibilitatea aplicarii acestora in timpul functionarii masinii (aliniament dynamic).
Toate metodele cu contact impun oprirea masinii astfel incat utilizarea acestora se limiteaza la aliniamentele statice. Metodele complet automatizate nu necesita prezenta observatorului uman ci capabilitatea de a identifica automat tinta si o secventa de observare automata.
Avantajele majore sunt viteza si consistenta modului de operare. Diferenta dintre metodele statice si cele dinamice se refera la modelul utilizat, nu la procesul de masurare. Metodele statice presupun ca aliniamentul sa nu se modifice in timp, pe cand metodele dinamice permit asemenea schimbari precum si schimbari ale sistemului de referinta utilizat in timpul masuratorilor (de exemplu schimbarea bazei, a azimutului etc.). in general o metoda de aliniere dinamica poate lua in calcul dependenta de timp si de obicei reprezinta o modelare mai buna a proceselor fizice. Combinand insa capabilitatea de aliniere dinamica cu un tip de modelare dinamic se pot monitoriza in timp modificarile aliniamentului, iar abaterile critice devin predictibile, crescand astfel fiabilitatea si micsorand corespunzator perioada cand aliniamentul nu este functional.
Dezvoltarea metodelor de realizare a aliniamentelor masinilor rotative s-a realizat de la stanga la dreapta in comparatia de mai sus. Astfel, s-a plecat de la metode statice, relativ tipice care folosesc procedee cu contact manual, dezvoltarea tinzand catre proceduri relative sau absolute dinamice, automate, non contact. Pentru a sustine principiile subliniate, cateva din cele mai des utilizate procedee vor fi dezvoltate, pe scurt, in cele ce urmeaza.
2. METODE DE REALIZARE A ALINIAMENTELOR
2.1. Metoda "rim-and-face"
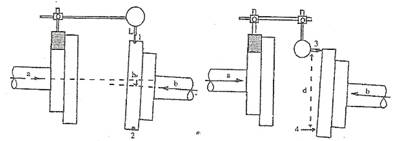
In cadrul acestei metode, se alege ca referinta axul unei masini, iar deplasarea relativa si unghiul de abatere de la aliniament sunt masurate direct prin contact fizic dintre componentele masinii si dispozitivul de masurare. Se presupune ca alinierea relativa a axelor este stabila in timpul prcesului de masurare. Asadar, aceasta reprezinta o metoda statica cu contact, manuala, relativa.
 Figura
1 sugereaza esenta metodei. Metoda are doua etape:
masurarea vectorului de deplasare h si masurarea unghiului de
nealiniere.
Figura
1 sugereaza esenta metodei. Metoda are doua etape:
masurarea vectorului de deplasare h si masurarea unghiului de
nealiniere.

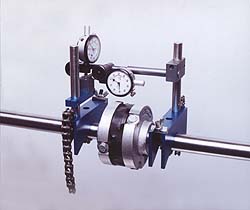
Fig. 1 Metoda "rim-and-face"
In prima etapa, axul unei masini se alege ca referinta, iar citirile L se realizeaza prin rotirea ansamblului b, in punctele 1 si 2. Componenta verticala a vectorului de deplasare constituie metoda aritmetica a diferentei celor doua citiri. In mod asemanator, componenta orizontala poate fi masurata folosind doua puncte pe directie orizontala, in acelasi plan de masurare perpendicular pe axa "a".
Unghiul de abatere la aliniament Θ poate fi dedus fie din citirile radiale intr-un plan de masurare diferit (metoda indicatorului inversat) fie din citirile axiale, ca in figura 1b. Aici, din nou se impun citiri pe directii perpendiculare, una fata de cealalta. Deci, unghiul de abatere de la aliniament este dat de componentele sale orizontale si verticale.
Componenta verticala a lui Θ poate fi calulata cu relatia:
(1)
![]()
Iar componenta orizontala Θ h este dedusa in mod similar utilizand citirile pe directia orizontala.
