|
|
|
|
Principalele cai de asigurare a protectiei anticorazive sunt:
protectia pasiva;
protectia active;
diminuara actiunii corozive a mediului.
PROTECTIA PASIVA
Se realizeaza prin interpunerea unor straturi rezistente la coroziune, de natura anorganica sau organica, intre materiale nemetalice si mediul coroziv:
tratamente preliminare de pregatire a suprafetelor de acoperiri;
piesele au pe suprafata impuritati cum ar fi la turnare sau deformare plastica (zgura, nisip, grafit), suptafata de acoperit se supune unor operatii de indepartare a impuritatilor. Aceste operatii sunt: prelucrari mecanice(sablarea - se realizeaza ptr piese turnate, laminate, forjate in scopul indepartarii ruginii,nisipului, tunder sau a straturilor vechi de vopsea si se realizeaza cu nisip cuartos, alice din otel, duze in instalatii speciale).
Indepartarea impuritatiilor se face prin impactul dintre particulele de sablare ce sunt proiectate cu viteza mare pe suprafata metalica. Sablarea cu nisip se face cu aer comprimat (2-4 at) sau jet de apa; granulatia nisip 1-2,5 mm.
Perierea se face cu perii metalice, cu fire sintetice sau cu par de animal, in prezenta unor solutii slab alkaline, apa cu sapun sau suspensii de creta.
Rectificarea esta oparatia ce se realizeaza cu materiale abrasive (discuri sau pietre abrazive) cand prin frecare se inlatura startul de impuritati concomitant cu obtinerea unei rugozitati mici a suprafetelor.
Degresarea este inlaturarea impuritatiilor de tip: uleiuri, grasimi prin dizolvare, emulsionare sau saponificare. Se realizeaza cu ajutorul solventilor organici (benzina, benzene, toluene, alcool etilic) sau cu solutii alkaline.
Moduri practice de degresare:
stergerea cu pensule, perii sau carpe imbibate in solventi;
imersiunea - scufundarea pieselor intr-o baie de ulei;
cu jet de solventi pt straturi groase de grasimi;
in vapori de solvent - cea mai eficienta metode.
Degresarea cu solutii alkaline se poate face electrolititc cand sub influenta unui current electric slab se formeaza bule de hydrogen si oxygen care vor desprinde straturile de impuritati.
Degresarea cu ultrasunete se realizeaza in bai speciale in care cuva se amplaseaza pe un generator de ultrasunete, se umple cu apa si substante de genul detergentilor, iar ultrasunetele produc fenomenul de cavitatie, astfel ca desprinderea stratului de murdarie se face repede si pe toata suprafata. Se aplica de preferinta pieselor de dimensiuni mici.
Decaparea are ca scop indepartarea peliculei speciale de oxizi pt asigurarea aderentei straturilor de acoperire. Se face cu acizi pe cale chimica sau electrochimica. Pe cale chimica se folosesc solutii de acizi sau alkaline si piesele se scufunda in aceasta solutie. Pe cale electrochimica in baia de elctroliza se introduce acid sulfuric sau clorhidric.
A. ACOPERIRI CU STRATURI METALICE DE PROTECTIE
Straturile metalice reprezinta cel mai raspandit mod de protectie anticoroziva, deoarece are multe avantaje: este economic, prezinta o buna rezistenta la coroziune, se imbunatatesc unele proprietati mecanice ale materialului de baza si proprietati de exploatare.
1. ACOPERIRI PRIN DEPUNERE ELECTROLITICA (GALVANICE)
Depunerea stratului de protectie are loc intr-o baie de eletroliza in care se introduce electrolitul ce contine ioni ai metalului ce trebuie depus, in care se scufunda cei doi electrozi legati la o sursa de current continuu.
Obiectul care trebuie acoperit constituie catodul si se leaga la polul pozitiv. Anodul legat la polul negative este, de obicei, solubil si constituie metalul de acoperire.
Electrolitul, pe langa substanta care furnizeaza ioni ai metalului de acoperit mai contine substante tampon, mai contin substante pt marirea conductivitatii electrice si pt aderenta, compactitate sau luciu.
Principalii parametrii ai procesului sunt densitatea de current, timpul de electroliza, grosimea stratului depus.
Cele mai folosite tipuri de galvanizari anticorozive sunt:
1.Zingarea - acoperirea pieselor din otel sau fonte cu straturi de zinc pt cresterea rezistentei la coroziune atmosferica in gaze umede sau de ardere.
2. Nichelarea - confera rezistenta la coroziunea atmosferica si solutii slab acide (acidul clorhidric, azotic) si compusi ai sulfului.
3.Cuprarea - confera rezistenta la coroziune pt oteluri in cazul contactului cu substante chimice, lichide sau gazoase pana la temperature de cateva sute de grade Celsius.
2. ACOPERIRI PRIN CUFUNDARE LA CALD
Se realizeaza prin scufundarea pieselor intr-o baie de metal topit unde se mentin un timp limitat apoi se scot si se racesc in aer. In timpul de mentinere in topitura, intre metalul de baza sic el de acoperit se formeaza o serie succesiva de straturi din aliaje ale celor doua metale cu compozitii diferite, fapt ce asigura o foarte buna aderenta stratului depus. Este cel mai economic procedeu pt depuneri de straturi relative groase.
Dezavantaje - depuneri neuniforme ca grosime, nu se poate aplica pt piese massive si cu configuratie complexa sin u se foloseste pt oteluri speciale.
Acoperirea cu zinc se aplica pt table, tevi, benzi, sarme. Baia de zinc topit are temperature aproximativ de 450 grade Celsius si se acopera cu un strat de fondanti pt a impiedica oxidarea. Succesiunea straturilor formate este:
alfa: 6% Zn, 94% Fe;
gamma: 75% Zn, 25% Fe;
delta: 90% Zn, 10% Fe;
zeta: 94% Zn, 6% Fe;
eta: 100% Zn.
Acoperiri cu plumb la temperature de 360 - 380 grade Celsius pt table, benzi si tuburi obtinandu-se straturi cu grosimi de 20 - 50 μ.
