|
|
|
|
Utilaje pentru sudarea in mediu de gaz protector
La sudarea in mediu de gaz protector se asigura o protectie foarte buna a baii de metal topit in timpul operatiei de sudare.
In conditii de santier, trebuie gasite mijloacele necesare pentru ca patura de protectie gazoasa sa nu fie suflata de curentii de aer. Gazele folosite pentru protectia spatiului arcului pot fi impartite in trei grupeprincipale:
1. Gaze inerte: argon, heliu;
2. Gaze active: CO2, N2, H2, vapori de apa;
3. Amestecuri de gaze active si inerte: Ar + O2, Ar + N2, Ar + H2, Ar + CO2.
Dezvoltarea accentuata a acestor procedee in ultimul timp, se explica printr-o serie de avantaje tehnico-economice, si anume:
nu se folosesc fluxuri sau invelisuri pentru
electrozi, prin urmare
nu mai este necesara
operatia de curatire a cusaturii de zgura;
productivitate ridicata;
-grad inalt de concentrare a caldurii in zone restranse, ceea ce reduce mult deformatiile pieselor sudate;
actiune minima daunatoare a oxigenului si azotului atmosferic;
posibilitatea sudarii unor metale si aliaje speciale, la grosimile cele mai variate;
posibilitatea supravegherii arcului deschis, deci conducerea mai buna a procesului de sudare;
-posibilitati mai largi de mecanizare si automatizare. Procedeele de sudare in mediu de gaz protector difera dupa felul electrozilor folositi (fuzibili sau nefuzibili), dupa felul gazului de protectie si dupa felul arcului electric.
Corespunzator diferitelor procedee de sudare, utilajele de sudare se clasifica in urmatoarele grupe:
1. Utilaje pentru sudarea in mediu de hidrogen atomic;
2. Utilaje pentru sudarea in mediu de argon sau heliu, cu electrod nefuzibil (W.I.G. sau T.I.G.);
3. Utilaje pentru sudarea in mediu de argon sau heliu, cu electrod fuzibil (M.I.G.);
4. Utilaje pentru sudarea in mediu de gaze active, cu electrod fuzibil (M.A.G.).
1 Utilaje pentru sudarea in mediu de hidrogen atomic
Sudarea in hidrogen atomic (arc-atom) se face cu un arzator special, arcul formandu-se intre doi electrozi de wolfram legati la o sursa de curent alternativ (ca.)- Coaxial cu electrozii se trimite jetul de hidrogen care trece in zona arcului printr-un spatiu inelar format intre electrod si ajutajul electrodului (fig. 4.3).
Sub influenta temperaturii inalte a arcului se produce disocierea hidrogenului in atomi, absorbindu-se o mare cantitate de caldura. Cand atomii de hidrogen ating suprafata metalului care este mai rece, atomi se recombina in molecule de hidrogen. Acest fenomen este insotit de dezvoltarea caldurii ce fusese absorbita la disocierea hidrogenului:
H + H = H2 + 10600 cal/mol
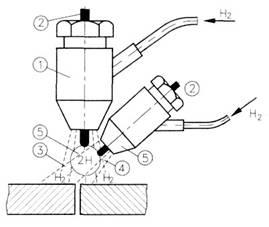
Figura 4.3 Schema procedeului de sudare in mediu de hidrogen atomic.
1-arzatoare; 2-electrozi; 3-zona de reasociere; 4- zona de hidrogen molecular; 5- zona de disociere.
Topirea metalului de baza si de adaos se face exclusiv pe baza caldurii dezvoltate in urma reactiei de reasocire. Electrozii de wolfram se leaga la transformatorul de sudare, care are tensiunea de mers in gol de (250300)V, in timp ce tensiunea arcului este de (60100)V. Curentul de sudare este de (10100)A si depinde de grosimea pieselor:
Is = (1520) de [A],
unde de = s/3 + 1 [mm].
Debitul de hidrogen este QH2 = 800 + 15 . Is [l/h]
Datorita actiunii de racire a arcului provocata de disociere, precum si a potentialului ridicat de ionizare a hidrogenului, este necesara o tensiune mare pentru amorsarea arcului si instalatia trebuie prevazuta cu dispozitive de protejare contra electrocutarii.