Dupa ce s-au determinat deplasarea relativa si unghiul de abatere de la aliniament se poate face o extrapolare in scopul amplasarii masinii in aliniamentul corect.
Avantajul acestei metode il reprezinta simplitatea practica si teoretica, dar din pacate utilizarea sa se limiteaza la aliniamentul static. O sursa tipica de erori o constituie posibilitatea inlocuirii dar efectul acesteia poate fi masurat si luat in calcul ca si corectie.
2.2. Metoda laser-optica
In sistemele de masurare laser (de exemplu, optalign) o combinatie sursa laser - unitate cu senzori pe axul de referinta, vectorul deplasarii relative si unghiul de abatere de la aliniament se calculeaza din pozitia razei laser, reflectate de unitatea prisma atasata celuilalt trunchi. Acest lucru reprezinta omologul optic al metodei "rim-and-face"o metoda relativa, cu contact manuala si statica prin definitie.
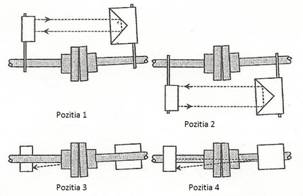
Fig. 2 Metoda laser
Fig. 2 Ilustreaza modul de utilizare a sistemului in scopul determinarii componentei verticale a vectorului de deplasare. Unitatile re rotesc din pozitia 1 in pozitia 2 cu 1800. Punctul laser se deplaseaza pe marca perpendicular pe trunchiul de referinta astfel incat linia descrisa de miscare si axa trunchiului sa se afle in acelasi plan (directia de detectare a deplasarii). Schimbarea pozitiei spotului laser este masurata electronic, iar componenta deplasarii este calculata.
Cand unitatile se rotesc din pozitia 3 in pozitia 4 in directie orizontala, punctul laser se misca perpendicular pe directia anterioara pe senzorul laser (directia de detectare a unghiului de abatere aliniament), iar componenta verticala a unghiului de este calculata independent de vectorul de deplasare.
Masurand schimbarea pozitiei spotului de laser in directia de detectare a deplasarii dintre pozitiile 3 si 4, se poate calcula componenta orizontala a vectorului de deplasare. Schimbarea de-a lungul directiei de detectare a unghiului dintre pozitiile 1 si 2 permite determinarea componentei orizontale a unghiului de abatere de la aliniament.
Avatajele acestei metode, in comparatie cu procedeul rim-and-face sunt precizia, precizia mai ridicata, fiabilitatea si viteza datorate lecturii electronice. Nu prezinta niciun risc de incovoiere si poate fi utilizat pentru distante de masurare mai mari.
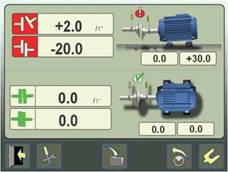
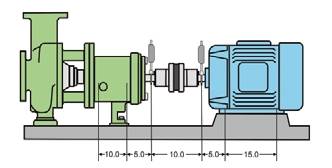
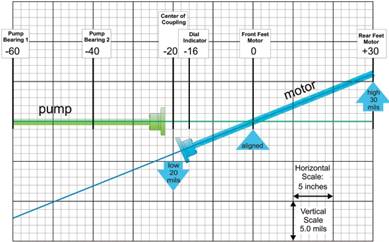
Fig. 3 Exemplu practic; prezentarea rezultatelor
2.3. Metoda bazata pe folosirea teodolitelor
Aceasta metoda permite determinarea parametrilor de aliniere (deplasarea si unghiul de abatere de la aliniament) prin intermediul directiilor unghiulare masurate cu ajutorul teodolitelor. In primul rand, pozitiile tridimensionale ale tintelor amplasate pe partile componente ale masinii (trunchi, cuplaje) sunt calculate prin intermediul acestor masuratori. Folosind geometria configuratiei, se calculeaza pozitia si directia axelor masinii, care vor permite ulterior determinarea parametrilor de aliniere. In consecinta, aceasta metoda poate fi utilizata atat in mod relativ cat si in mod absolut. Este de tip non-contact, manuala si dinamica, putand asadar fi folosita in cazul aliniamentelor dinamice.