Acoperiri cu staniu - in bai cu temperaturea de 300 - 370 grade C, straturile sunt foarte subtiri 2 - 3 μ, se aplica pt table si benzi din care se confectioneaza cutiile de conserve, sau pt sarme folosite la filter si site.
3. METALIZARE PRIN PULVERIZARE
Se realizeaza prin proiectarea unor picaturi foarte fine de material topit pe suprafata pieselor. Initial metalul protector este sub forma de pulbere sau bucati mici de sarma, topirea lui se face prin diferite metode, iar antrenarea sub forma de jet pe suprafata pieselor se face cu aer comprimat sau gaze inerte. Pe langa proprietatiile anticorozive metalizarea prin pulverizare imbunatateste si unele proprietati mecanice cum ar fi: durabilitatea sau rezistenta la uzura, proprietati fizice: conductibilitatea termica si electrica.
Procesul de pulverizare se desfasoara in 4 faze:
topirea metalului;
accelerare si pulverizare;
deplasarea particulelor pulverizate;
izbirea si aderarea pe suprafata piesei.
Dupa sursa termica care asigura topirea metalului de pulverizat procedeele se clasifica:
a) metalizare prin pulverizare cu flacara oxidacetilenica - a fost primul procedeu de metalizare folosit, se aseamana cu sudarea cu flacara oxidacetilenica, dar spre deosebire de aceasta in arzator mai intra o conducta pt aerul necesar pulverizarii;
b) pulverizarea cu flacara oxidacetilenica cu pulbere metalica;
c) pulverizarea cu arc electric-dispozitivul de electrometalizat este format din doua role de pe care se desfasoara doua sarme din metalul ce trebuie pulverizat, acestea trec prin bornele unui transformator de caldura si sunt dirijate cu ajutorul ghidajelor astfel incat varfurile sarmelor sa se atinga. In partea centrala a instalatie se monteaza o conducta prin care se insufla aer comprimat. Cand varfurile sarmelor se ating se formeaza arcul electric (t apox 4000 grade C), se topesc, iar picaturile formate sunt pulverizate de aerul comprimat pe suprafata piesei. Prin topire metalul arcului se intrerupe, dar se formeaza din nou prin avansul sarmelor. Procesul se desfasoara rapid, ciclul repetandu-se de 100 ori pe secunda.
d) Metalizarea cu jet de plasma - jetul de plasma (t > 6000 grade C), se obtine atunci cand un arc electric este obligat sa treaca printr-un dispozitiv de lungime relative mare, dar sectiune transversala foarte mica si in prezenta unui gaz plasmagen (argou, heliu, hidrogen) care intensifica reactiile de ionizare. Dispozitivul de metalizare cu jet de plasma se compune dintr-un corp metallic, cilindric, cu extremitatea de iesire ingustata, pe mijlocul caruia se monteaza electrodul cilindric prevazut la iesire cu al doilea electrod inelar si cu un orificiu prin care este adusa pulberea metalica. In corpul dispozitivului se practica o retea de canale prin care circula apa de racier si un orificiu prin care patrunde aerul plasmagen cu presiune.
Jetul de plasma se formeaza prin descarcarea electrica intre cei doi electrozi si in prezenta aerului plasmagen sub presiune, caldura degajata asigura topirea pulberii metalice, iar presiunea gazului asigura pulverizarea picaturilor pe suprafata de protejat.
4. PLACAREA - se realizeaza prin aplicarea de folii din material rezistent pe suprafata de protejat si obrinerea aderentei prin presare, laminare sau sudare. Piesele de protejat trebuie intai sa fie degresate si decapate.
In prezenta unei forte de presare si a temperaturii, se produce chiar si difuzia unor atomi ai stratului de protectie in metalul de baza.
5. ACOPERIREA PRIN DIFUZIE - modificarea compozitiei chimice a stratului superficial prin difuzia atomilor unui element capabil sa formeze constituenti metalici rezistenti la coroziune. Procesul se numeste termoaliere si consta in tratarea metalelor de baza cu pulberi metalici sau cu vapori la temperature ridicate.
Termoalierea - imbogatirea stratului de otel sau fonta cu aluminiu cand se confera rezistenta la oxidare si coroziune atmosferica (stratul aprox 1 mm).
Termocromarea - se aplica otelurilor cand in stratul superficial prin difuzia cromului se formeaza un aliaj Fe-Cr ce contine o solutie solida cu 14-20% Cr. Pe langa rezistenta la coroziune prin oxidare stratul va avea duritate rigida si rezistenta la temperature mari.
Termosilicizarea - se face cu pulbere de ferosiliciu sau carbura de siliciu in atmosfera de Cl la 1000-1200 grade C timp de 2-3 h cand se obtin straturi aliate ce contin pana la 10% siliciu cu grosimi de 1-3 mm, cu duritate si rezistenta la uzura mari.
B. STRATURI PROTECTOARE DIN COMPUSI ANORGANICI
Straturile din compusi anorganici se obtin prin: transformarea stratului metallic superficial in compusi greu solubili ai metalului, aplicarea unor substante ce contin silicate pe suprafata metalului, placarea metalului cu produse ceramice.
Tipuri de straturi protectoare:
pelicule de oxizi - obtinute prin oxidarea chimica sau electrochimica a metalelor sau aliajelor. Aceste pelicule sunt aderente, compacte si continue si asigura protectie la conditii usoare de coroziune. Exemple: brumare sau feroxare - se aplica otelurilor prin oxidare chimica in urma unei reactii in prezenta hidroxidului de sodiu si a unui oxidant. Se formeaza o pelicula aprox de 10μ de Fe2O3 de culoare inchisa si lucioasa. Oxidarea aluminiului conduce la formarea unui strat protector cu rol de izolant electric si care va constitui un bun substrat ptr acoperirea prin vopsire.
straturi obtinute prin fosfatare. Fosfatarea se poate face chimic prin imersiune sau pulverizare sau prin depunere electrochimica cand se formeaza un strat de cristale fine si insolubile din fosfat de fier, magneziu sau zinc.
straturi ceramico-metalice. Se obtin prin combinarea unor compusi neoxizici (carburi, nitruri, cloruri) cu oxizi ai metalului de baza. Procedeul se aseamana cu metalizarea prin pulverizare, doar ca pulberea e formata din amestecuri.
