|
|
|
|
ECHIPAMENTE PD ELECTROTEHNOLOGII (TH NECONVENTIONALE)
Problema Generala Natura specifica
_Prelucrarea dimensionala
_necesitatea a dus la confectionarea unor materiale cu proprietati fizio-chimice performante => acestea ducand ca in procesele de prelucare sa fie cat mai greu prelucrabile cu procedeele tehnologice conventionale cunoscute => de aceea inginerii au trebuit sa inventeze alte metode.
Prelucrarea dimensionala se clasifica in :
1) Cu modificari de masa :_aschiere: conventionale : strunguire, frezare, racordare, pliire
_eroziune: neconventionale
2) Fara modificari de masa : _turnare (conventional)
_deformare plastica
_agregare de pulberi (neconventional)
1) Prelucrarea dimensionala cu modificari de masa
Consta in actiunea cu un obiect de transfer de energie (OT) asupra obiectului de prelucrare (OP) cu scopul indepartarii adaosului de prelucrare (AP) sub forma de particule numite conventional aschii (Ai) pentru obtinerea piesei finite (prelucrate) (P). Procesul se desfasoara intr-un mediu de lucru (Ml) : lichid, gaz, comp. Piesa finita (P) se precizeaza cu documentatia de executie (desen tehnic).
_forma piesei, calitatea suprafetei superioare (din prelucrare), caracteristici de material, caracteristici mecanice (fizico-chimice).
2) Prelucrarea dimensionala fara modificari de masa consta in modificarea formei si dimensiunii obiectului de prelucrat (OP) la volum constant sub actiunea unei forte gravitationale (turnarea), fie sub actiunea unei forte impuse de (OT) (deformarea plastica) fara indepartarea unui adaos de prelucrare (AP) cu scopul obtinerii piesei prelucrate (P).
=> procedeul 2) este mai eficient decat procedeul 1)
_semifabricatele se obtin prin procedee de tip 2)
_piesele finite se obtin prin metodele de prelucrare de tip 1)
Prelucrabilitate ca "notiune" se refera la un anumit material, aliaj; este o notiune complexa determinata de toate cerintele, restrictiile impuse de procesul tehnic de executie.
Ea se naste din : - caracteristiciile fizico-chimice specifice materialului
- complexitatea geometrica si dimensiunile piesei
- precizia dimensionala
- calitatea suprafetei
- reproductibilitatea in fabricatie de serie
Materialele de productibilitate usoara sunt mai de calitate
Zona material caracterizata de prelucrabilitate dificila pot realiza piese cu performante mai slabe.
Deoarece nu industria produce marea majoritate a pieselor sunt realizate cu materiale prod. usoara iar doar cateva sunt realizate din materiale cu prod. ridicata => in general grosul (majoritatea utilajelor) sunt cele mecanice, doar un mic procent 2%-6% apartine grupei tehnologiilor neconventionale sau electrotehnice.
Procesul elementar de eroziune electrica.
Dozarea in impuls a energiei, la prelucrarea prin eroziune electrica determina individualizarea actelor elementare de eroziune(caracterizate de totalitatea fenomenelor care au loc in timpul actiunii impulsului) considerat singular.
Parametrii caracteristici impulsurilor sunt:
U0 =tensiunea de merss un gol aplicata pe interstitiile de lucru.
Ud =tensiunea de durata(practic de descarcare)
![]() =tensiunea medie
numita si tensiune de lucru.
=tensiunea medie
numita si tensiune de lucru.
Ud Um
Caracteristica dinamica a descarcarii electrice in impuls
Id =curent de durata(cvasistationar) amplitudinea impulsului de curent
![]() =current mediu prin interstitial de lucru.
=current mediu prin interstitial de lucru.
ti =durata impulsului(timpul cat este aplicata tensiunea intre electrod si piesa)
tp =timp de pauza (durata intre 2 impulsuri succesive de tensiune)
T= ti+ tp =1/ fi[us]= perioada impulsului.
fi [kHz]=frecventa impulsurilor
K= ti* 100/T[%]= factorul de umplere
ta =timpul de amorsare(de la momentul aplicarii impulsului de tensiune pe spatiul de lucru pana la strapungerea electrica)
ts =timp de strapungere(formarea efectiva a coloanei de plasma).