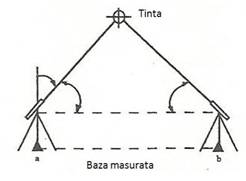
Fig. 4 Metoda teodolit
Calculul efectuat pe baza masuratorilor efectuate cu teodolitul. Daca doua teodolite amplasate la capetele unei baze cunoscute si stabile vizeaza acelasi punct, intersectia in plan orizontal determina in mod unic coordonatele acestui punct, plecand de la coordonatele punctelor de statie. Mai departe, daca se masoara cel putin un unghi vertical, poate fi obtinta diferenta de inaltime dintre teodolit si tinta de vizare. Astfel, pot fi obtinute coordonatele x, y si z ale punctului de pe masina intr-un sistem de referinta local.
Cand spotul laser tinteste spre diferite puncte ale masinii, in locul marcii de vizare adezive conventionale, alinierea poate fi obtinuta chiar in timpul functionarii masinii (aliniament dinamic).
Determinarea spatiala a axelor trunchiului si calculul alinierii relative. Orice punct de pe exteriorul unui trunchi rotativ sau de pe un cuplaj trebuie sa descrie un cerc, daca ne asumam neglijarea efectelor vibratiilor sau eventualele incovoieri. Axa fiecarui trunchi reprezentate de vectorii a si b (vezi fig. 4) va fi perpendiculara pe planul determinat de acest cerc, in centrul cercului. Folosind acesti vectori si vectorul care ii conecteaza, pot fi determinate deplasarea si unghiul de abatere de la aliniament.
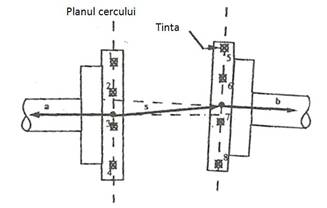
Fig. 5
Principalul avantaj al acestei metode il reprezinta faptul ca poate fi utilizata in timpul functionarii masinii. Pe de alta parte, impune cerinte deosebite referitoare la instrumentatie si modul de calcul. Asadar, desi echipamentul este mai scump decat cel folosit in metoda "rim-and-face", prezinta avantajul posibilitatii obtinerii atat a aliniamentelor statice cat si dinamice. Procedeul este semi-automat daca se folosesc teodolite electronice. Se poate utiliza pentru aliniament paralel sau colinear, in mediu static sau dinamic. Mediul dinamic presupune schimbarea parametrilor aliniamentului in timpul sesiunii de masuratori si schimbare a bazei de masurare. Efectele acestor modificari pot fi luate in calcul in modelul matematic folosit pentru procesarea datelor.
2.4. Metoda bazata pe utilizarea videoteodolitelor
Camerele CCD incorporate si procsorul de imagine fac posibila detectarea automata a tintei.
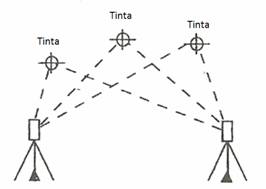
Fig.6 Metoda bazata pe utilizarea
Sistemul poate fi utilizat atat pentru alinieri relative cat si absolute, metoda fiind non-contact, automata, dinamica, automata.
2.5. Metoda imagisticii digitale stereo
Conceptual, metoda este similara metodei ce utilizeaza teodolite, in ceea ce priveste determinarea parametrilor aliniamentului. Pe de alta parte, elimina masuratorile conventionale, transformand problema intr-un proces de procesare a imaginilor preluate.