Straturi de email - sunt de natura pur ceramica cand emailul se obtine dintr-o masa silicioasa topita la 1200-1300 grace C si formata din nisip, argile, feldspards, fondanti, barox si oxizi metalici de cupru, nichel, cobalt, crom care confera culoare. Straturile sunt rezistente la gaze fierbinti, oxizi organici, solutii de saruri si solventi organici.
Protectia activa impotriva coroziunii (protectie electrochimica)
Aceasta protectie presupune modificarea potentialului de electrod al metalului pt aducerea lui la valoarea care sal plaseze fie in domeniul de imunitate, fie pe domeniul de pasivitate.
Curentii de dispersie-curenti vagabonzi
Curentii de dispersie apar in sol in mod accidental prin scurgeri de curent electric de la surse de curent(cai ferate electrificate, linii de tramvai) sau de current alternativ, liniile de transport a curentului.
Se numesc vagabonzi deoarece in majoritatea timpului au intensitati variabile, directii si trasee diferite. Ex de curenti de dispersie: trenul care circula pe o cale ferata
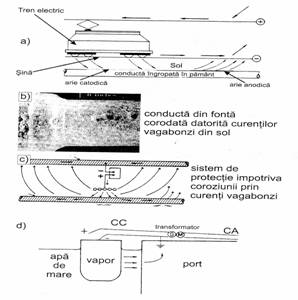
Curentul electric circula de la polul pozitiv prin conductoru se intoarce in mod normal spre polul negativ, cand rezistivitatea solului e mica(conductivitate mare) o parte din curenti se imprastie in sol, intalnesc instalatiile metalice ingropate care prezinta izolatii diferite deci au conductivitate mai mare decat solul, pe suprafata inst metalice intalnindu-se 3 zone:
a) zona catodica sau de intrare a curentului nepericuloasa dpv al coroziunii;
b) zona de trecere - nepericuloasa;
c) zona anodica sau de iesire a curentului electric - zona periculoasa unde apare coroziune, aceasta zona este pozitiva dpv electric in raport cu solul astfel ca metalul se dizova. Gradul de coroziune depinde de rezistivitatea solului astfel:
-solurile argiloase au rezistivitatea mai mica decat cele nisipoase, importanta in intensitatea curentilor de dispersie, in calcule luandus-se in considerare de fapt densitatile de current, in urma masuratorilor s-a evaluat ca un current de dispersie cu i=1A distruge intr-un an 9 kg de fier, 11 kg de Cu, 39 kg de Pb.
 Alte
moduri de aparitie a curentilor de dispersie
Alte
moduri de aparitie a curentilor de dispersie
Factori care influenteaza corozivitatea sunt:
rezistivitatea;
potentialul de oxidoreducere a ....
concentratiile de sare din sol Cl- sau SO4;
PH sol;
Masurarea rezistivitatii solului
Se poate face prin mai multe metode, cea mai utilizata fiind;
1) Metoda cu 2 electrozi
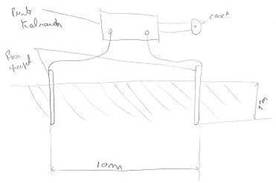
2 bare de grafit se introduc in sol la distanta de 10 m iar cu puntea K... se masoara rezistivitatea intre cele 2 bare. Se calculeaza:
ρ=KxR
K=0,25.0,5
2) Metoda Werner
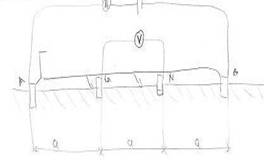
Se folosesc 4 electrozi metalici care se introduc la adancimea corespunzatoare si la distanta intre ei de aprox 1 m. Electrozii exteriori A si B se cupleaza la o sursa de current continuu de val date in caderea de potential, se masoara intre electrozi intensitatea lui H
Protectia activa propriu-zisa
Metodele electrochimice de protectie au rolul de a reduce viteza de coroziune pe baza modificarii potentialului metalului prin polarizare.
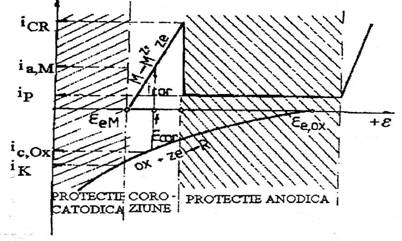
Cf diagramei un metal poate fi protejat electrochimic in 2 moduri, prin protectie catodica atunci cand se polarizeaza metalul la valori mai electronegative decat εM aparand din exterior un current de intensitate iR . Al doilea mod este protectia anodica, aducerea potentialului metalului pana la valoarea care il situeaza in domeniul de pasivare.
Protectia catodica se aplica in 2 variante:
a) Protectie catodica cu sursa exterioara de current
b) Protectie catodica cu anozi solubili
Ambele variante au moduri de aplicare particulare in functie de solul in care este fixate instalatia si anume in lipsa curentilor de dispersie si in prezenta curentilor de dispersie.
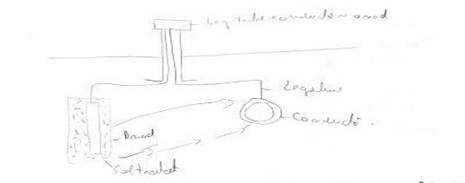
a) Protectia catodica cu sursa ext de current in lipsa curentilor de dispersie
Schema protectiei catodice cu sursa exterioara de curent. a)Schema de principiu: 1-sursa de curent continuu (redresor); 2-conductori de legatura;3-punct de drenaj; 4-conducta; 5-izolatie; 6-priza anodica b) Schema electrica: 1-sursa de curent continuu; rezistentele electrice ale conductorilor de legatura (R^i, R^ ,), metalului conductei (Rm), izolatiei (RO si prizei anodice (Ra)
Principiul protectiei catodice consta in polarizarea metalului pana la un potential mai electronegativ decat εM, pentru aceasta sursa ext de current continua va furniza current electric de intensitate iK , pentru inchiderea circuitului se ingroapa in sol anozi confectionati din otel, fonta sau grafit, acestia se amplaseaza la distanta de ordinul catorva zeci de metri cantarind cateva zeci de kg si pot fi ingropati singular sau multiplii in diferite pozitii. Groapa in care se fixeaza anozii contine straturi de pietris si nisip pt drenaj, in jurul anodului se pune praf de grafit sau de cocs.