Procedeul se utilizeaza la sudarea pieselor relativ mici din fonta, otel refractar, incarcari cu materiale dure si lucrari de reparatii speciale. Nu se poate aplica aliajelor ce contin procente mari de elemente cu afinitate mare fata de hidrogen: Cu, Ni, Ti, Al.
2 Utilaje pentru sudarea in mediu de gaz inert, cu electrod nefuzibil (W.I.G.)
Arcul electric se formeaza intre un electrod nefuzibil din wolfram si piesa. Electrodul, arcul si baia topita sunt protejate de un invelis gazos inert (argon, heliu), ce se scurge dintr-un ajutaj concentric cu electrodul. Daca se sudeaza cu metal de adaos, acesta se introduce lateral, sub forma unei sarme, ce nu intra in circuitul electric.
Sursele folosite pot fi de curent continuu sau curent alternativ. Arzatoarele sunt de obicei racite cu apa. Diametrul electrodului de wolfram este de (1,56)mm, iar curentul de sudare este de pana la 300A. Argonul folosit ca gaz protector poate fi pur (99,99%), fiind utilizat la sudarea aliajelor de aluminiu, sau argon tehnic, utilizat la sudarea otelurilor.
Schema instalatiei pentru sudarea manuala, cu arc electric, in mediu de argon, in curent continuu, este prezentata in figura 4.4.
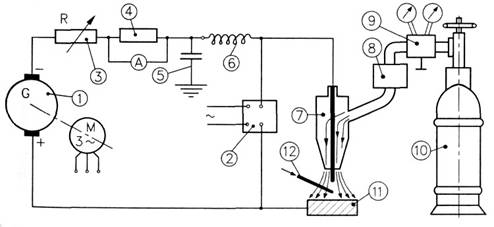
Figura 4.4. Schema instalatiei de sudare WIG.
1 - generator de sudare; 2 - oscilator; 3 - rezistenta de balast; 4- ampermetru; 5- condensator; 6- bobina; 7- arzator; 8- debitmetru; 9- reductor de presiune; 10- butelie.
Pentru amorsarea arcului electric se foloseste un oscilator. Acesta produce o tensiune de valoare mare si frecventa ridicata. Datorita campului electric intens, in spatiul arcului se produce o ionizare pronuntata, permitand aprinderea arcului. Din punct de vedere constructiv, oscilatorul este un generator de scantei, de frecventa ridicata. Bobina (6) si condensatorul (5) alcatuiesc un filtru de protectie pentru ca tensiunea inalta sa nu ajunga la sursa de sudare.
Sudarea se poate face si cu heliu, instalatia fiind asemanatoare. Exceptie face numai sursa de sudare, deoarece tensiunea arcului in heliu este de (1,52) ori mai mare ca in argon. La acelasi curent de sudare, in heliu, se dezvolta o cantitate de caldura mai mare, datorita caderii mai mari de tensiune pe coloana arcului.
Un amestec de He + Ar este cel mai convenabil (40%Ar + 60%He) si conduce la cusaturi mai bune decat in argon sau heliu. Acest procedeu se utilizeaza atat la sudarea aliajelor de aluminiu, cat si la sudarea otelurilor.
3 Utilaje pentru sudarea MIG.
La acest procedeu, arcul electric se formeaza intre piesa si sarma electrod (fig. 4.5). Sarma avanseaza mecanizat si continuu, de pe un tambur. Gazul protector se scurge printr-un ajutaj al arzatorului special si are misiunea de a proteja baia de metal topit de actiunea atmosferei. Sursa de sudare poate fi un generator sau un redresor de curent continuu, ce se racordeaza cu polul negativ la piesa si cu polul pozitiv la electrod.
Gazele utilizate pentru protectie la sudare pot fi: Ar, He sau amestecuri de gaze: (Ar + He).
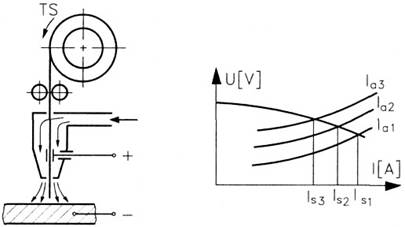
Figura 4.5. Schema procedeului WIG.Figura 4.6. Caracteristica arcului.