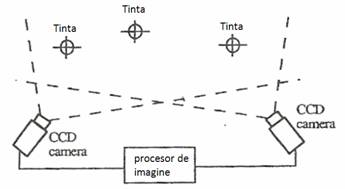
Fig. 7 Metoda digitala
In mod normal este necesar ca toate punctele sa fie simultan disponibile, (multiple target layout), conditie ne-necesara in cazul teodolitelor. Procedura permite cel mai ridicat nivel de automatizare dintre cele expuse in prezenta lucrare. Este o metoda non-contact, dinamica pentru alinieri relative sau absolute.
2.6. Metode inertiale
Aceasta metoda consta in doua parti diferite conceptual. In prima parte, orientarea fiecarei axe se determina fata de propria linie de referinta (reprezentata de o raza laser) prin masuratori offset. Conform clasificarii facute la inceput, aceasta parte este relativa, de contact, manuala si statica. In a doua parte, orientarea diferitelor linii de referinta se calculeaza folosind masuratorile IMU de atitudine, in sens relativ una fata de cealalta sau absolut (azimut geodezic). Aceasta parte poate fi deci, relativa sau absoluta, non-contact, semiautomata (necesita prezenta operatorului) si dinamica. Comparatia sugereaza clar faptul ca prima parte impune restrictionarea metodei numai pentru aplicatii statice, manuale, cu contact, relative sau absolute.
Ansamblul
IMU-laser creaza o linie de referinta pentru fiecare axa.
Pentru linia de referinta "i", azimutul ![]() este dat de citirea
este dat de citirea ![]() si o constanta
aditionala, necunoscuta
si o constanta
aditionala, necunoscuta ![]() .
.
(2) ![]()
Se
masoara ![]() si
si ![]() in doua puncte ale cilindrului si
distanta
in doua puncte ale cilindrului si
distanta ![]() dintre puncte. Azimutul axei este dat de relatia:
dintre puncte. Azimutul axei este dat de relatia:
(3) ![]()
Unghiul de aliniere relativa dintre axe dat de diferenta de azimut corespunzatoare:
(4) ![]()
si constanta aditionala se anuleaza.
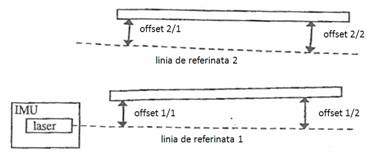
Fig. 8
Metoda este rapida, mai ales cand se utilizeaza tinte laser pentru masuratori offset. Un dezavantaj il constituie instabilitatea si drift-ul azimutului IMU, care insa poate fi redusa prin implementarea unei proceduri topografice adecvate si a unui model matematic dinamic.
Determinarea azimutului cu ajutorul giroteodolitelor poate fi o alternativa mai putin costisitoare dar consumatoare de timp suplimentar.
3. MODELE DE REALIZARE A ALINIAMENTELOR
In pofida marii varietati de metode, caracteristica lor comuna o reprezinta faptul ca toate determina parametrii de aliniere: deplasarea si unghiul de abatere de la aliniament. Iata de ce, se poate folosi acelasi model de baza.
Pentru rezolvarea problemelor legate de realizarea aliniamentelor, trebuie separate cele doua aspecte: paralelismul si coliniaritatea. In primul caz, obiectivul consta in asigurarea aceleiasi directii spatiale pentru cele doua axe, in cel de-al doilea, trebuie ca cele doua axe sa fie concurente si implicit paralele. Abaterile de la prima conditie sunt date de unghiul de deviere de la aliniament iar de la cea de-a doua, de obicei de o combinatie a deplasarii si unghiului de nealiniere.
3.1. Determinarea unghiului de nealiniere
Paralelismul este definit printr-o relatie vectoriala simpla:
(5) ![]()
unde
![]() si
si ![]() sunt vectorii care trebuie aliniati
sunt vectorii care trebuie aliniati ![]() , iar "c" este o
constanta. Daca
, iar "c" este o
constanta. Daca ![]() , cei doi
vectori au directii diferite; pentru
, cei doi
vectori au directii diferite; pentru ![]() , au aceeasi
directie.