Priza de potential asigura inchiderea dirijata printr-un conductor electric a circuitului intre intre suprafara metalului de protejat si sursa de current continuu. Prin aceasta priza de potential se masoara cu ajutorul unui electrod de comparatie Cu/CuSO4 ....potentialul real al metalului ingropat a.i. sa se poata stabili apoi valoarea potentialului de protectie.
Prin experimente s-a determinat ca pt protectia otelului in sol ε trebuie sa fie aprox. egal cu 0,85 V in comparatie cu electrodul Cu/CuSO4.
Pt. Pb ε =-0,6 V, Cu ε =-0,95 V, pt Al=-1,2 V.
Valorile densitatilor de curent pt protectia catodica:
OL in sol sarat i=35 mA/mp
OL in apa agitata i=60 mA/mp
OL in apa sarata i=140 mA/mp
Acest tip de protectie se adopta pt conducte, cabluri subterane, platforme de foraj, rezervoare de depozitare etc, in general constructii de dimensiuni mari.
In cazul conductelor si cablurilor ingropate inst de protectie catodica se amplaseaza dea lungul acestora la distante care se calculeaza in fct de potentialul de protectie si agresivitatea solului.
Protectia catodica cu anozi solubili(de sacrificiu)
Se folosesc anozi, blocuri sau placa de metal cu potential mai electronegativ decat al metalului de protejat astfel ca intre cele 2 tipuri de metale sa se formeze o pila galvanica adica se inchide un circuit electric in care metalul protejat devine catod deci nu se corodeaza iar anozii se dizolva continuu fiind numiti anozi de sacrificiu.
Anozii se confectioneaza din zinc, magneziu sau aluminiu, Zn are potentialul fata de otel de aprox 25 V, cantitatea de metal de la anozi consumata pt protectie catodica este de ordinul kg pe an, ca forma se prefera anozii tip placa deoarece au suprafata mai mare de schimb de curent.
Protectia catodica in prezenta curentilor de dispersie
Pentru ca circulatia curentilor de dispersie sa nu produca modificari de potential , protectia catodica urmareste indepartarea curentilor vagabonzi prin urm metode:
a) prin interpunerea unui circuit electric care scurtcircuiteaza scurgerea curentului electric dintre instalatia subterana si sursa curentilor de dispersie.
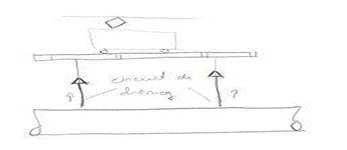
b) intercalarea intre sursa de curenti de dispersie si instalatia ingropata a unui dispozitiv electromagnetic care sa preia printr-o bobina cutentii de dispersie.
Protectia anodica
Presupune deplasarea potentialului de electrod spre valori mai electropozitive care sa asigure plasarea metalului de proteajt in domeniul de pasivare, exista 3 feluri de protectie:
a) Utilizat pt sistemele cu conductivitatea electrica mare si domeniu de pasivare larg( aprox 2 V) ex: Constructii de OL in contact cu H2SO4, se foloseste o sursa ext de curent electric utilizandu-se numai 2 electrozi (metalul de protejat si un elctrod cu rol de catod).
b) Folosit cand intervalul de pasivare este f ingust si cu ajutorul unei surse ext de curent continuu, curentul este introdus in circuit cand potentialul scade....
c) Potentialul de electrod al constructiei metalice trebuie mentinut permanent la o val bine determinata, se foloseste atunci cand domeniul de pasivare este de aprox 40 de mV , in acest caz instalatia este prevazuta cu un electrod suplimentar.
Defectoscopie
Defectoscopia nedistructiva cuprinde un ansamblu de metode si procedee care permit detectarea defectelor de fabricatie sau de montaj fara a distruge integritatea acestora.
Tehnici si Metode de investigare la suprafata a defectelor din conducte
Deoarece manipularea, transportul, montarea si expluatarea conductelor ingropate pot sa detelioreze straturile de izolatie pasiva ale conductelor sau sa conduca la aparitia unor zone corodate atat la exteriorul cat si la interiorul conductelor, se aplica metoda de investigare de la suprafata sau din interiorul conductelor.
Investigarea de la suprafata a stratului de izolatie se poate aplica conductelor protejate catodic.
Investigarea din interior prin procedee magnetice sau ultrasonice cu aparate specific numite piguri.
Inainte de investigarea de la suprafata trebuie sa se cunoasca traseul exact al conductei astfel incat masurarile de pe teren sa indice starea exacta a conductelor.
Cautarea traseului conductelor metalice ingropate
Deoarece localizarea defectelor de izolatie
se bazeaza pe masuratori de curenti si potentiale effectuate exact deasupra
conductei, este foarte important sa se cunoasca precis traseul acesteia. Pentru localizarea conductelor se foloseste campul
electromagnetic care se formeaza prin trecerea
curentului injectat prin
sistemul de protectie catodica camp care are
frecventa de 100 Hz sau prin utilizarea unui generator ce furnizeaza semnale de
pana la 10KHz.
Pentru cautarea traseului se conecteaza castile si bobina de cautare la receptorul de cautare.
Se folosesc metoda minimului sau maximului
La metoda maximului se dispune bobina de cautare orizontal cu suprafata solului si cu axa transversala fata de conducta si se deplaseaza pe aceasta directie, valoarea maxima a tensiunii afisate se inregistreaza chiar deasupra conductei iar la deplasarea laterala tensiunea incepe sa scada, daca se roteste bobina in locul in se obtine semnalul maxim se poate stabili si directia conductei.
La metoda minimului bobina este cu axa vertical si se deplaseaza transversal fata de conducta, cea mai mica valoare a tensiunii receptate se inregistreaza deasupra conductei, precizia de localizare este de cativa cm, cand bobina de cautare se inclina la 45 grade se inregistreaza un minim de tensiune prin deplasarea lateral, iar distanta minimului fata de axa conductei reprezinta adancimea de ingropare a acesteia.
