|
|
|
|
Utilaje pentru sudarea semiautomata sub strat de flux
La aceste instalatii (fig. 4.1), deplasarea capului de sudare se face manual. De obicei, capul de sudare este sprijinit pe piesa de sudat cu ajutorul unui dispozitiv cu inaltimea reglabila.
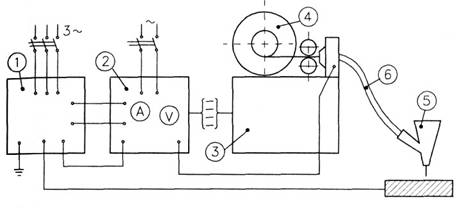
Figura 4.1. Instalatie pentru sudarea semiautomata sub strat de flux. 1- sursa de sudare; 2- cutia de distributie cu aparatajul de control; 3- mecanismul de avans al sarmei electrod; 4- tambur cu sarma electrod; 5- cap de sudare cu palnia pentru de flux; 6- tub flexibil.
Un tub flexibil cu lungimea de 35 m, asigura conducerea sarmei de la mecanismul de avans la capul de sudare, alimentarea sarmei cu curent, precum si posibilitatea transmiterii unor comenzi de la capul de sudare la mecanismul de avans (reglarea vitezei).
Fluxul se afla intr-o palnie fixata pe capul de sudare. Regimurile de sudare diferite se obtin prin modificarea curentului de sudare si a vitezei de avans a sarmei electrod.
Tubul flexibil special (fig. 4.2a) serveste pentru inaintarea sarmei electrod. El este alcatuit dintr-o spirala dubla de otel (1), din firele de alimentare a arcului (3) care asigura si transmiterea comenzilor de pornire-oprire prin circuitul de comanda (4). Cablul flexibil este acoperit cu o camasa de bumbac (5), imbracata la exterior cu cauciuc (6).
Capul de sudare (fig. 4.2b) este compus dintr-un corp de aluminiu (1), la partea inferioara avand insurubat un corp cilindric (2) din cupru. in interiorul corpului este fixat un cot tubular (3) din alama si o duza de contact (4) din bronz. La partea superioara a capului este fixata palnia pentru flux (5). Capul de sudare este fixat de manerul (7), pe care este montat butonul de comanda (8), care conecteaza motorul pentru comanda avansului sarmei electrod. Capul este fixat pe un pivot (9) reglabil si demontabil, ce serveste la sprijinirea si ghidarea capului in timpul sudarii.
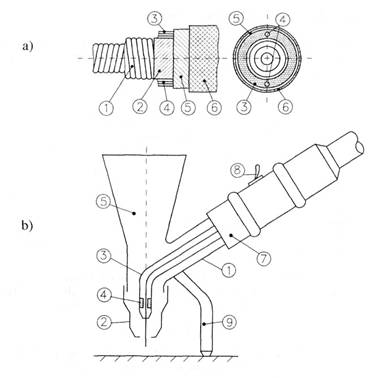
Figura 4.2 a) Tubul flexibil; b) Capul de sudare.
La acest tip de utilaj se pune problema daca acesta poate functiona fara reglaj automat al vitezei de avans a sarmei, deplasand manual capul de sudare, fara ca operatorul sudor sa poata vedea arcul electric si varful electrodului. Practica a dat raspuns afirmativ la aceasta intrebare. La sudarea semiautomata nu se pot elimina variatiile lungimii arcului.
Totusi, practica a aratat ca procesul de sudare este stabil la viteza de avans constanta a electrodului, cu conditia ca diametrul sarmei electrod sa nu depaseasca 2 mm, iar intensitatea curentului sa se mentina intre 250..650 A. Explicatia rezida din faptul ca, micsorand diametrul electrodului se mareste densitatea de curent, respectiv stabilitatea procesului de sudare. Din aceste motive, semiautomatele pentru sudare se realizeaza, fara exceptie, fara reglaj automat al vitezei de avans a electrodului.