, au aceeasi
directie.
Vectorul de aliniere este dat de produsul vectorial:
(6) ![]()
unde
![]() in cazul aliniamentelor paralele.
in cazul aliniamentelor paralele.
Valoarea absoluta poate fi exprimata in functie de unghiul de aliniere Θ.
(7) ![]()
In
timp ce directia lui ![]() da axa in jurul careia putem roti "b"
pentru a o face paralela cu "a". Astfel, "m" poate fi considerat ca o
definitie extinsa a unghiului de aliniere in spatiul
tridimensional. Acesta furnizeaza asadar nu numai marimea
unghiului ci si directia acestuia: directia normala a
planului in care acest unghi este masurat.
da axa in jurul careia putem roti "b"
pentru a o face paralela cu "a". Astfel, "m" poate fi considerat ca o
definitie extinsa a unghiului de aliniere in spatiul
tridimensional. Acesta furnizeaza asadar nu numai marimea
unghiului ci si directia acestuia: directia normala a
planului in care acest unghi este masurat.
Marimea lui "m" poate fi scrisa astfel:
(8) 
Pentru
unghiuri mici ![]() , relatia
(8) furnizeaza unghiul de aliniere direct din masuratori.
, relatia
(8) furnizeaza unghiul de aliniere direct din masuratori.
Ar trebui specificat ca ecuatiile de mai sus specific doar directia. Nu mentioneaza daca cele doua aliniamente sunt coliniare sau nu.
De fapt, ecuatiiale de la (5) la (8) specific orientarea celor doua trunchiuri care urmeaza sa fie coliniare, dar deviaza usor de la pozitia ideala. Este exact situatia a doua trunchiuri care sunt cuplate in scopul punerii in functiune a unor subansamble de genul ventilatoarelor, pompelor compresoare etc.
3.2. Determinarea deplasarii
Pe langa parallelism, o alta masuratoare trebuie introdusa in scopul definirii coliniaritatii: deplasarea. Din aceasta cauza, vom lua in calcul doua drepte in spatiu care reprezinta cele doua axe ale trunchiurilor. Directia acestora este data de vectorii "a", respectiv "b".
In continuare, sa consideram segmentul "h" perpendicular pe "a" in A si intersectandu-l pe "b" in B. Un asemenea segment exista deoarece, in practica, "a" si "b" nu sunt niciodata octogonali. Pentru simplificare sa consideram "a" si "h" in acelasi plan "p". Vectorul "b" se afla in planul "q" care nu coincide neaparat cu "p". Vectorul deplasarii "h" este dat de:
(9) ![]()
unde "s" este un vector definit de un punct arbitrar e de pe "a" si punctual B. Sa notam ca "h" depinde de alegerea punctului A.
Se considera o linie "f" care contine punctul B si este paralela cu "a". Unghiul dintre "f" si "a" este unghiul de aliniament Ө, ale carui componentele in planurile "q" si "r", perpendicular pe "q", sunt Өp si Өr.
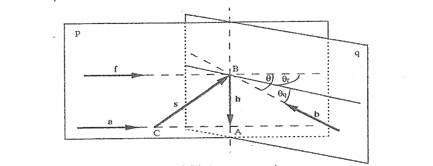
Fig. 9
Astfel, procedeul de aliniere in cazul coliniaritatii, poate fi rezumat la rotatie a lui "b" cu Ө in jurul lui B, reducand apoi la zero. Pe de alta parte, calculand Ө si h = I h I se poate caracteriza calitatea unei stari de aliniere. Daca m=0 si h=0, trunchiurile sunt perfect colineare.
Colinearitatea perfecta nu este intotdeauna impusa aprioric. Conditiile alinierii se modifica in general dupa incalzirea subansamblelor. Iata de ce este de dorit ca sa fie aplicata o corectie, atsfel incat valorile sa se obtine o buna aliniere in timpul functionarii.