Tehnici utilizate pentru depistarea de la suprafata a defectelor de izolatie.
Metoda Pearson
Este o metoda foarte productive fiind numita metoda de joasa frecventa care poate detecta defectele, dar nu permite decat aprecierea starii de corodare a zonelor neizolate.
Metoda consta in introducerea in conducta a unui semnal de joasa frecventa(pana la 10KHz), iar la receptorul de cautare se conecteaza sonda de impamantare si se sondeaza campul electric peste conducta la distante potrivite de exemplu 2 metri, si care e legata printr-un cablu coaxial la sursa de curent.
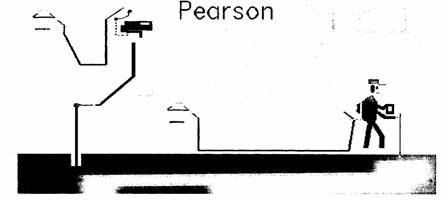
Figura 3. Modul de lucru cu metoda PEARSON
Deasupra unui defect de izolatie se inregistreaza o intensitate mare a semnalului de joasa frecventa, astfel ca pe traseul conductei se determina palnii de tensiune, pe vertical maximului unei palnii se afla un defect al stratului de izolatie.
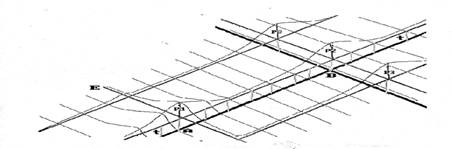
Figura 5.Metoda PEARSON .Palniile de potential
METODA D.C.V.G.- Masurarea gradientului de potential in curent continuu.
Metoda foloseste 2 electroni speciali de Cu-SO4 u in legatura cu sursa de protectie catodica a conductei si conectati la un milivoltmetru de constructie speciala cu punctul 0 la mijlocul scalei care vor inregistra diferenta de potential deoarece curentul indus se scurge in cantitate mai mare prin defectul de izolatie.
Cei doi electrozi sunt pozitionati de-a lungul conductei la o distanta de 1,5 m unul fata de celalalt.
In timpul inregistrarilor in functie de pozitia acelor milivoltmetrului se intalnesc urmatoarele situatii:
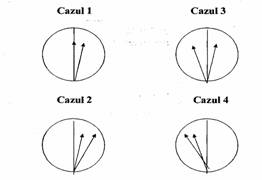
Cazul 1: Nici un electrod nu e pozitionat deasupra conductei.
defectul e protejat in timpul functionarii P.C.(protectie catodica)
Cazul 2: Defect catodic, protejat in timpul functionarii sistemului de P.C.
Cazul 3: Defect anodic, protejat in timpul functionarii sistemuluide P.C.
Cazul 4: Defect anodic, neprotejat in timpul functionarii sistemului de P.C.
Metoda CIPS (Close Interval Potential Survey) - Metoda masuratorilor intensive de potential.
Este o metoda laborioasa care masoara potentialele pas cu pas de la suprafata conductei ingropate cu aparate portabile, ce vor inregistra valorile instantanee ale potentialelor in rapot cu pozitia inchis (OFF) care corespunde unui ε=850mV in raport cu electrodul de Cu/Cu SO4, valorile inregistrate mai putin negative decat valoarea instantanee se considera a fi inadecvat protejate si deci expuse coroziunii. Potentialul masurat de la suprafata nu reprezinta potentialul real al conductei ci este suma dintre potentialul real si caderea de tensiune pe stratul de pamant ce acopera conducta. In momentul deconectarii curentul de protectie devine nul deci caderea de tensiune pe sol se anuleaza.
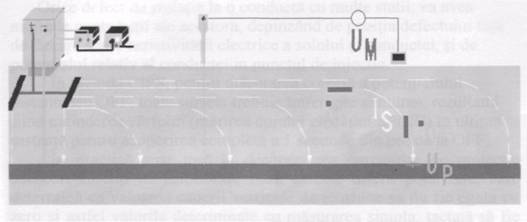
Figura 9.Metoda CDPS.Evidentierea caderii de tensiune pe stratul de pamant.
ON: UM=Up+Is*Rv
OFF: UM=UP+0
Timpul in care se masoara caderea de tensiune pe sol este de la cateva secunde pana la 100μs, fiecare aparat avand standardul lui de masurare, inregistrarile sunt tot sub forma unei palnii de potential dar cu varful conului in jos si care sunt cu atat mai evidente cu cat defectul inregistrat este mai mare.
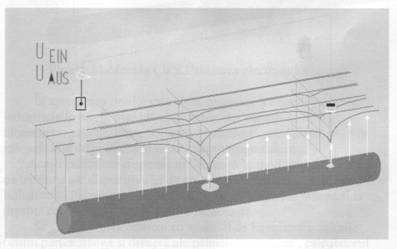
Figura 10.Metoda CIPS.Evidentierea curentilor de echilibrare la deconectarea sursei.
Investigarea din interior a starii conductelor
Se realizeaza cu ajutorul pigurilor inteligente ce permit detectarea defectelor de genul:
-coroziunea peretilor interior si a celor exterior
-defecte de cordoane de sudura
-fisuri in peretii conductelor
In acelasi timp se culeg informatii despre lungimea exacta a tronsonului investigat forma exacta a traseului si pozitiile eventualelor reduceri de sectiune.
Dezavantaje
Se poate utilize pe conducte proiectate si construite special pentru a fi godevilate ( sa nu aiba variatii mari de sectiune si curbe cu raza de minim 3DN, necesitatea instalarii garilor de lansare primire pe conducte cu presiune, costul ridicat pentru curatarea conductelor si verificarea geometriei interioare, costul ridicat al investigatiei).
Initial se face o evaluare a posibilitatilor de folosire a pig-urilor.
Operatii pregatitoare pentru inspectie
Initial se analizeaza urmatoarele aspect:
-hartile traseelor
-inventarierea obstacolelor
-intocmirea unui program de curatire efficient
-efectuarea unei inspectii a geometriei interioare cu un PIG operatie care detecteaza depunerile pe pereti, ovalitatile, cordoane de sudura supradimensionate etc.