Principalele procese care au loc in interstitiul de lucru in cursul unui act de eroziune elementar sint:
![]()
![]()
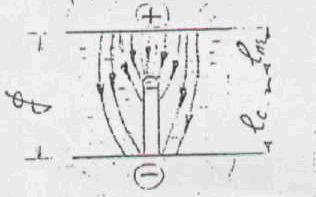
![]() (1)amorsarea descarcarii
electrice:fenomenele care au loc la pregatirea si formarea in lichidului
dielectric a canalului gazos,ionizat,conducator de current:stingerea dielectricilor
puri este posibila numai prin autoemisie
electrica la catod:electronii emisi sunt dirijati spre anod,dar nu dobandesc
energii cinetice care sa depaseasca
valoarea critica necesara ionizarii colizionale a moleculelor de lichid,dar
ciocnirile dese cu aceleasi molecule ridica
temperatura astfel incat se poate ajunge la transformari de stare locale,favorizate si de concentrarea autoemisiei
electronice pe varful
microregularitatilor catodului microincinte gazoase cu un parcurs liber mijlociu mai mare permit
aparitia fenomenelor de ionizare dezvoltarea avalansei de electroni
intr-un canal ingust de gaz(Fig. 6).
(1)amorsarea descarcarii
electrice:fenomenele care au loc la pregatirea si formarea in lichidului
dielectric a canalului gazos,ionizat,conducator de current:stingerea dielectricilor
puri este posibila numai prin autoemisie
electrica la catod:electronii emisi sunt dirijati spre anod,dar nu dobandesc
energii cinetice care sa depaseasca
valoarea critica necesara ionizarii colizionale a moleculelor de lichid,dar
ciocnirile dese cu aceleasi molecule ridica
temperatura astfel incat se poate ajunge la transformari de stare locale,favorizate si de concentrarea autoemisiei
electronice pe varful
microregularitatilor catodului microincinte gazoase cu un parcurs liber mijlociu mai mare permit
aparitia fenomenelor de ionizare dezvoltarea avalansei de electroni
intr-un canal ingust de gaz(Fig. 6).
![]()
![]() Frontul de sarcini
negative(eֿ sau
ioniֿ ) determina cresterea E¯pe lungimea
lns-nestrapunsaprocesul se desfasoara accelerat
pana cand canalul filiform gazos atinge anodul interstitiul se considera strapuns.
Frontul de sarcini
negative(eֿ sau
ioniֿ ) determina cresterea E¯pe lungimea
lns-nestrapunsaprocesul se desfasoara accelerat
pana cand canalul filiform gazos atinge anodul interstitiul se considera strapuns.
![]() Strapungerea dielectricilor
impurificati ,un mecanism asemanator,dar spatial este fragmentat de particule de impuritati conductoare ca
niste lanturi de capacitati dupa
liniile E¯.
Strapungerea dielectricilor
impurificati ,un mecanism asemanator,dar spatial este fragmentat de particule de impuritati conductoare ca
niste lanturi de capacitati dupa
liniile E¯.
Fig.6 Strapungerea dielectricilor puri
![]() Aceste trasee cu rezistivitate
electrica mai mica faciliteaza aparitiei fazei gazoase si scurteazastrapungere in lant,puntile de
impuritati'explodeaza'.
Aceste trasee cu rezistivitate
electrica mai mica faciliteaza aparitiei fazei gazoase si scurteazastrapungere in lant,puntile de
impuritati'explodeaza'.
Fenomenul este mai probabil unde gradul de impurificare(K)
(2)evolutia descarcarii electrice (in timpul de impuls).Dupa formarea canalului cu plasma,la anod ajung un numar de electroni:
![]()
![]() Circuitul electric in oricare sectiune a coloanei descarcarii ,are o componenta
negativa i(-) si una pozitiva i(+) care au valori diferitein interstitiu
apar sarcini electrice spatiale o
repartizare a tensiunii U neuniforma(Fig. 7):cadere catodica(Uk),cadere
de tensiune pe lungimea curbei (Uc) si caderede tensiune anodica(Ua).