Deoarece arcul arde la densitati mari de curent, va avea caracteristica statica urcatoare. Deci, se recomanda ca si sursa de curent sa aiba o caracteristica rigida sau lent coboratoare. Sudarea prin acest procedeu noate fi executata atat semiautomat cat si automat.
In timpul sudarii, lungimea arcului variaza in anumite limite. In figura 4.6 se vede ca daca lungimea arcului creste accidental se trece de De caracteristica 2 pe 3, curentul absorbit de la sursa reducandu-se substantial (la valoarea IS3). Deoarece viteza de avans a sarmei este constanta, se va reduce si viteza de topire a electrodului, datorita micsorarii intensitatii curentului. Ca urmare, se va reduce lungimea arcului, revenindu-se la caracteristica 2. Datorita variatiilor mari ale curentului de sudare la variatia lungimii arcului, fenomenul de autoreglaj se manifesta foarte rapid. Autoreglarea arcului electric se manifesta bine si din acest motiv viteza de avans a sarmei electrod este de obicei constanta. Fenomenul are loc in mod similar in cazul micsorarii accidentale a lungimii arcului.
Procedeul se aplica pentru sudarea aluminiului si a aliajelor sale, precum si a aliajelor ce contin procente mari de cupru, nichel, cat si la sudarea otelurilor carbon, slab si inalt aliat. Schema instalatiei este asemanatoare cu cea de la procedeul W.I.G., cu deosebirea ca electrodul este avansat in arc de catre un mecanism de avans, ca la instalatiile de sudare semiautomata sub strat de flux.
4 Utilaje pentru sudarea MAG.
Arcul electric se formeaza intre electrodul fuzibil si piesa, intr-un mediu de gaz activ. De obicei, se utilizeaza bioxidul de carbon (CO2), care realizeaza protectia arcului. Acest gaz are o actiune oxidanta, ce poate fi compensata prin cresterea continutului de elemente de aliere din sarma electrod. Datorita temperaturii ridicate, bioxidul de carbon disociaza, iar oxigenul atomic oxideaza elementele de aliere:
CO2 -> CO + O
Elementele cu afinitate mare la oxigen: Si, Va, Mn, C, vor intra in reactie de oxidare, concomitent avand loc si reactii de reducere:
Mn + O = MnO oxidare
MnO + C = CO + Mn reducere
Din reactia azotului cu bioxidul de carbon rezulta oxizi insolubili in baia de metal topit. Bioxidul de carbon trebuie sa aiba o puritate de 99%. Fiind avid de apa, bioxidul de carbon va forma acidul carbonic H2CO3.
Prin destindere, la iesirea din butelie a bioxidului de carbon se va forma zapada carbonica, care va reduce presiunea gazului. Din aceste motive, in instalatie vor fi prevazute un incalzitor electric, cuplat cu un uscator pentru eliminarea vaporilor de apa.
Schema unei instalatii pentru sudarea prin procedeul MAG este prezentata in figura 4.7.
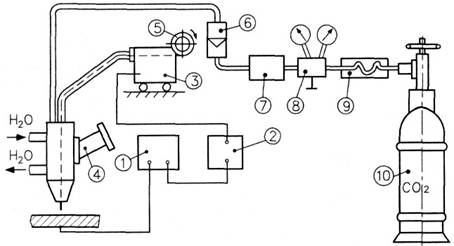
Figura 4.7. Schema instalatiei de sudare prin procedeul MAG.
1 - sursa de curent; 2 - tabloul de comanda; 3 - mecanism de avans; 4 - cap de sudare; 5 - tambur sarma; 6 - debitmetru; 7 - uscator gaz; 8 - reductor de presiune; 9 - incalzitor gaz; 10 - butelie CO2.
Acest procedeu de sudare are o serie de avantaje, printre care enumeram:
putere mare de topire, ca urmare a densitatilor mari de curent (200 - 230)A/mm2;
productivitate ridicata: (34) kg/h de metal depus.