-pregatirea si inspectia garilor de lansare primire
Godevilarea
Se executa cu pig-urile de curatare(Godevile) care pot fi:
Pigul magnetic de curatare folosit pentru conducte de gaz sau lichide in vederea indepartarii impuritatilor pe baza de fier.
Dpdv constructiv se compune din discuri din poliuretan dur, montate pe un schelet de baza, discuri de etansare moi, iar in partea din fata si din spate sunt montati magnetii de colectare a depunerilor feroase.
Daca presiunea din conducta creste inainte de pig inseamna ca pigul colecteaza multe depuneri si in acest caz, pigul se mai introduce o data pe traseu legat cu inca un modul.
Pigul cu pinteni pe circumferinta
Se foloseste in general pentru liniile ce transporta substante lichide ; e compus dintr-un corp obisnuit pe care se monteaza 6 discuri din poliuretan de rezistenta medie de grosime 2' si cu diametru mai mic cu 4' decat diametrul interior al conductei. Pe aceste discuri se monteaza in gauri filetate pintenii.
Diametrul constituit din 2 pinteni opusi poate fi mai mare cu pana la 0,75' fata de diametrul interior al conductei. Asta inseamna ca in timpul rularii acestia vor fanda inapoi cu un unghi mic si vor asigura curatirea, dar mai ales vor compensa reducerile de diametru. Capetele pintenilor vor fi rotunjite pentru a preveni distrugerea suprafetei interioare a conductei.
Se pot face combinatii intre pigul magnetic si acesta, rezultand un godevil din doua module, dar modulul din fata e intotdeauna cel magnetic.
Pigul cu perii pe circumferinta
Se foloseste doar dupa curatari cu celelalte 2 metode de mai sus;este destinat curatarii produselor de coroziune de pe suprafete extinse.
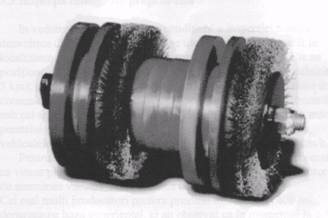
Figura 22. Pigul de curatare cu perii circulare
Este de o constructie foarte apropiata de pigul cu pinteni, doar ca pintenii sunt inlocuiti de smocuri de perie cu diametrul de 0,5'. Poate fi purtat dupa un modul de curatare magnetic, dar in cazul unor conducte cu multe depuneri se vor folosi doua module cu perii dupa modulul magnetic, reducand astfel si numarul trecerilor.
Sunt utilizate mai multe tipuri de godevil in procesul de curatare : pig cu perii, cu discuri de radare, pig cupa cu discuri de razuire, pig pamatuf, sfere, pig din polietilena.
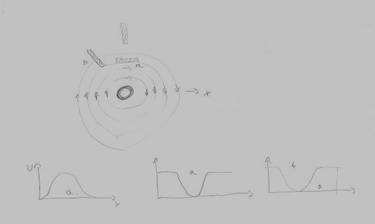
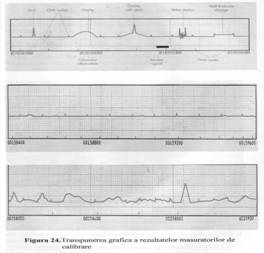
Primul grafic perete cu defecte de dimensiuni mici
Graficul din mijloc peretele din interiorul conductei nu reprezinta defecte
Graficul de jos peretele are defecte majore care pot deveni periculoase
 Pig-urile de
investigatie (inteligente)
Pig-urile de
investigatie (inteligente)
Sunt folosite pentru determinarea grosimii peretelui detectarea si masurarea zonelor de coroziune atat la interiorul cat si la exteriorul conductei.
Tipuri:
Pig-ul ultarsonic
Foloseste pentru masuratori un flux de ultrasunete ce inregistreaza variatiile acestora de-a lungul conductei.
Fluxul de ultrasunete strabate distanta A cu o anumita intensitatesi distanta t(grosimea peretelui) cu alta intensitate,intr-o conducta fara defecte A si t;A+t raman constante, cand conducta are un defect de coroziune la ext A e ct iar t este mai mic,A+e este mai mic decat normal.Cand conducta are un defect la interior A este mai mare t este mai mic dar A+t este constant.
Coroziunea atat interna cat si externa e identificata cu determinarea precisa a pozitiei, marimii si gravitatii ei utilizand informatiile oferite de sistem.
Pigul ultrasonic este format din urmatoarele parti componente principale: -Corp rezistent la presiune cu baterii incorporate (litiu).
Odometru (masoara distanta parcursa).
Modul de memorie care realizeaza partea
de stocare a datelor, prin
rearanjarea, comprimarea datelor pe
microprocesor si apoi stocare pe
suport magnetic.
-Cupe din poliuretan care asigura deplasarea vehicolului prin diferenta de presiune
Sunt detectate, masurate si localizate:
-coroziuni interne, externe
-fisuri in cordoanele de masura sau datorate coroziunii sau oboselii
Pigul de inspectie magnetic
Utilizeaza principiile magnetismului pentru detectarea tuturor defectelor sau anomaliilor din peretele conductei. Astfel un dispozitiv de magnetizare autoportant va induce un camp magnetic saturat in peretele conductei.
Poate determina pierderi de metal interne sau externe, care pot fi determinate procentual din valoarea nominala a peretelui conductei.
Astfel magneti permanenti foarte puternici vor fi cuplati la peretele conductei cu ajutorul unor perii de inalta densitate si vor induce un camp magnetic in peretele conductei. Daca vreun defect este prezent, o parte a acestui camp va scapa afara din peretele conductei. Senzori de precizie foarte mare vor detecta si vor masura capul magnetic deviat si vor permite astfel detectarea si masurarea pierderilor de metal si a coroziunii.
Senzorii sunt dispusi circular si sunt foarte numerosi, ei se afla intre polii magnetici, avand o acoperire perfecta a circumferintei conductei. Transmisia si stocarea datelor se face identic cu modulul Ultrascan.