Circuitul electric in oricare sectiune a coloanei descarcarii ,are o componenta
negativa i(-) si una pozitiva i(+) care au valori diferitein interstitiu
apar sarcini electrice spatiale o
repartizare a tensiunii U neuniforma(Fig. 7):cadere catodica(Uk),cadere
de tensiune pe lungimea curbei (Uc) si caderede tensiune anodica(Ua).
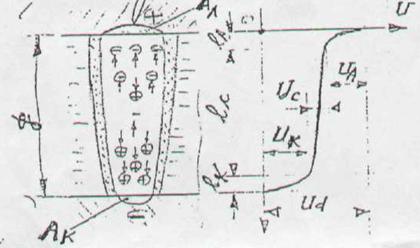 Fig7
Fig7
![]()
![]() Energia
cinetica a purtatorilor de
sarcini(accelerati de Ua ,respectiv Uk ) este cedata prin impact la suprafata corpurilor
metalice se transforma in principal in caldura apar
petele electrodice ca niste surse termice de de la rezistenta ridicata(Ak
si A a ariile respective) capabile sa declanseze efectul eroziv.
Energia
cinetica a purtatorilor de
sarcini(accelerati de Ua ,respectiv Uk ) este cedata prin impact la suprafata corpurilor
metalice se transforma in principal in caldura apar
petele electrodice ca niste surse termice de de la rezistenta ridicata(Ak
si A a ariile respective) capabile sa declanseze efectul eroziv.
Balanta fortelor datorate presiunii vaporilor si campului magnetic
propriu face ca la inceput (di/dt>0)
coloana de plasma se mentine la peretele gazos al canaluilui,iar
apoi cand curentul (id) se stabilizeaza(di/dt=0)
coloana de plasma se separa de frontul gazos(fortele magnetice actioneaza constrictional-efectul Pineh);pana la incetarea ![]() descarcarii electrice .Coloana de gaz se tot dilata ,pana se sparge
prin implozie agitatie mecanica deionizare refacerea rigiditatii dielectrice
a mediului lichid.
descarcarii electrice .Coloana de gaz se tot dilata ,pana se sparge
prin implozie agitatie mecanica deionizare refacerea rigiditatii dielectrice
a mediului lichid.
![]()
![]() (3)prelevarea
materialului din electrozi,in mecanismul prelevarii
materialului metalic afectat de coroziunea electricaactioneaza un complex de
fenomene interconectate rolul esential revenind revenind efectului termic al
descarcarii electrice Pentru savarsirea actului eroziv trebuie indeplinite doua
conditii esentiale:
(3)prelevarea
materialului din electrozi,in mecanismul prelevarii
materialului metalic afectat de coroziunea electricaactioneaza un complex de
fenomene interconectate rolul esential revenind revenind efectului termic al
descarcarii electrice Pentru savarsirea actului eroziv trebuie indeplinite doua
conditii esentiale:
(-)activarea energetica locala pentru slabirea fortelor fortelor interatomice de legatura
 (+)expulzarea materialului activat sub actiunea unor
forte care trebuie sa depaseasca o anumita valoare critica a fortelor de
coeziune ( pot fi de origine termodinamica,electrostaica,electrodinamica,hidrodinamica).
(+)expulzarea materialului activat sub actiunea unor
forte care trebuie sa depaseasca o anumita valoare critica a fortelor de
coeziune ( pot fi de origine termodinamica,electrostaica,electrodinamica,hidrodinamica).
Cu toata complexitatea fenomenului,se poate afirma ca mecanismul de baya este expulzarea termodinamica pentru inlaturarea materialului din criteriul de eroziune,asociat cu celalte,cu rol secundar.
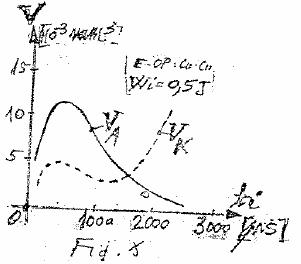
Marimea caracterului depinde in principal de forma,durata impulsului,cota parte din energia descarcarii primite de material si de rezistenta de la eroziune a materialului.Energia Wi este la o valoarea constanta a energiei impulsului,volumul caracterului depinde de durata(ti) si de polapolaritate.
In Fig.8 variatia valorii medii al caracterului functie de durata impulsurilor izoenergeice(Wi=ct).