Astefl variatiile initiale h0 si m0 se determina apriori.
4. MODELE DINAMICE
Aliniament care depinde de timp. Parametrii aliniamentului pot fi calculati la momentul initial, sau la moment diferite, rezultand astfel serii de forma:
![]()
![]()
necesitand modele matematice aditionale. In acest caz, rezultatele alinierii sunt monitorizate, pentru a fi urmarite schimbarile in timp ale orientarii in scopul obinerii predictibilitatii.
Intr-un mediu dinamic, cu schimbari rapide, metoda imagisticii stereo digitale prezinta cea mai buna posibilitate de monitorizare. Asa cum se stie, este o metoda complet electronica, deci foarte rapida; timpul de calcul al unui set de parametrii, la un anumit moment, nu depaseste cateva secunde. Metoda bazata pe utilizarea teodolitelor permite detectarea unor eventuale modificari, la intervale mai mari, datorita vitezei limitate.
Sisteme de referinta dependente de timp. Cealalta categorie de modele dinamice, cu schimbari ale sistemului de referinta al sistemului de masurare, de exemplu, schimbarea bazei in metoda bazata pe folosirea teodolitelor sau a driftului azimutului in metoda inertiala.
Daca o asemenea schimbare nu este gestionata corespunzator, poate fi interpretata in mod gresit ca o schimbare de alinierii. De obicei, modelele dinamice prelucreaza statistic rezultatele masuratorilor, in scopul identificarii eventualelor modificari ale sistemului de referinta. Apoi, modficarea va fi luata in calcul in vederea obtinerii parametrilor de aliniere corecti.
5. MODELE SPECIFICE
Transformarile abstracte mentionate in introducere, care fac legatura dintre masuratori si parametrii de aliniere difera in general de la metoda la metoda. Sunt reprezentari matematice care stau la baza determinarii parametrilor in metoda bazata pe utilizarea teodolitelor sau in metoda digitala. Forme simplificate pot fi in metoda "rim-and-face" sau laser-optica, sau forme modificate derivate din conditiile geometrice specifice ca in metoda inertiala.
Un exemplu practic de obtinere a unui aliniament dinamic: alinierea cuptoarelor rotative
Presupune utilizarea a doua teodolite motorizate
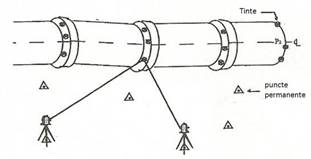
Fig. 10
Aliniamentul este compus din "n" segmente, fiecare putand fi descris printr-un vector bi perpendicular pe planul cercului cu centrul in Ti. Problema consta in aducerea acestora pe linia de referinta ce uneste punctele P1 si P2. Vectorii si pornesc din P1 si se indreapta spre punctele centrale ale segmentelor, similar definitiei din figura 8. In primul rand, sunt calculate coordonatele centrelor, dupa care deplasarile hi fata de linia de referinta.
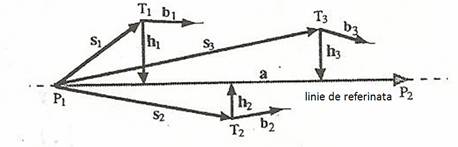
Fig. 11
Procedura poate fi complet automatizata prin utilizarea sistemelor robotizate.
6. CONCLUZII
Analizarea unor metode utilizate in prezent in mod curent in domeniul alinierii masinilor rotative a demonstrat ca acestea pot fi descrise prin intermediul calculului vectorial tridimensional. Diversele abordari privitoare la efectuarea masuratorilor folosite in determinarea celor doi parametri esentiali, duc la varietatea procedeelor practice de realiza. Solutionarea optima a unei probleme, impune selectarea tipului: cu contact direct sau non contact, manuala sau automata, statica sau dinamica in functie de conditiile specifice si evident de eficienta economica.