Metode de control nedistructiv al calitatii pieselor
Defectoscopia nedistructiva
Consta in examinarea fara distrugere a materialului pt piese si sisteme tehnice in vederea detectarii defectelor de suprafata sau interne folosind ca principiu variatia unor marimi fizice sau fizico-chimice. Prin obiectul de examinat sau la suprafata acestuia se trece un flux de energie emis de o sursa adecvata iar apoi se evidentiaza prin observare, masurare sau inregistrare, modificarile in transferul de energie cauzate de defecte. Pe baza acestor date se interpreteaza rezultatele si se determina caracteristicile defectelor (natura, forma, dimensiuni, pozitie). Defectele detectabile sunt cele care apar fie in procesul de fabricatie, fie in timpul exploatarii instalatiilor.
Defectoscopia nedistructiva parcurge urmatoarele etape:
a)detectarea, masurarea si identificarea defectelor;
b)compararea rezultatelor obtinute cu valorile limita de acceptabilitate a anomaliei sesizate;
c)luarea deciziei privind masurile ce urmeaza a se adopta (acceptarea, remedierea sau rebutarea produsului).
Eficienta economica a defectoscopiei nedistructive consta in productivitatea controlului si diminuarea cheltuielilor suplimentare cauzate de fabricarea, exploatarea sau repararea pieselor si instalatiilor cu defecte periculoase.
Metodele de control nedistructiv sunt:
1)cu lichide penetrante (prin colorare sau prin luminiscenta);
2)metoda termica (cu detectoare de radiatii infrarosii sau cu invelisuri termografice);
3)metoda electromagnetica (magnetica, electrica sau electromagnetica);
4)metoda ultrasonica (cu emisie prin impuls sau cu emisie continua);
5)metoda radiologica (cu radiatii electromagnetice, raze X sau g si cu radiatii corpusculare cu neutroni si cu electroni)
Alegerea metodei optime de control se face in functie de:
-particularitatile constructive ale produsului,
-natura si proprietatile materialului,
-tipul si amplasarea defectelor posibile,
-particularitatile metodei si performanta aparaturii,
-gradul de pregatire a personalului.
Controlul cu lichide penetrante
Metoda se foloseste pt defecte de suprafata si a celor deschise din profunzime, aparute in special in cusaturile sudate si se bazeaza pe fenomenul de capilaritate.
Etapele controlului:
1)degresarea si curatarea suprafetei de controlat (cu derivati ai petrolului, tetraclorura de C,etc.);
2)penetrarea, consta in depunerea unui lichid (apa sau petrol lampant) cu putere mare de penetrare pe suprafata controlata prin pulverizare, scufundarea piesei in lichid sau cu pensula;
3)indepartarea excesului de lichid penetrant dupa 5-30 min prin stergere, astfel incat sa ramana numai in defecte; 4)developarea= depunerea pe suprafata prin cernere, pulverizare sau presarare a unui praf alb cu putere mare de absorbtie (caolin, oxid de Mg,talc);
5)observarea (citirea indicatiilor)-se face de mai multe ori in interval de 2-30 min de la developare.
Pe suprafata developantului apar pete cauzate de lichidul penetrant absorbit din defecte, astfel ca sunt evidentiate zonele cu defecte.
Procedeele aplicate sunt:
1)procedeul colorarii-foloseste penetranti colorati (de obicei rosu) si observarea se face in lumina obisnuita; 2)procedeul fluorescentei-foloseste penetranti fluorescenti (petrol sau ulei mineral cu adaos de fluorosceina) iar observarea se face in lumina ultravioleta. Metoda se aplica pentru materiale nemagnetice, la imbinarile sudate sau pt coroziunea intercristalina si permite stabilirea pozitiei, formei si dimensiunilor defectelor cu deschidere la suprafata de la 0,001-0,002 mm. Metoda este simpla, ieftina si se aplica usor in conditii de teren sau de montaj.
Defectoscopia termica
-este specifica pentru controlul calitatii legaturii dintre diferite metale (ex: legatura dintre combustibilul nuclear si invelisul acestuia), pt detectarea porilor, crapaturilor,etc. Fluxul energiei termice transmis prin piesa este afectat de eventualele discontinuitati (defecte), deci in aceste zone apar variatii de temperatura, care pot fi detectate fie cu invelisuri (acoperiri) termografice ce isi schimba culoarea sau luminiscenta in functie de temp sau cu detectoare pe baza de radiatii infrarosii.
Foloseste surse de energie magnetica, electrica sau electromagnetica, care strabat piesele de controlat pt detectarea defectelor in materiale feromagnetice.
Se aplica in 3 variante:
1)defectoscopia magnetic - se bazeaza pe modificarile aparute intr-un camp magnetic de dispersie si in functie de modul de detectare a acestora se folosesc urmatoarele procedee:
a)defectoscopia cu pulberi magnetice. Pe suprafata piesei de controlat se presara pulbere feromagnetica (Fe,Fe3O4) de dimensiuni foarte mici, uscata sau in suspensie cu un lichid. Piesa se introduce intre polul N si cel S al unor magneti, astfel ca pulberea se va alinia pe suprafata piesei dupa linii paralele (ale campului magnetic) in zonele fara defecte si se va aglomera in zonele cu defecte, unde permeabilitatea magnetica este mai mica.
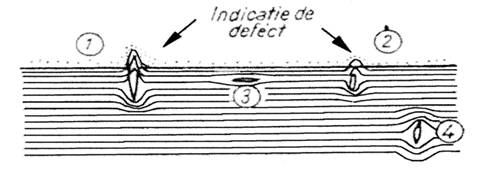
Fig. 9.5 Defectoscopia cu pulberi magnetice:
1 si 2 - defecte sesizate, 3 si 4 - defecte nedetectate.
Se determina pozitia si forma defectelor (fisuri, pori, incluziuni) cu grosimi de 0,1mm-2mm la suprafata sau la adancimi de la 0,05-15mm.
b)defectoscopia magnetica cu sonde - inregistreaza campul magnetic de dispersie, folosind ferosonde (o bara feromagnetica introdusa in interiorul unei bobine strabatuta de un curent alternativ). Se detecteaza defecte pana la h=15-20mm.
c)defectoscopia magnetografica - foloseste benzi feromagnetice aplicate pe coordonatele de sudura si care inregistreaza dispersia campului magnetic in zonele cu defecte.
