|
|
|
|
EXECUTAREA MANUALA A FORMELOR TEMPORARE
Principii teoretice
Executarea formelor este denumita pe scurt formare. Ea este operatia din procesul tehnologic al unei piese turnate, care realizeaza cavitatea ce reproduce conturul viitoarei piese.
Formarea manuala, desi formarea mecanizata este mult mai productiva este o metoda de baza in fabricarea pieselor turnate. Ea se poate aplica la piesele mici si simple, sau la piese mari si complicate si este singura metoda de formare recomandata pentru piese unicate.
Formarea manuala se poate aplica la diverse metode de turnare ca: formare in rame, in solul turnatoriei, fara rams, in miezuri; cea cu mai multe posibilitati de. aplicare ramanand totusi formarea £n rame. Ea se poate realiza in doua sau mai multe rame. Ea se poate realiza in doua sau mai multe rame de formare dupa complexitatea piesei.
La formarea manuala in rame de formare sunt necesare amestecuri de formare si de miez, unelte si utilaje pentru formare.
Amestecul de formare este compus din nisip (SiO"), liant (argila, bentoni-ta, ciment, silicat de sodiu, uleiuri vegetale, rasini sintetice, dextrina, etc) si materiale auxiliare (adaosuri pentru imbunatatirea proprietatilor amestecurilor).
Modelul si miezul ne ajuta sa realizam cavitatea formei (modelul reproduce configuxatia exterioara a piesei, iar miezul golurile interioare). Miezul la randul lui ee executa intr-o cutie de miez si se aseaza in forma pe niste locase denumite marci.
Modelele se executa dintr-o singura bucata sau din mai multe, separarea facandu-se prin plane de separatie. Ele au dimensiuni mai mari' decat piesa finita. Surplusul la cota este constituit din adaosul de prelucrare, adaosul tehnologic si de contractie. Modelele contin si marca miezului. Modelele si cutiile de miez se executa din lemn, materiale metalice, rasini sintetice, mase plastice,etc.
Modelele se vopsesc dupa metalul ce se va turna si anume: albastru pentru °tel, rosu pentru fonta, galben pentru aliaje neferoase, negru pentru miez, marci de miez, maselote si retea de turnare.
Planul de separatie al modelului este acelasi cu al piesei si el stabileste pozitia piesei in forma.
In majoritatea cazurilor pentru formare se utilizeaza o pereche de rame cu dimensiunile corespunzatoare pieselor ce se vor turna. Ele se toarna din materiale metalice si se asambleaza cu a jutorul stifturilor de ghidare.
Trusa cu unelte de turnatorie la formarea manuala mai cuprinde in mare urcatoarele: batator manual, sita pentru cernut amestec, sac pentru pudra, troila, vergele, lopata, lanseta, perie, suflator pentru lichide si croseta (fig. 8.1).
In figura 8.2. se prezinta o forma pregatita pentru turnare destinata obtinerii piesei 1, cu toate partile componente.
Suprafata care desparte semiforma inferioara de cea superioara se numeste suprafata sau plan de separatie al formei si este acelasi cu cel de la model.
 Fig.
8.1 trusa cu unelte pentru turnatorie.
Fig.
8.1 trusa cu unelte pentru turnatorie.
1 - batator manual; 2 - troila; 3 - lanseta; 4 - croseta; 5 - ac pentru gauride aerisire; 6 - vergea pentru dezbatut si extras modelul; 7 - stift de ghidare.
|
|
Fig. 8.2 Obtinerea unei pieseturnate
1 - piesa
finita; 2 - model (compus din doua parti); 3 - miez; 4 - rama
superioara
si semi forma superioara; 5 - rama inferioara si semiforma
inferioara; 6 - cavitatea formei; 7 - canale de ventilatie; 8 -
stifturi de ghidare; 9 - palnie de turnare; 10 - picior de turnare; 11 - canal de alimentare
 Ansamblul compus din palnie de
turnare, picior si alimentator formeaza
Ansamblul compus din palnie de
turnare, picior si alimentator formeaza
reteaua de turnare.
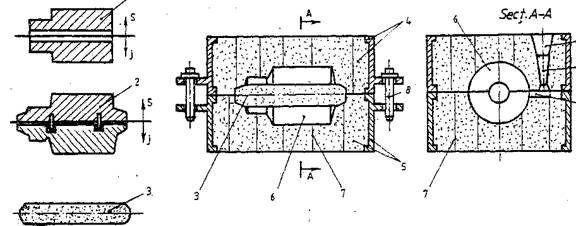
Formarea manuala a unei piese cu un plan de separatie si cu miezuri
Pentru exemplificare vom lua tot piesa din figura 8.2, Formarea va necesita de asemenea mai multe faze.
In primul rand se analizeaza piesa si modelul si se stabileste planul de separatie. Se executa la fel ca in cazul precedent semiforma inferioara cu modelul inferior;se intoarce semiforma inferioara la 180°,se aduce rama superioara, se aseaza modelul superior; in rest operatiile sunt aceleasi ca in cazul precedent.
Dupa demulare se are grija ca inainte de a se inchide forma sa se monteze miezul in semiforma inferioara. Fixarea miezurilor se realizeaza orientandu-le astfel ca marcile lor sa se aseze in marcile formei, care nu sunt altceva decat negativul marcilor miezurilor. Se verifica exactitatea executiei.
Daca totul este in ordine forma se inchide, ae asigura si se poate turna.
Modul de lucru
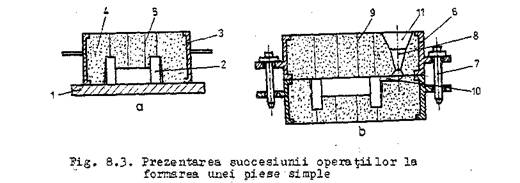
- Printr-o aplicatie demonstrativa studentii isi vor insusi fazele de executie a unei forme;
- Executarea individuala a unei forme de catre studenti si pregatirea ei pentru turnare;
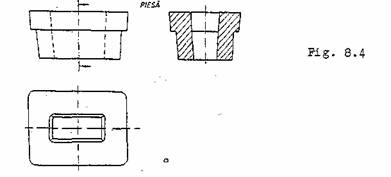
- Se va studia piesa din figura 8.4 si se va stabili planul de separatie si pozitia de turnare; se va schita modelul, miezul si o sectiune prin forma.