2)defectoscopia electrica - detecteaza defecte prin modificarea campului electric (diferenta de potential) intre 2 puncte de pe suprafata de controlat. Se folosesc 4 electrozi dintre care 2 de contact (C1 si C2) prin care se inchide prin piesa un camp electric furnizat de sursa de curent continuu. Ceilalti 2 eletrozi de sondaj (S1 si S2) se deplaseaza pe suprafata de controlat si intre ei se inregistreaza modificarile tensiunii curentului in zonele cu defecte (lipsa cusaturii sudate, fisuri, exfoliere).
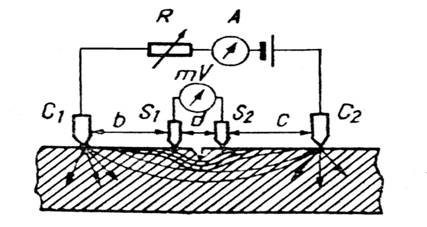
Fig. 9.6. Schema defectoscopiei electrice
3)defectoscopia electromagnetica - foloseste curentii turbionari furnizati de bobine inductoare care inconjoara piesa de controlat (cu sectiune circulara ca sarme, bare, tevi cu f=0,2-2mm) sau bobine ce se aseaza pe suprafata piesei. Aparatele functioneazacu perechi de bobine si se inregistreaza diferentieri in campul electromagnetic intre bobina standard si cea de control.
Ultrasunetele folosite au frecventa n=1-4 MHz si variatia intensitatilor permite localizarea si aprecierea marimii defectelor.
Defectoscopul ultrasonic se compune din:
G-generatorul de frecventa, care transmite impulsurile palpatorului (are rol fie de emitator, fie de receptor, fie de emitator+receptor);
A-amplificator, care amplifica semnalele primite de la receptor;
O-sistemul de inregistrare si redare a variatiei intensitatilor ultrasunetelor (osciloscop, oscilograf sau monitor).
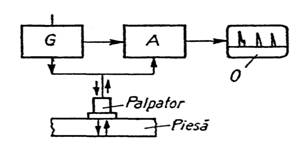
Fig. 9.8 Schema bloc a unui defectoscop ultrasonic
Procedee de control ultrasonic:
1)cu impuls transmis (procedeul umbrei). La el se folosesc 2 palpatoare, E-emitatorul si R-receptorul. Deoarece defectele reflecta ultrasunetele, pe sistemul de observare se evidentiaza, pe langa semnalul de intrare si cel de iesire a ultrasunetelor din piesa si un semnal intermediar de defect, a carui amplasare ne indica distanta la care se afla defectul iar amplitudinea semnalului indica marimea defectului.
2)cu impuls reflectat (procedeul ecoului) - foloseste un singur palpator cu rol de emitator si receptor. La primul procedeu, ultrasunetele sunt emise continuu iar la al 2-lea sunt emise in impulsuri.
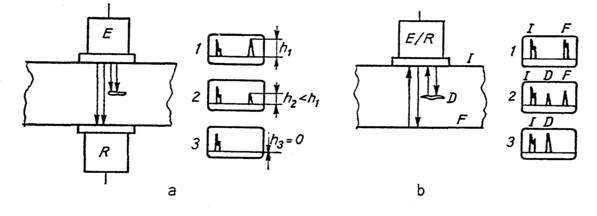
Fig. 9.9 Principiile metodelor de control cu ultrasunete:
a - metoda cu impuls
transmis; b - metoda cu impuls reflectat;
1 - piesa fara defecte; 2 - piesa cu defect mic; 3 -
piesa cu defect mare
Radiatiile electromagnetice (X sau g) au proprietatea de a strabate materia solida si de a-si atenua intensitatea in functie de distanta parcursa. I=I0*e-mx
unde
-I=intensitatea radiatiei finale,
-I0=intensit radiadiei initiale, m=coef de absorbtie a radiatiei,
-x=distanta parcursa in material.
Radiatiile X sunt produse de aparatele Roentgen iar radiatiile g se obtin prin descompunerea radioizotopilor artificiali (Iridiu-192, Ceriu-137, Cobalt-60). Prin aceste metode se detecteaza si se localizeaza defecte de profunzime situate la adancimi de aprox 90 mm si de natura diversa.
Metodele biologice constau in inspectie vizuala pe baza de miros sau zgonot efectuata de personal specializat sau caini antrenati.
Metode hardware se folosesc instrumente specializate care includ senzori acustici, detectoare de gaze de presiune negativa, de caldura, sau in infrarosu.
Metode software - SCADA
Evaluarea defectelor-se face dupa proceduri de urgenta pt evitarea riscurilor de accidente, pagube materiale si poluarea mediului.
Se parcurg urmatoarele etape:
1)reducerea presiunii cu pana la 80% in functie de gravitatea defectului. Are ca principal scop prevenirea propagarii defectului.
2)excavarea, in cazul conductelor ingropate.
3)masurarea defectului pt a stabili: tipul (fisura, deformare, coroziune), dimensiunile, localizarea (la interior sau ext, axial, circumferential), defecte asociate, scurgeri asociate, starea peretilor conductei si a fluidului, daca sunt zone de sudura in apropiere.
In urma evaluarii se trag urmat concluzii:
-defectul nu este grav, conducta ramane in functiune, se reface invelisul exterior,
-defect nesemnificativ cu conditia ca presiunea de regim sa fie redusa,
-defect minor ce trebuie remediat, defect ce trebuie reparat prin consolidare,
-defect major ce necesita inlocuirea tronsonului.
Metode de reparare a defectelor. Cand reparatia impune taierea sau sudarea conductelor ce contin substante inflamabile, se au in vedere urmat aspecte:
-fluidul din conducta nu trebuie sa se aprinda, sa se descompuna, sau sa reactioneze cu metalul la sudare;
-sudarea sa nu penetreze peretele conductei;
-debitul fluidului sa nu aiba efect de calire asupra zonei sudate.